
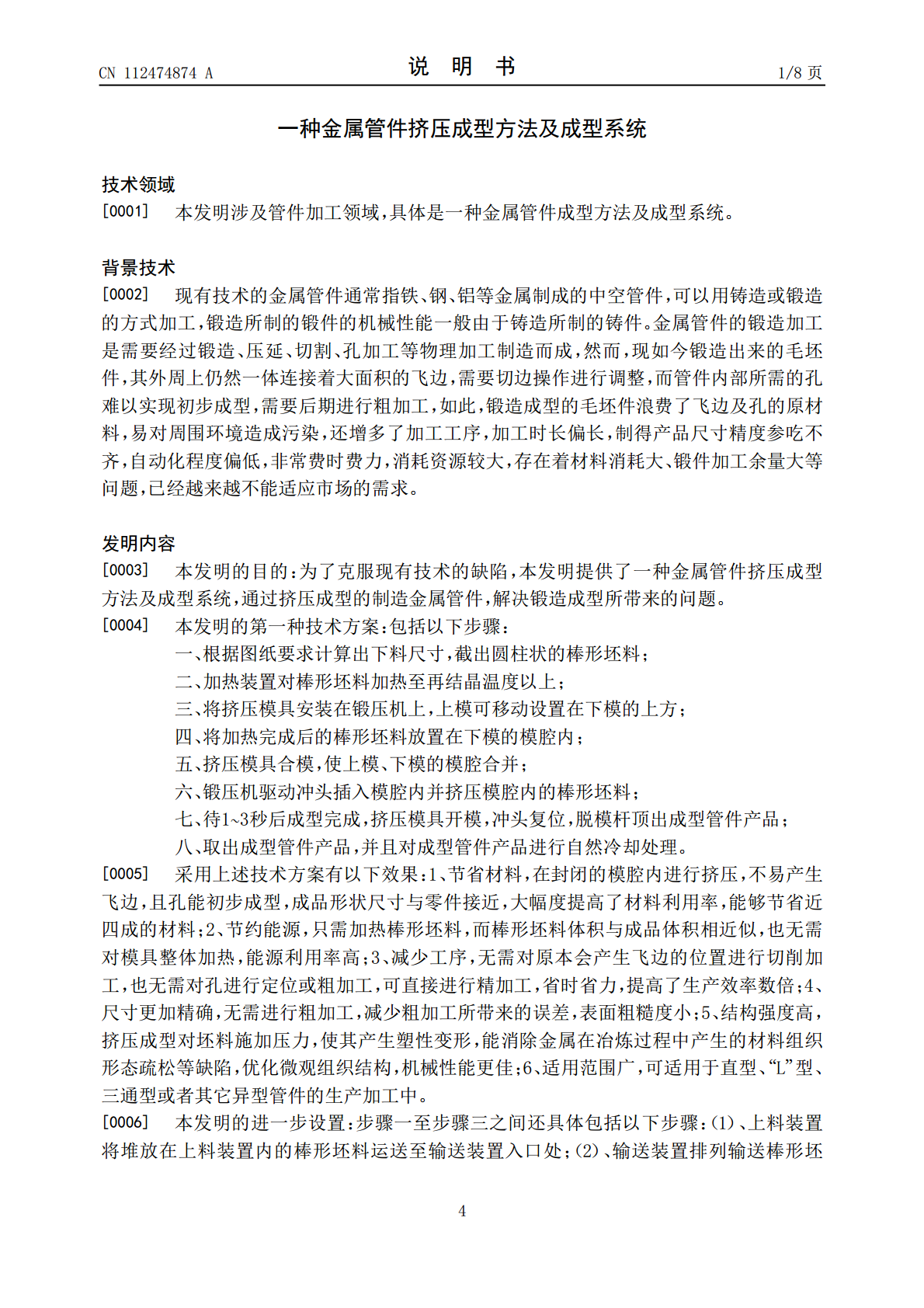
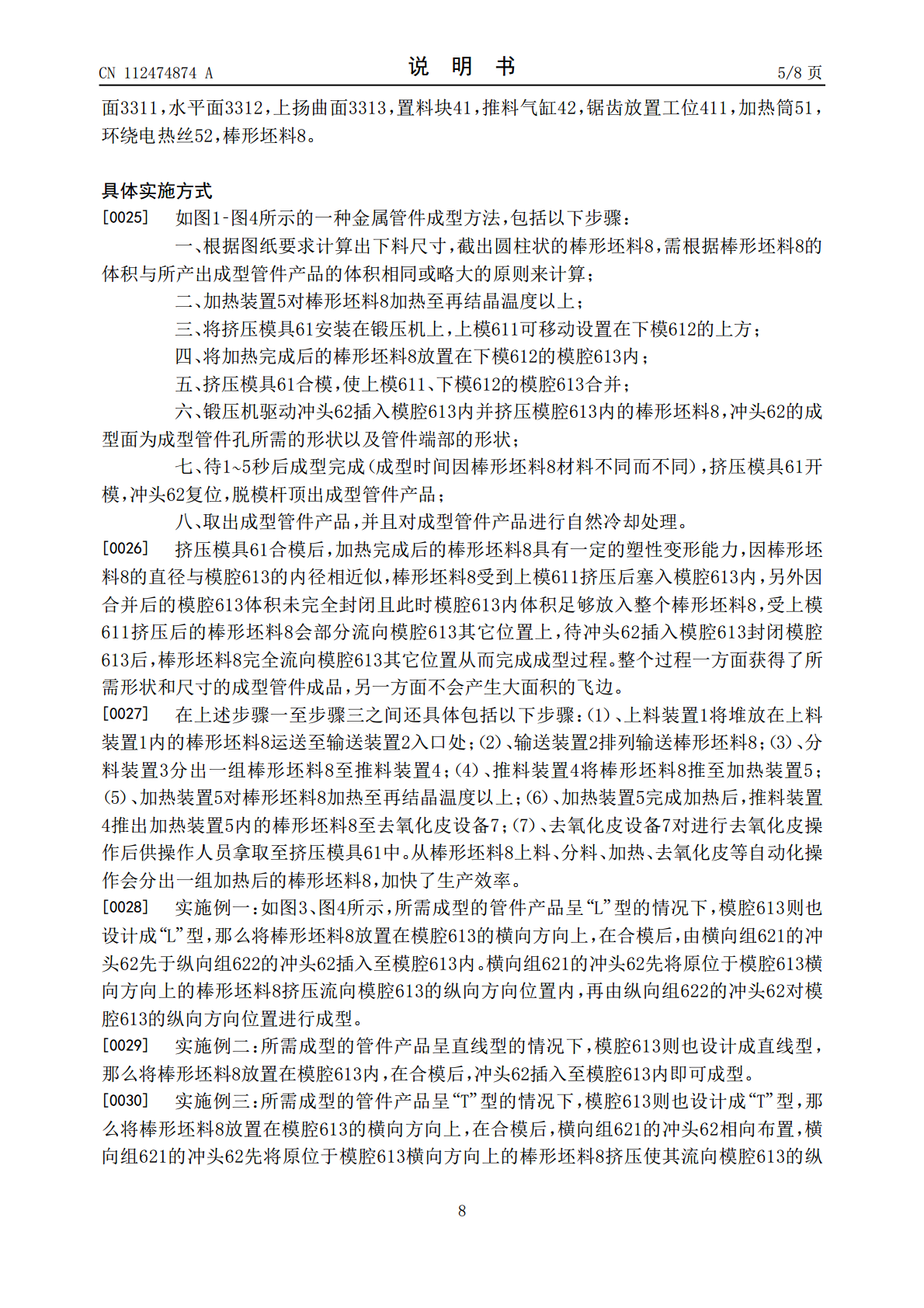
一种金属管件挤压成型方法及成型系统.pdf

Jo****63


1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种金属管件挤压成型方法及成型系统.pdf
本发明公开了一种金属管件挤压成型方法及成型系统,通过挤压成型的制造金属管件,解决锻造成型所带来的问题。先由上料装置供应棒形坯料至输送装置,后由输送装置排列输送棒形坯料,分料装置分出一组棒形坯料至推料装置,推料装置推送棒形坯料至加热装置,加热装置加热棒形坯料后,再由推料装