
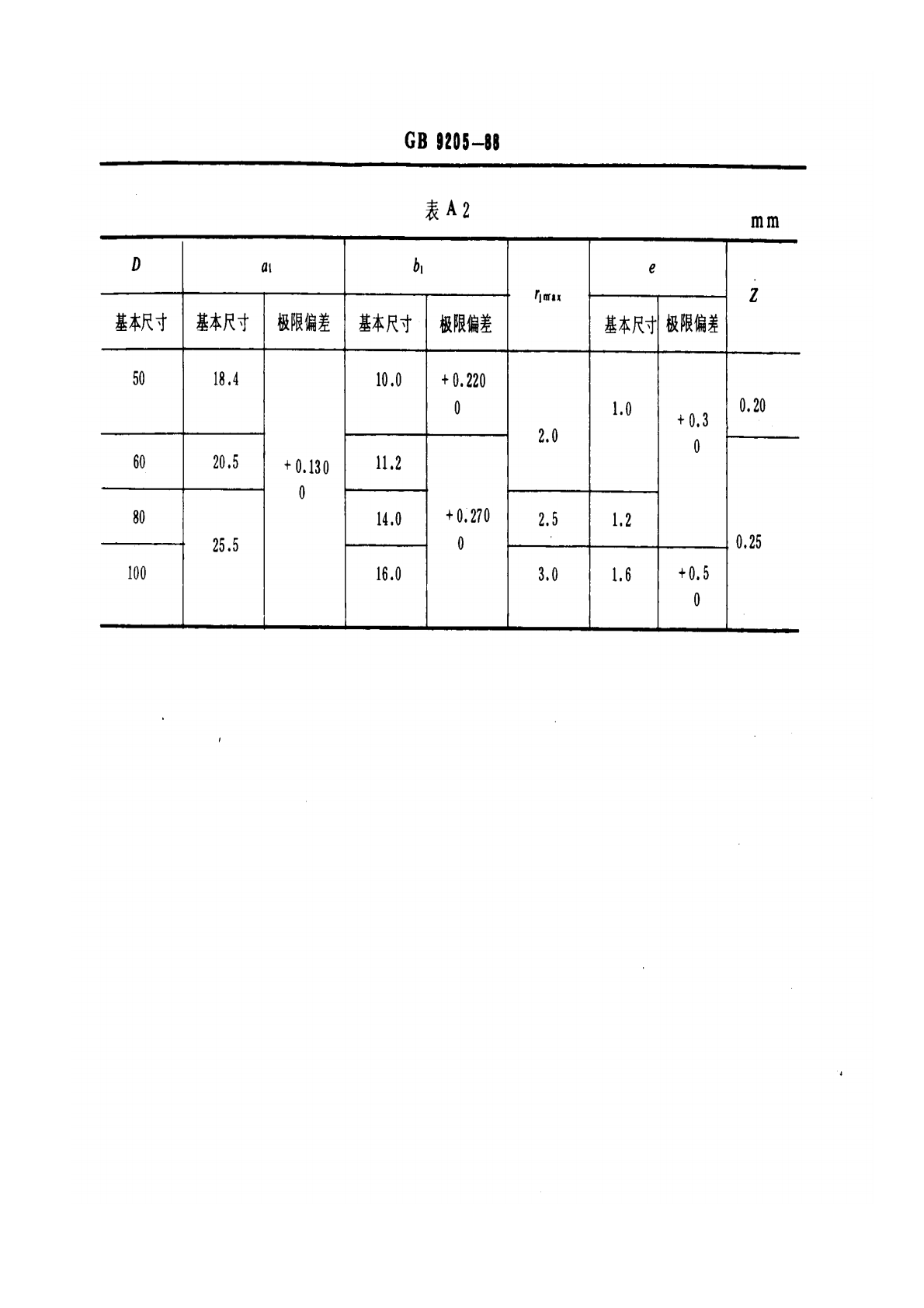
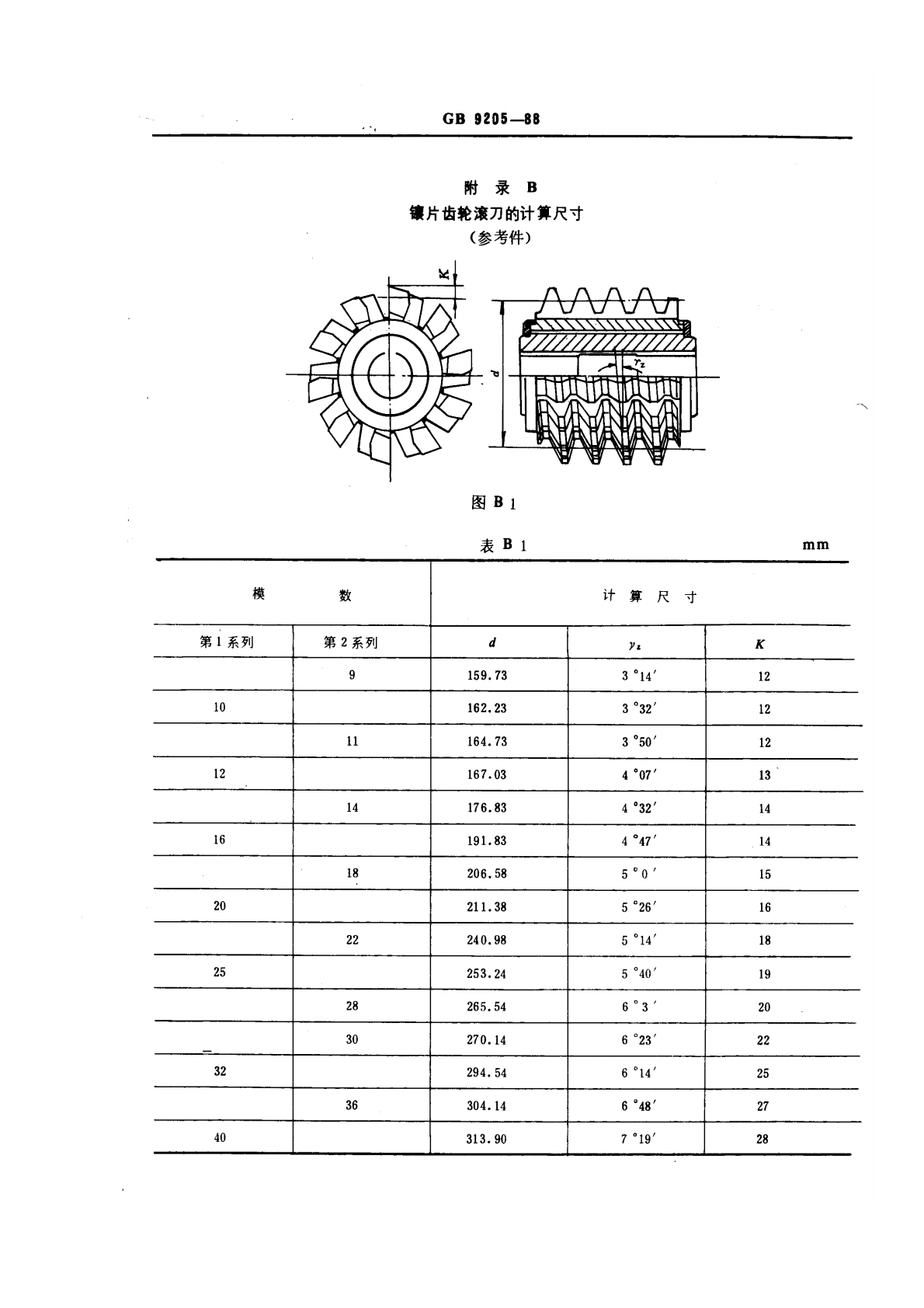
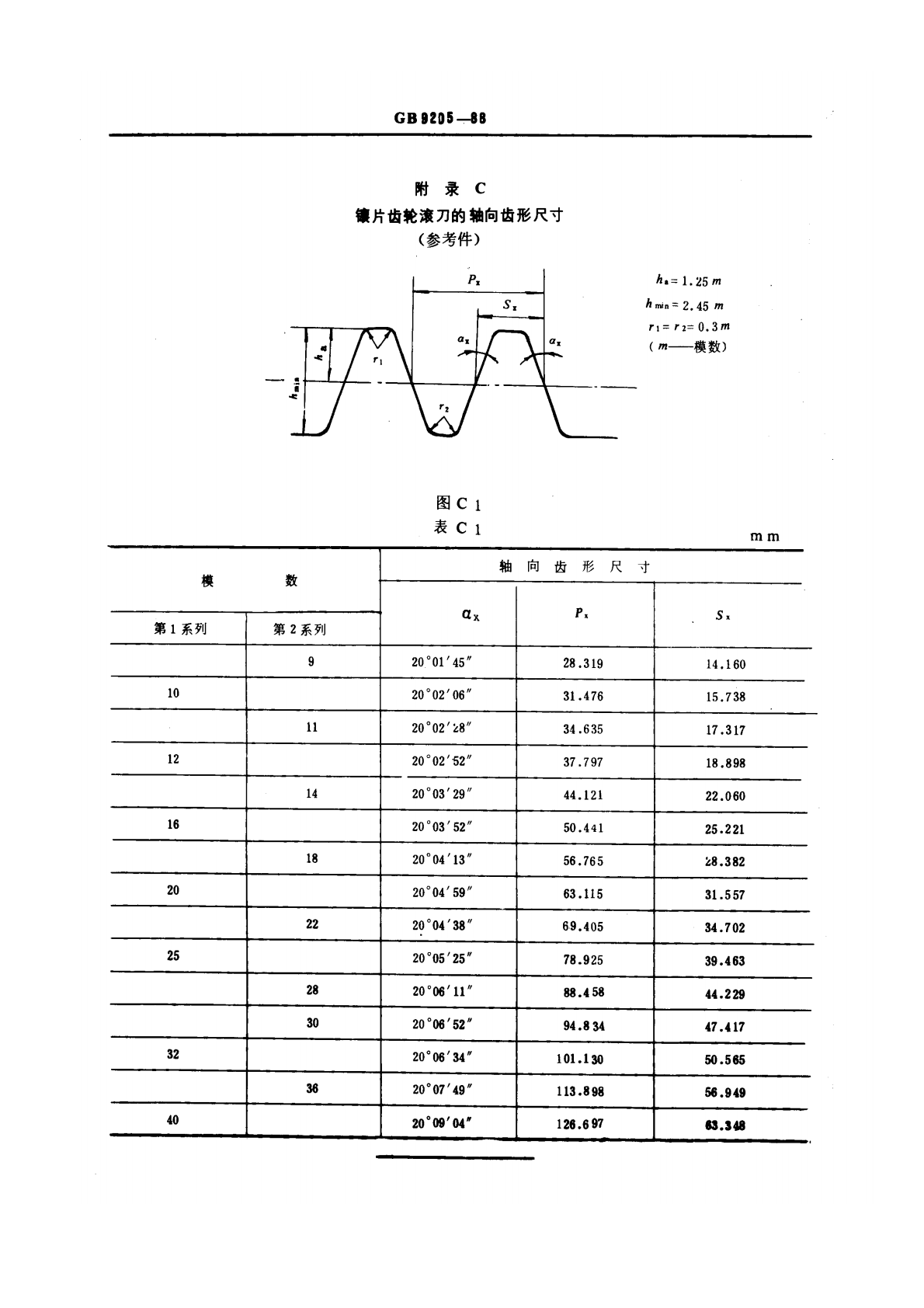
GB9205-88镶片齿轮滚刀.pdf

努力****幻翠

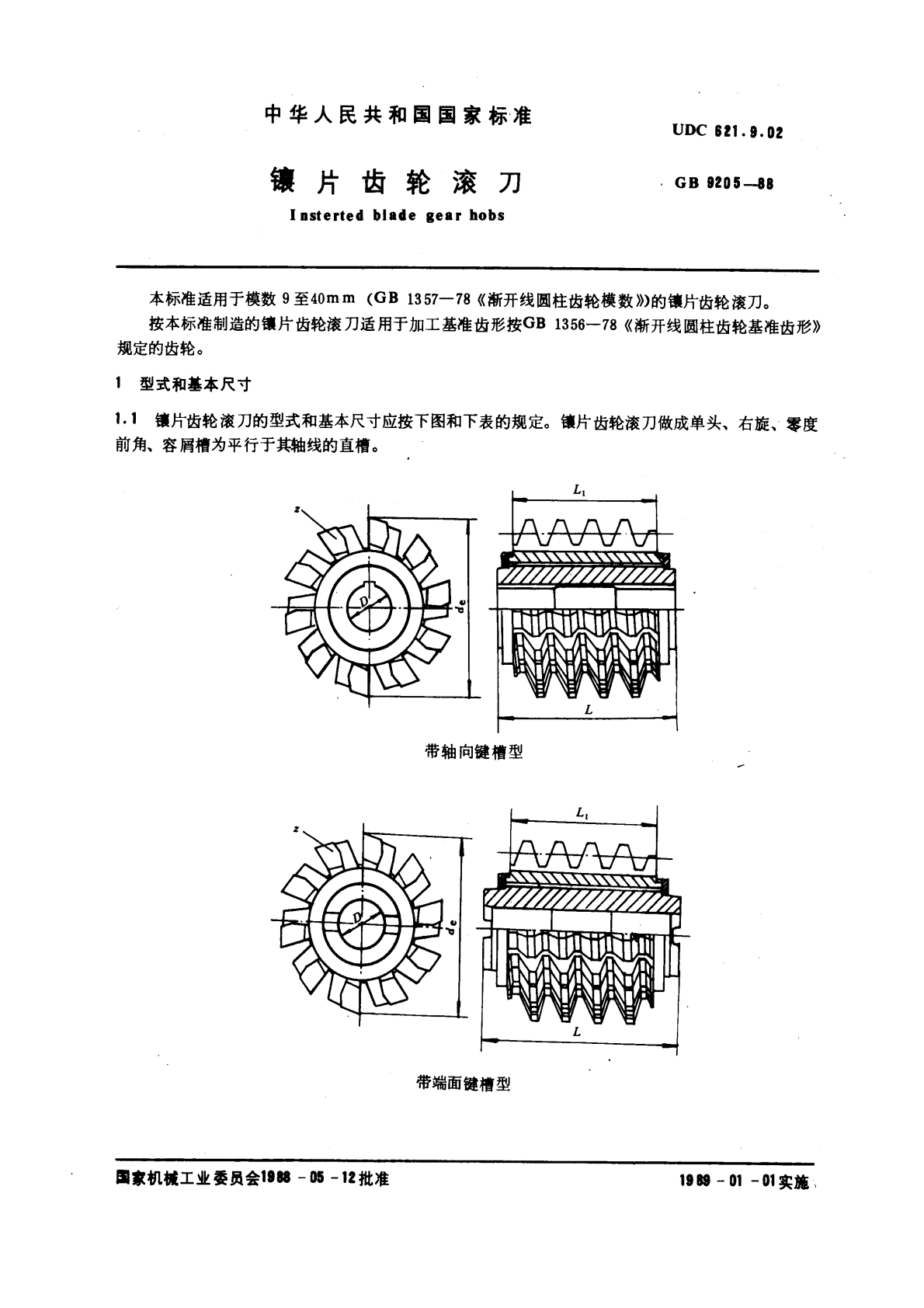
