
一种自动浸涂设备及浸涂工艺.pdf

努力****星驰

1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种自动浸涂设备及浸涂工艺.pdf
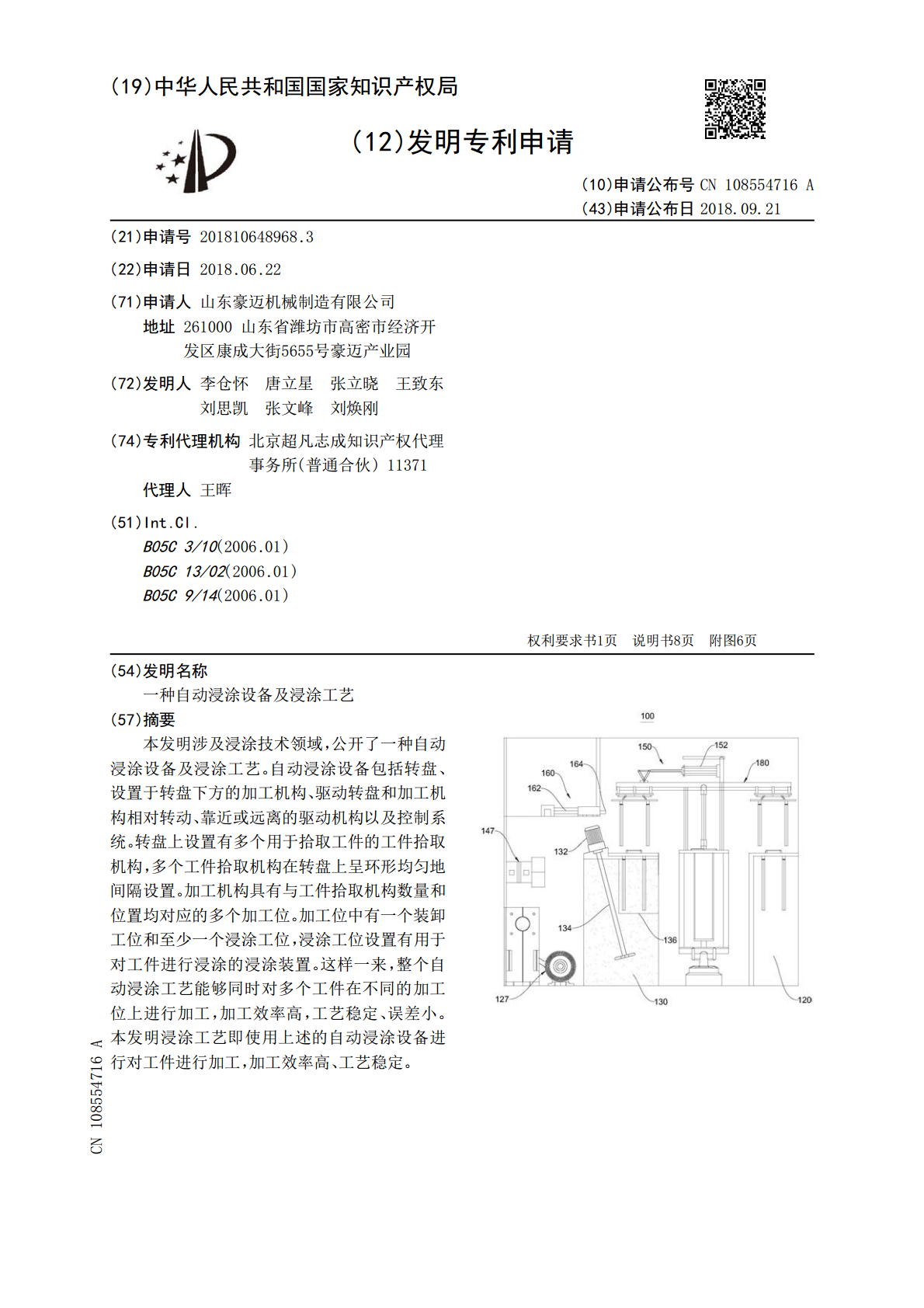
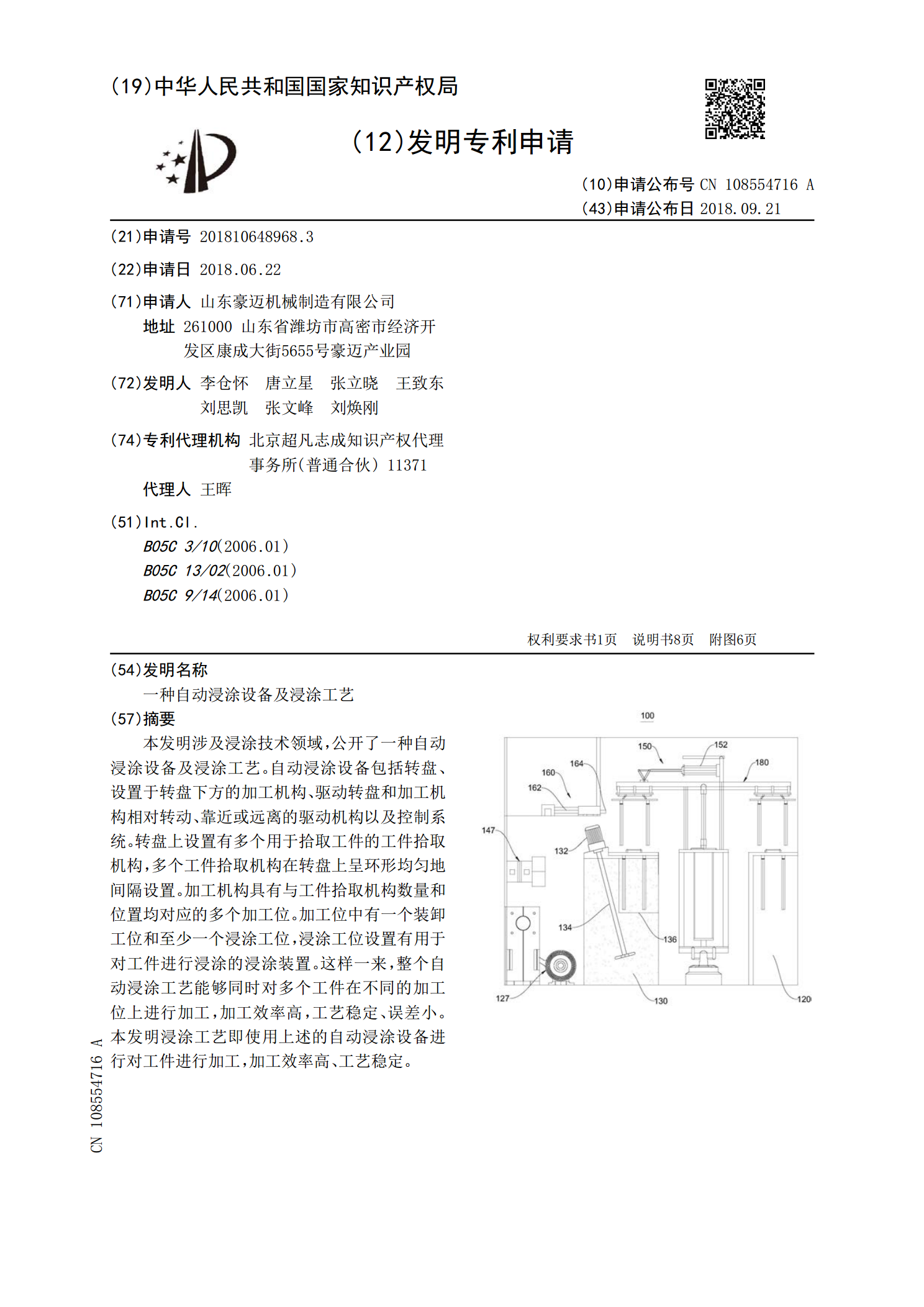
本发明涉及浸涂技术领域,公开了一种自动浸涂设备及浸涂工艺。自动浸涂设备包括转盘、设置于转盘下方的加工机构、驱动转盘和加工机构相对转动、靠近或远离的驱动机构以及控制系统。转盘上设置有多个用于拾取工件的工件拾取机构,多个工件拾取机构在转盘上呈环形均匀地间隔设置。加工机构具有与工件拾取机构数量和位置均对应的多个加工位。加工位中有一个装卸工位和至少一个浸涂工位,浸涂工位设置有用于对工件进行浸涂的浸涂装置。这样一来,整个自动浸涂工艺能够同时对多个工件在不同的加工位上进行加工,加工效率高,工艺稳定、误差小。本发明浸涂