置推出加热装置内的棒形坯料,将棒形坯料放置至下模的模腔内之后挤压模具合模,最后冲头插入至模腔内完成成型。通过挤压的方式成型管件产品,具有节省材料、节约能源、减少工序、尺寸更加精确、结构强度高、适用范围广等效果。
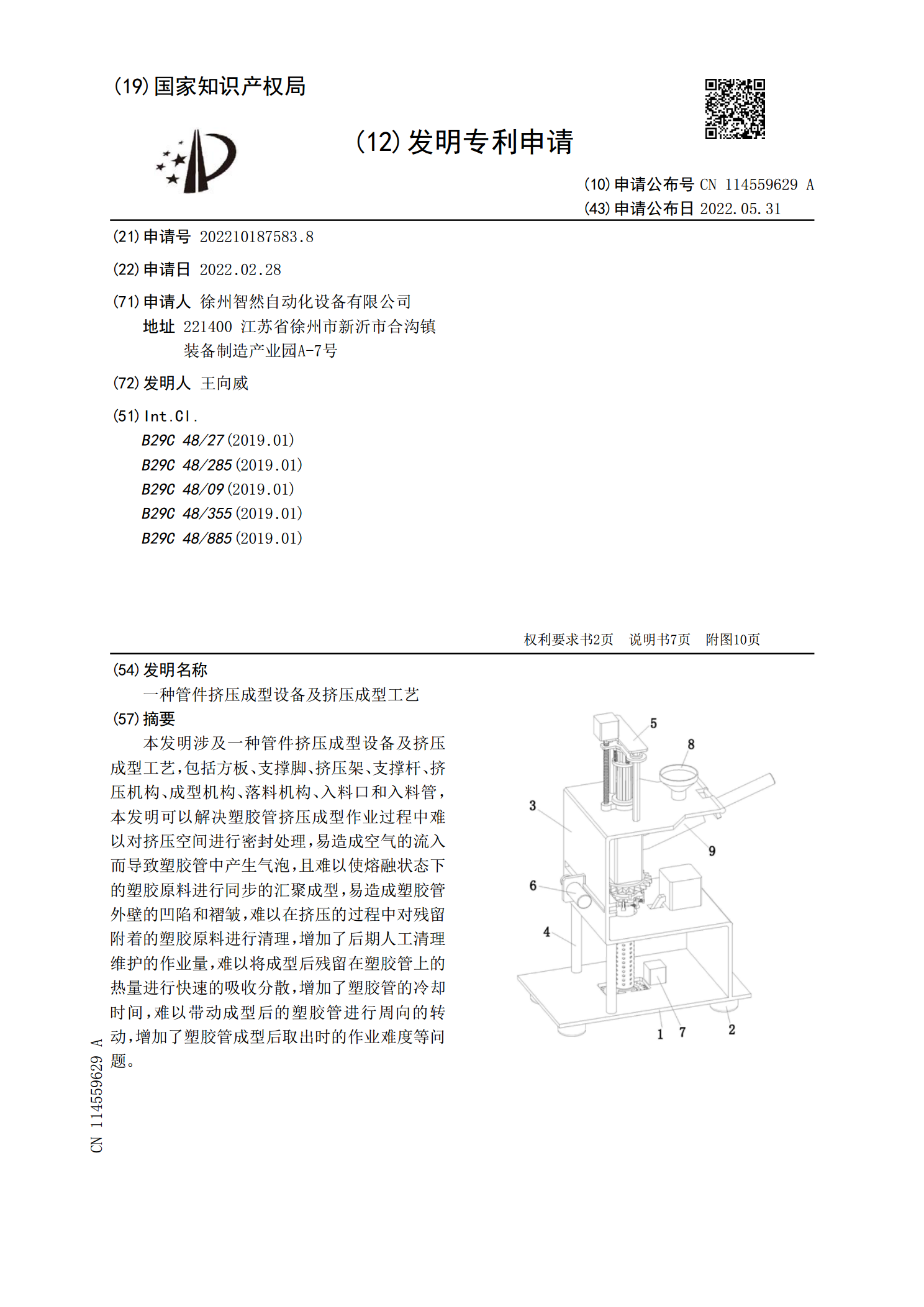
一种管件挤压成型设备及挤压成型工艺.pdf
本发明涉及一种管件挤压成型设备及挤压成型工艺,包括方板、支撑脚、挤压架、支撑杆、挤压机构、成型机构、落料机构、入料口和入料管,本发明可以解决塑胶管挤压成型作业过程中难以对挤压空间进行密封处理,易造成空气的流入而导致塑胶管中产生气泡,且难以使熔融状态下的塑胶原料进行同步的汇聚成型,易造成塑胶管外壁的凹陷和褶皱,难以