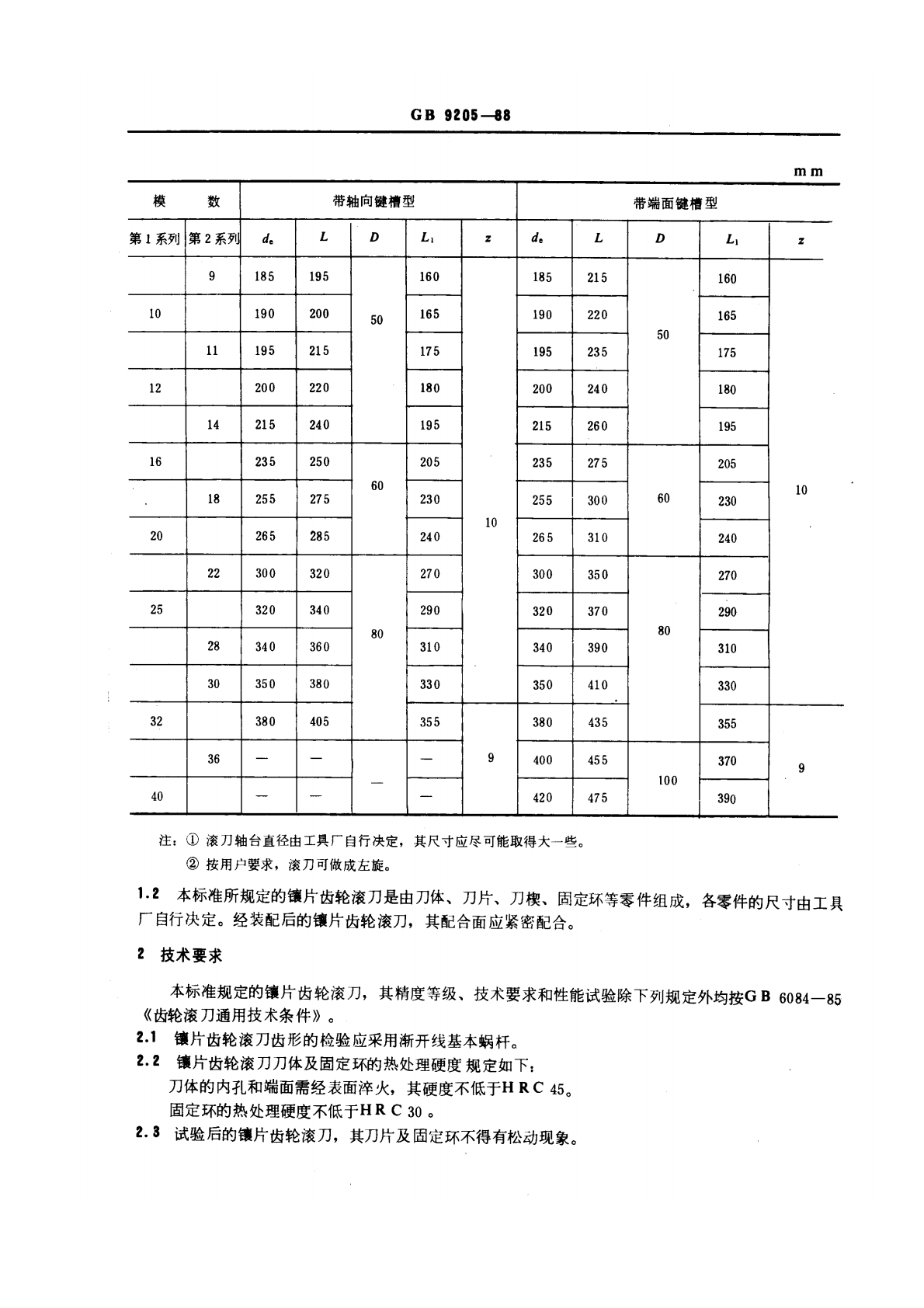
1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

GB9205-88镶片齿轮滚刀.pdf
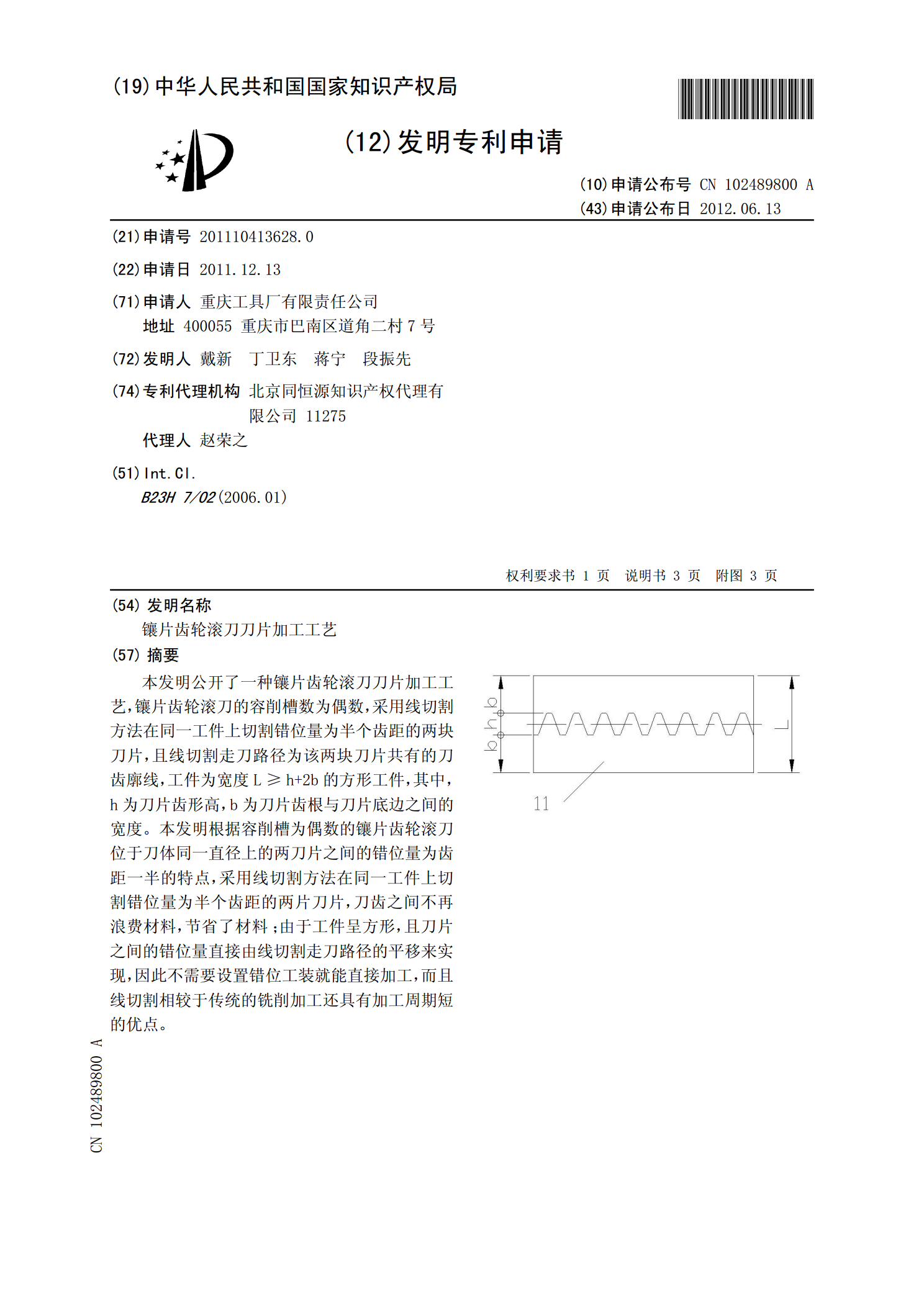
镶片齿轮滚刀刀片加工工艺.pdf