一种自动浸涂机.pdf
本发明公开了一种自动浸涂机,涉及电路板生产设备技术领域。本发明提供的自动浸涂机,包括依次设置的进料区、上板区、存放区、浸涂区、交换区、静置区、烘烤区、冷却区以及收板区;覆盖了进板材→转移板材至板夹组件→浸涂→烘烤→冷却→收板的整个工段,自动化程度高;本发明通过在烘烤前设置静置区,将板材上的油墨预先风干,便于收集,避免油墨残留在烘烤区中;通过板材移载组件可在存放区与交换区之间移动,可方便对多个板夹组件进行整体运输,提高该区域的板材组件运输效率;交换区使板材组件脱离板材移载组件进入静置区,对板夹组件进行单个运
一种叶轮的浸涂用设备及工艺.pdf
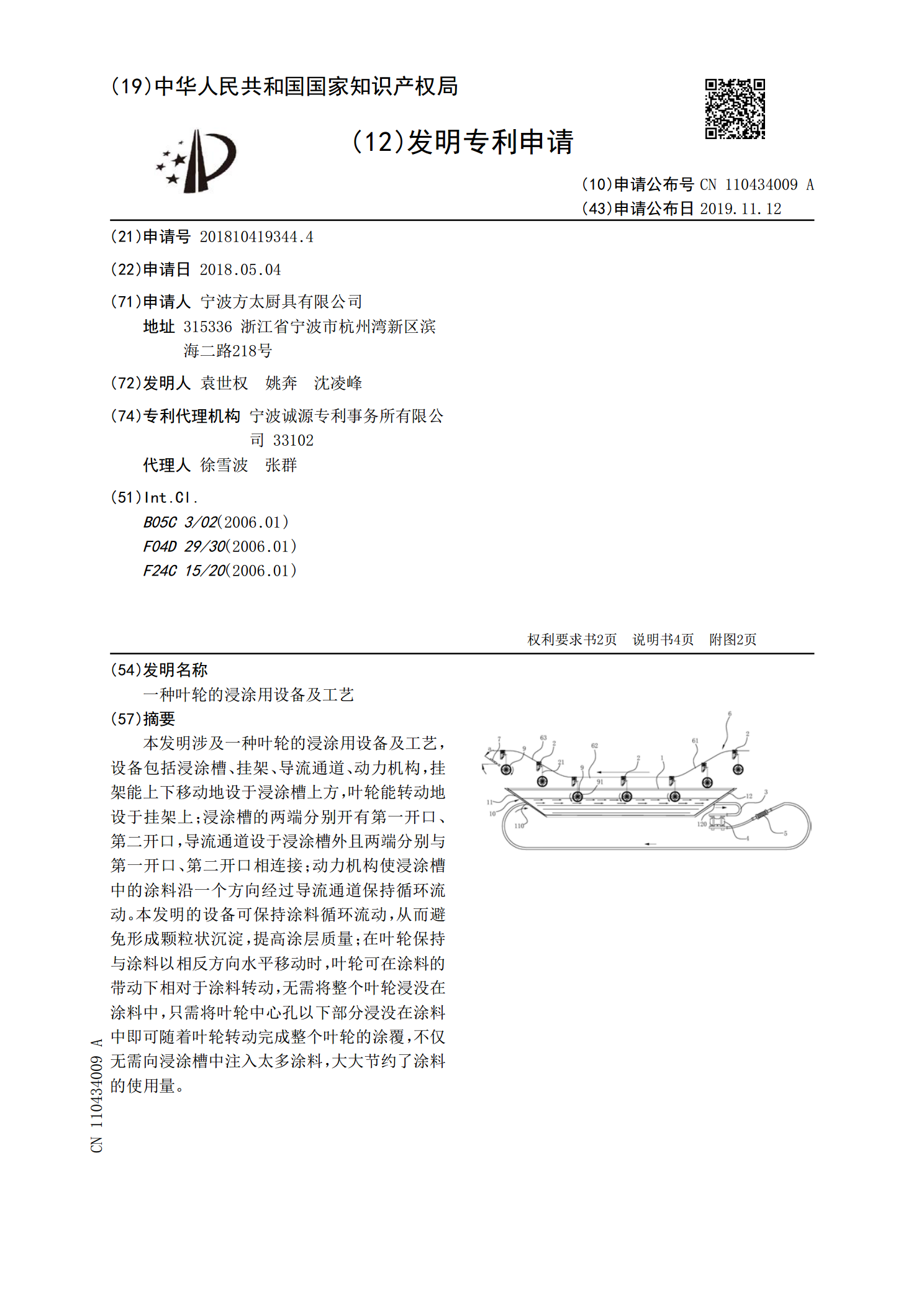
