
大模数硬质合金镶片滚刀.pdf

玄静****写意


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大模数硬质合金镶片滚刀.pdf
本发明公开了一种大模数硬质合金镶片滚刀,包括刀轴和沿刀轴外周螺旋线分布的多个刀齿,所述刀齿上固定设置硬质合金刀片形成切削刃,该结构能使滚刀一次性完成整个大模数齿轮的加工,刀具寿命长,加工效率高、精度高、成本低。另外,在单圈刀齿上采用硬质合金刀片镶嵌的结构,且头部和尾部刀齿对齐,滚刀转动一圈可完成齿形的完整包络,同样可以实现齿轮各齿的连续加工,打破了现有技术中滚刀均采用多圈刀齿的技术偏见,单圈结构也克服了多圈刀齿结构的滚刀上位于中部的刀齿无法加工出刀片镶嵌位和紧固孔的问题,使硬质合金刀片可镶嵌于每个齿上。本

GB9205-88镶片齿轮滚刀.pdf
超精微硬质合金小模数滚刀及其制造工艺.pdf
本发明公开了一种超精微硬质合金小模数滚刀及其制造工艺,所述制造工艺包括:(1).硬质合金坯料制备;(2).应用电介加工电脉冲穿孔、线切割内孔、容屑槽和键槽;(3).内孔加工;(4).应用研具进行内孔最终加工;(5).磨轴台端面和外圆以及刃部外圆;(6).应用数控万能工具磨螺纹;(7).磨滚刀容屑槽及前刃面的镜面磨削;(8).采用金刚石砂轮成型铲磨或型线点磨滚刀的齿形;(9).材料定型处理和油时效回火处理;(10).全面评估滚刀的制造精度等级;(11).对滚刀齿形表面进行涂层。本发明的滚刀的制造工艺具有齿形

齿轮滚刀变模数设计.doc
齿轮滚刀变模数设计前言**看到论坛上有人问起,再想想自己好久没有总结经验了。于是发帖。**这些东西可是在书上找不到的。**因为该经验为个人经验,不涉及公司机密,且无专利限制,可以拿来和同仁共享。**版权所有。转载注明出处。1,原理1.1变模数设计在原理上的可行性上非常简单。齿轮配对啮合和齿轮齿条啮合的基本条件之一,就是基节相等,即m1*cos(a1)=m2*cos(a2),所以从理论上来说,对于被加工齿轮参数(m1,a1),有无数个滚刀参数(m2,a2)与之配合。1.2滚刀在滚切过程中可近似看作齿条。齿轮
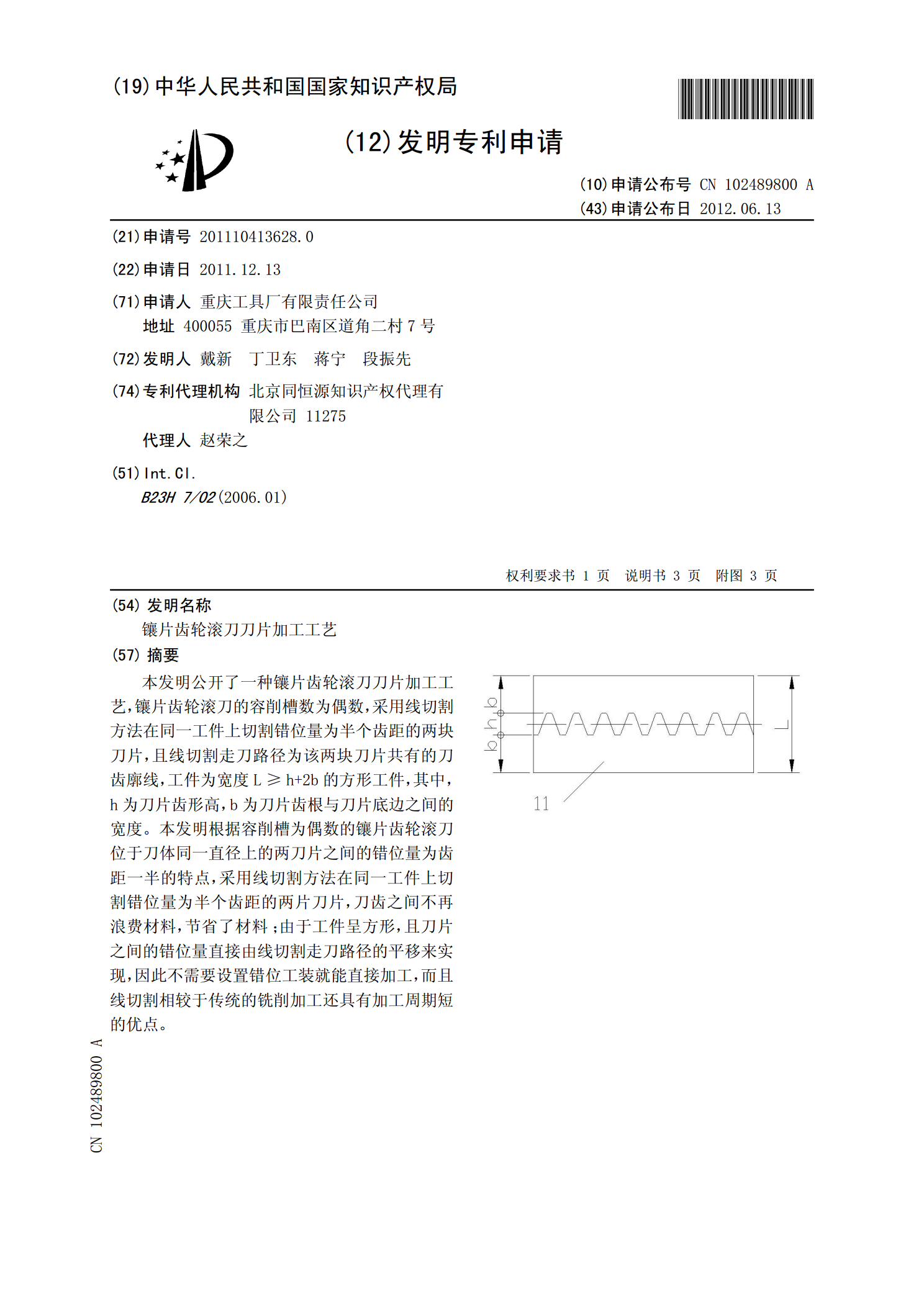
镶片齿轮滚刀刀片加工工艺.pdf
本发明公开了一种镶片齿轮滚刀刀片加工工艺,镶片齿轮滚刀的容削槽数为偶数,采用线切割方法在同一工件上切割错位量为半个齿距的两块刀片,且线切割走刀路径为该两块刀片共有的刀齿廓线,工件为宽度L≥h+2b的方形工件,其中,h为刀片齿形高,b为刀片齿根与刀片底边之间的宽度。本发明根据容削槽为偶数的镶片齿轮滚刀位于刀体同一直径上的两刀片之间的错位量为齿距一半的特点,采用线切割方法在同一工件上切割错位量为半个齿距的两片刀片,刀齿之间不再浪费材料,节省了材料;由于工件呈方形,且刀片之间的错位量直接由线切割走刀路径的平移来