本发明公开了一种镶片齿轮滚刀刀片加工工艺,镶片齿轮滚刀的容削槽数为偶数,采用线切割方法在同一工件上切割错位量为半个齿距的两块刀片,且线切割走刀路径为该两块刀片共有的刀齿廓线,工件为宽度L≥h+2b的方形工件,其中,h为刀片齿形高,b为刀片齿根与刀片底边之间的宽度。本发明根据容削槽为偶数的镶片齿轮滚刀位于刀体同一直径上的两刀片之间的错位量为齿距一半的特点,采用线切割方法在同一工件上切割错位量为半个齿距的两片刀片,刀齿之间不再浪费材料,节省了材料;由于工件呈方形,且刀片之间的错位量直接由线切割走刀路径的平移来

大模数硬质合金镶片滚刀.pdf
本发明公开了一种大模数硬质合金镶片滚刀,包括刀轴和沿刀轴外周螺旋线分布的多个刀齿,所述刀齿上固定设置硬质合金刀片形成切削刃,该结构能使滚刀一次性完成整个大模数齿轮的加工,刀具寿命长,加工效率高、精度高、成本低。另外,在单圈刀齿上采用硬质合金刀片镶嵌的结构,且头部和尾部刀齿对齐,滚刀转动一圈可完成齿形的完整包络,同样可以实现齿轮各齿的连续加工,打破了现有技术中滚刀均采用多圈刀齿的技术偏见,单圈结构也克服了多圈刀齿结构的滚刀上位于中部的刀齿无法加工出刀片镶嵌位和紧固孔的问题,使硬质合金刀片可镶嵌于每个齿上。本

齿轮滚刀.pdf
本发明涉及一种齿轮滚刀,包括刀轴,在所述刀轴上沿周向分布有多个切削齿,每一个所述切削齿由一主刀齿和至少一个所述附刀齿组成,所述主刀齿与所述附刀齿之间开设有附容屑槽,在相邻的所述切削齿之间开设有主容屑槽。