本发明涉及一种叶轮的浸涂用设备及工艺,设备包括浸涂槽、挂架、导流通道、动力机构,挂架能上下移动地设于浸涂槽上方,叶轮能转动地设于挂架上;浸涂槽的两端分别开有第一开口、第二开口,导流通道设于浸涂槽外且两端分别与第一开口、第二开口相连接;动力机构使浸涂槽中的涂料沿一个方向经过导流通道保持循环流动。本发明的设备可保持涂料循环流动,从而避免形成颗粒状沉淀,提高涂层质量;在叶轮保持与涂料以相反方向水平移动时,叶轮可在涂料的带动下相对于涂料转动,无需将整个叶轮浸没在涂料中,只需将叶轮中心孔以下部分浸没在涂料中即可随着

一种浸涂装置及浸涂方法.pdf
本发明涉及一种铸件的浸涂装置及浸涂方法,包括浸油槽、循环泵、连通管;所述浸油槽一侧设置有进油腔体;进油腔体通过连通管与循环泵的出口相连通;浸油槽下端设置有出油口;出油口通过连通管和循环泵的入口相连通;浸油槽内设置有可移动的置物架;置物架下方设置有杂质收集件。从而克服喷涂机喷涂时存在的操作复杂、喷涂不完全、原材料浪费严重、污染大及安全性差的问题,本发明操作简单安全,彻底解决铸件浸涂不完全的问题,实现铸件一次浸涂到位,避免反复操作、杂质残留、成本浪费,避免吊高作业带来的危险。

全自动浸涂生产线.pdf
本发明公开了全自动浸涂生产线,包括出料口、回传输送带、配电柜、工作通道、复涂入料口、工作台、初涂入料口、浸涂篮清洗机、初涂浸涂机、二涂浸涂机、行车架、干燥炉、冷却区,其特征在于出料口、回传输送带、复涂入料口、初涂入料口、浸涂篮清洗机、初涂浸涂机、二涂浸涂机、干燥炉、冷却区组成回路,本发明所述全自动浸涂生产线具有结构简单、合理利用生产场地的特点,充分利用行车架对浸涂篮进行不同工位的移动,全程通过配电柜内置程序进行控制,可以方便调节不同物料的浸涂、干燥、冷却时间,并根据不同工艺,轻松实现多次浸涂,满足不同产品