在挤压的过程中对残留附着的塑胶原料进行清理,增加了后期人工清理维护的作业量,难以将成型后残留在塑胶管上的热量进行快速的吸收分散,增加了塑胶管的冷却时间,难以带动成型后的塑胶管进行周向的转动,增加了

一种红外玻璃挤压成型装置及成型方法.pdf
本发明公开了一种红外玻璃挤压成型装置,包括外壳,外壳的底部设有成型板,成型板上设有至少一个成型孔,成型板上端面设有挤压筒,挤压筒外侧壁与外壳内侧壁之间留有空隙,外壳上设有加热组件,挤压筒内腔中滑动设有挤压块,挤压块的上端设有推杆,挤压筒的下端开口部与成型孔连通;外壳的上端密封设有盖板,以使得外壳内形成密封腔,推杆的上端穿设在盖板上;外壳的下端设有定型器,该定型器内腔与成型孔连通,定型器上设有加热组件。本发明还公开了上述挤压成型装置发成型方法。本发明公开的一种红外玻璃挤压成型装置及成型方法,挤压效率高,保护

一种电缆冷挤压缩径成型系统和电缆冷挤压缩径成型方法.pdf
本发明涉及电缆成型技术领域,一种电缆冷挤压缩径成型系统,包括底座、支撑架、线芯输送组件、电缆外壳输送组件、电缆外壳包覆装置、绝缘粉料填充装置、防晃动稳定模具架、振动压实器和轧辊模具架,其中所述支撑架竖直设置,所述线芯输送组件的输出端和电缆外壳输送组件的输出端与电缆外壳包覆装置的进料口相对,该电缆外壳包覆装置可将电缆外壳包覆线芯外,所述电缆外壳包覆装置的出料端与振动压实器的入料端相对,所述电缆外壳包覆装置和振动压实器之间设置拉拔模,所述振动压实器的出料口与所述轧辊模具架相对,该轧辊模具架用于将绝缘分体在线芯