所述附容屑槽的深度为所述主容屑槽深度的三分之一。本发明适合于粗(磨前、刮前)滚切加工齿轮且便于加工与检测、高效、耐磨、使用寿命长。
合金齿轮滚刀.pdf
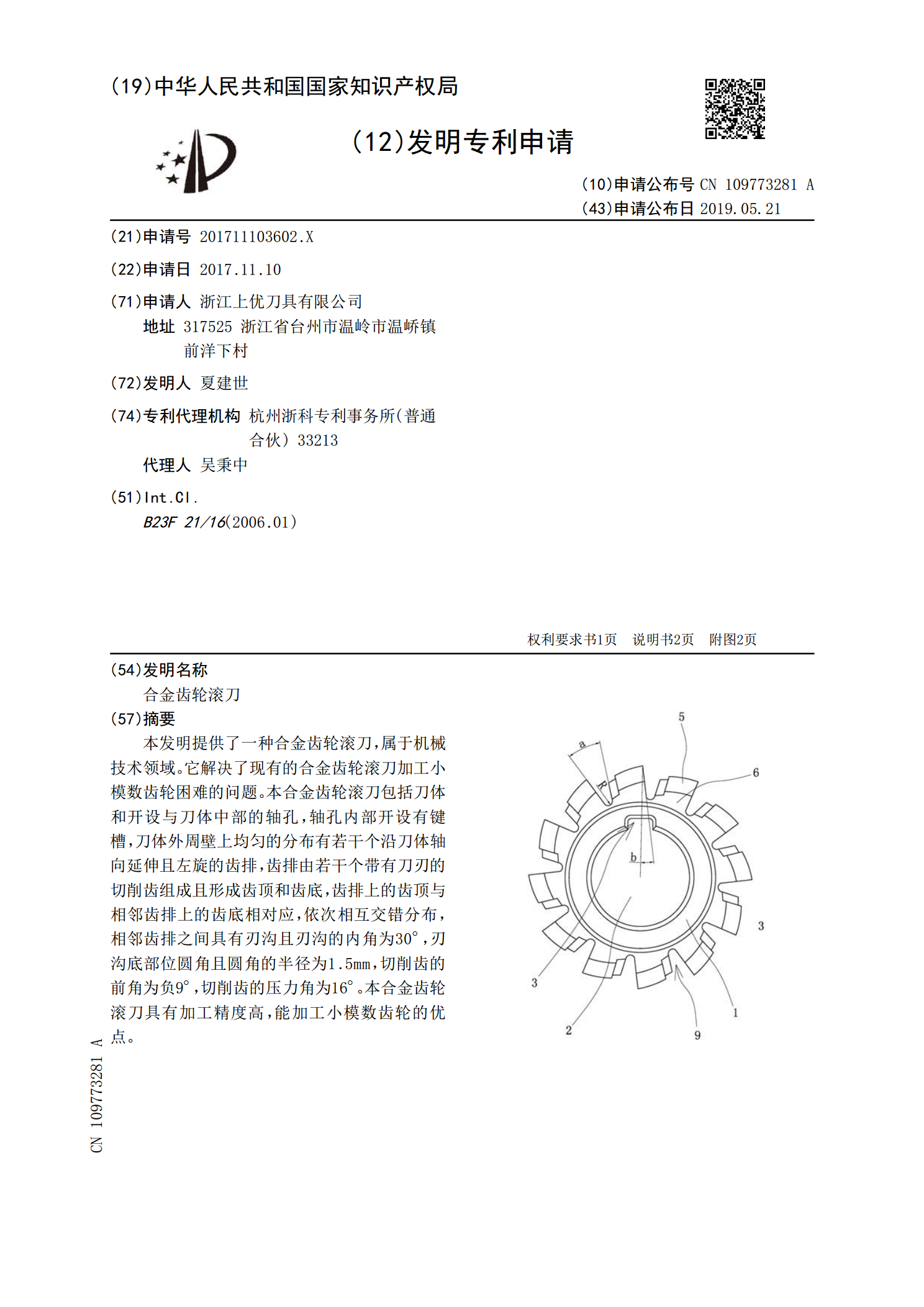
本发明提供了一种合金齿轮滚刀,属于机械技术领域。它解决了现有的合金齿轮滚刀加工小模数齿轮困难的问题。本合金齿轮滚刀包括刀体和开设与刀体中部的轴孔,轴孔内部开设有键槽,刀体外周壁上均匀的分布有若干个沿刀体轴向延伸且左旋的齿排,齿排由若干个带有刀刃的切削齿组成且形成齿顶和齿底,齿排上的齿顶与相邻齿排上的齿底相对应,依次相互交错分布,相邻齿排之间具有刃沟且刃沟的内角为30°,刃沟底部位圆角且圆角的半径为1.5mm,切削齿的前角为负9°,切削齿的压力角为16°。本合金齿轮滚刀具有加工精度高,能加工小模数齿轮的优点