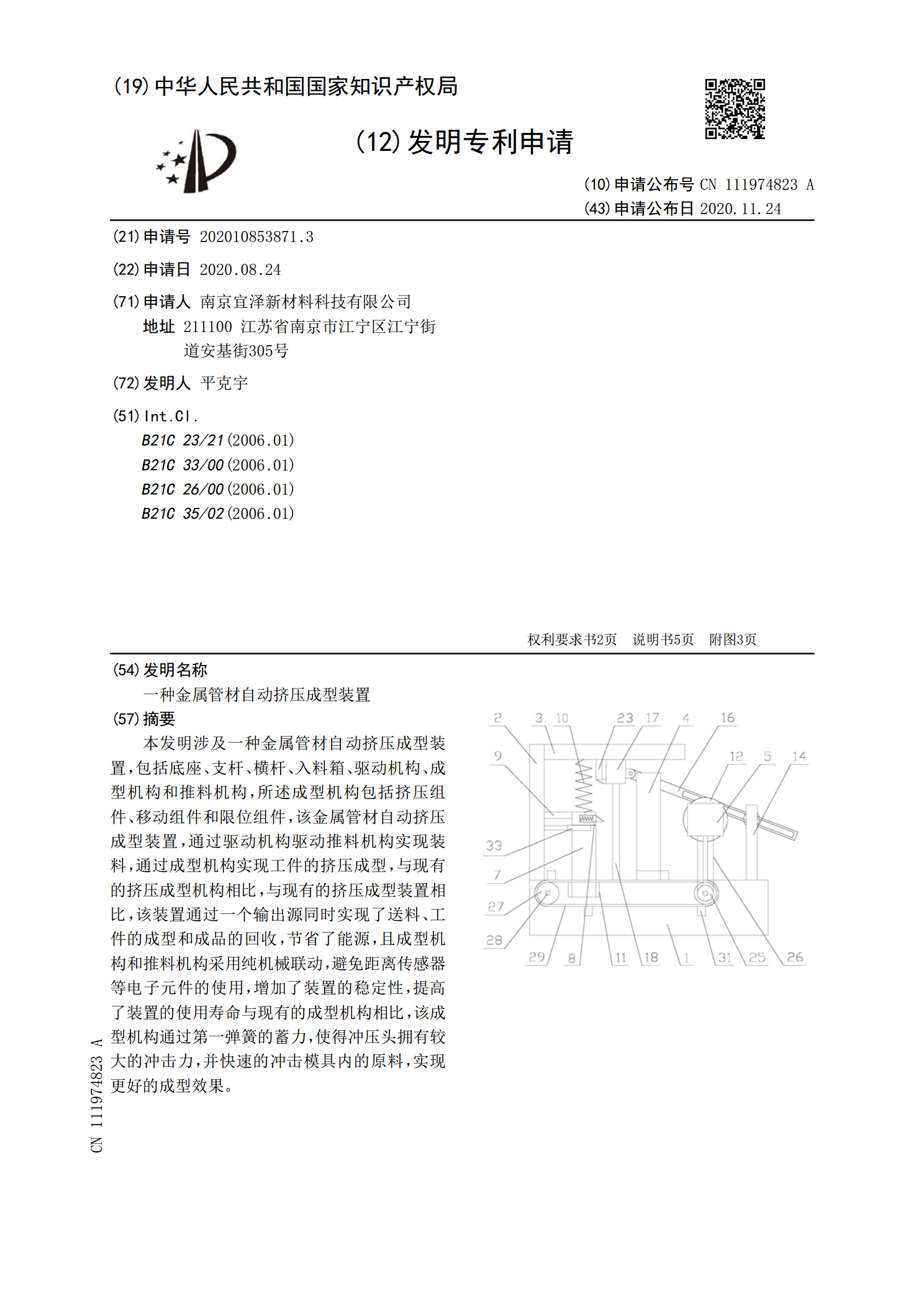
一种金属管材自动挤压成型装置.pdf
本发明涉及一种金属管材自动挤压成型装置,包括底座、支杆、横杆、入料箱、驱动机构、成型机构和推料机构,所述成型机构包括挤压组件、移动组件和限位组件,该金属管材自动挤压成型装置,通过驱动机构驱动推料机构实现装料,通过成型机构实现工件的挤压成型,与现有的挤压成型机构相比,与现有的挤压成型装置相比,该装置通过一个输出源同时实现了送料、工件的成型和成品的回收,节省了能源,且成型机构和推料机构采用纯机械联动,避免距离传感器等电子元件的使用,增加了装置的稳定性,提高了装置的使用寿命与现有的成型机构相比,该成型机构通过第