
一种红外玻璃挤压成型装置及成型方法.pdf

An****99


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种红外玻璃挤压成型装置及成型方法.pdf
本发明公开了一种红外玻璃挤压成型装置,包括外壳,外壳的底部设有成型板,成型板上设有至少一个成型孔,成型板上端面设有挤压筒,挤压筒外侧壁与外壳内侧壁之间留有空隙,外壳上设有加热组件,挤压筒内腔中滑动设有挤压块,挤压块的上端设有推杆,挤压筒的下端开口部与成型孔连通;外壳的上端密封设有盖板,以使得外壳内形成密封腔,推杆的上端穿设在盖板上;外壳的下端设有定型器,该定型器内腔与成型孔连通,定型器上设有加热组件。本发明还公开了上述挤压成型装置发成型方法。本发明公开的一种红外玻璃挤压成型装置及成型方法,挤压效率高,保护

一种挤压成型方法及装置.pdf
本发明公开了一种挤压成型装置,包括底座,所述底座上内转动连接有主动轴,所述主动轴上固定连接有主转轮,所述底座内两端分别转动连接有往复丝杆,所述往复丝杆上分别固定连接有从转轮,两个所述从转轮与主转轮之间套接有链条,两个所述往复丝杆远离底座的一端螺纹连接有移动块,两个所述移动块之间固定连接有连接杆,所述连接杆上固定连接有第一压杆,所述第一压杆远离连接杆的一端固定连接有压盘,本发明通过间歇盘呈间歇式转动,从而能够达到与往复运动的压盘相匹配,达到压盘对转盘上的模孔内的混合物进行挤压成型,同时通过挤压快的挤压能够达
光学玻璃的成型装置及成型方法.pdf
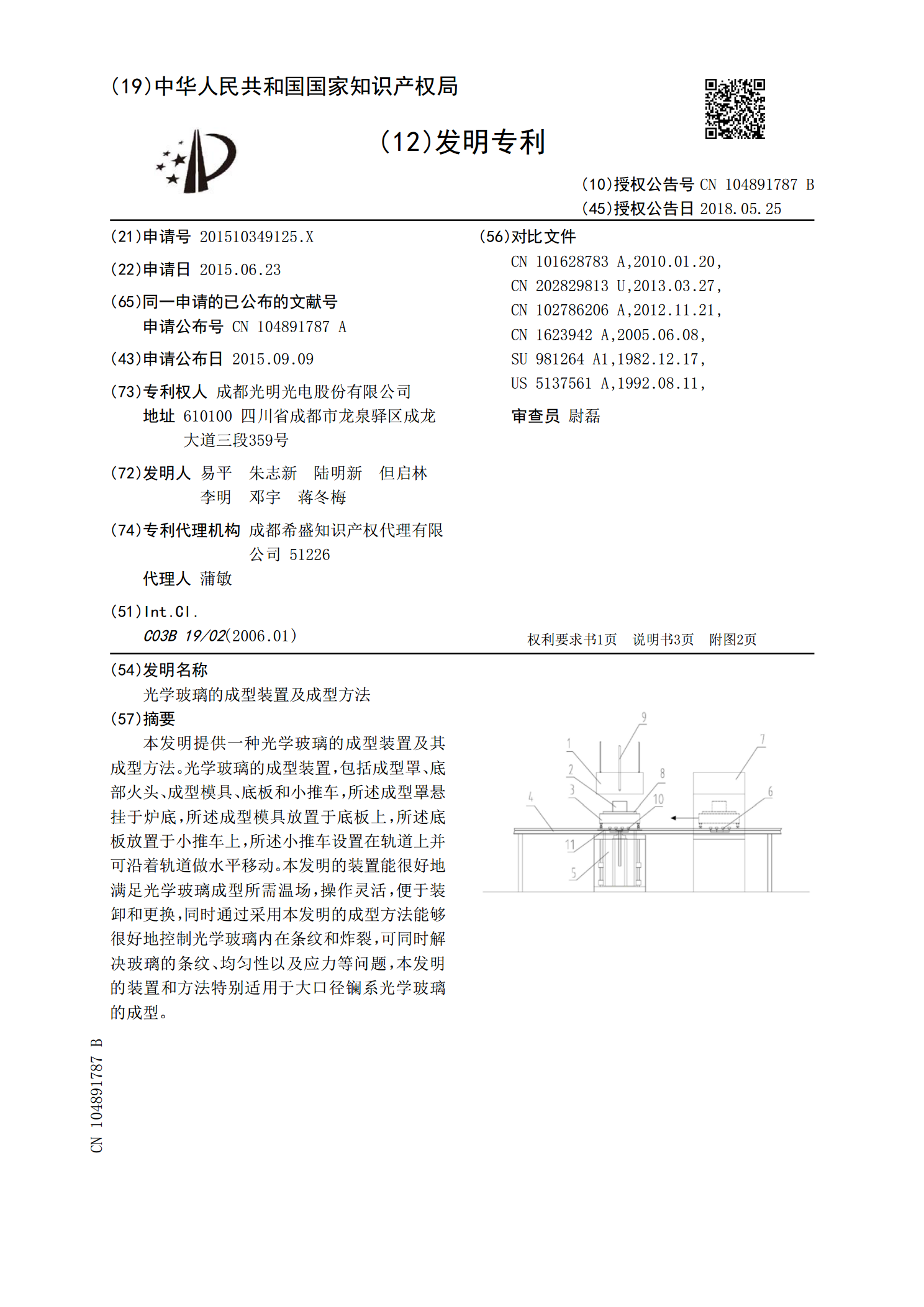
本发明提供一种光学玻璃的成型装置及其成型方法。光学玻璃的成型装置,包括成型罩、底部火头、成型模具、底板和小推车,所述成型罩悬挂于炉底,所述成型模具放置于底板上,所述底板放置于小推车上,所述小推车设置在轨道上并可沿着轨道做水平移动。本发明的装置能很好地满足光学玻璃成型所需温场,操作灵活,便于装卸和更换,同时通过采用本发明的成型方法能够很好地控制光学玻璃内在条纹和炸裂,可同时解决玻璃的条纹、均匀性以及应力等问题,本发明的装置和方法特别适用于大口径镧系光学玻璃的成型。
挤压成型装置.pdf
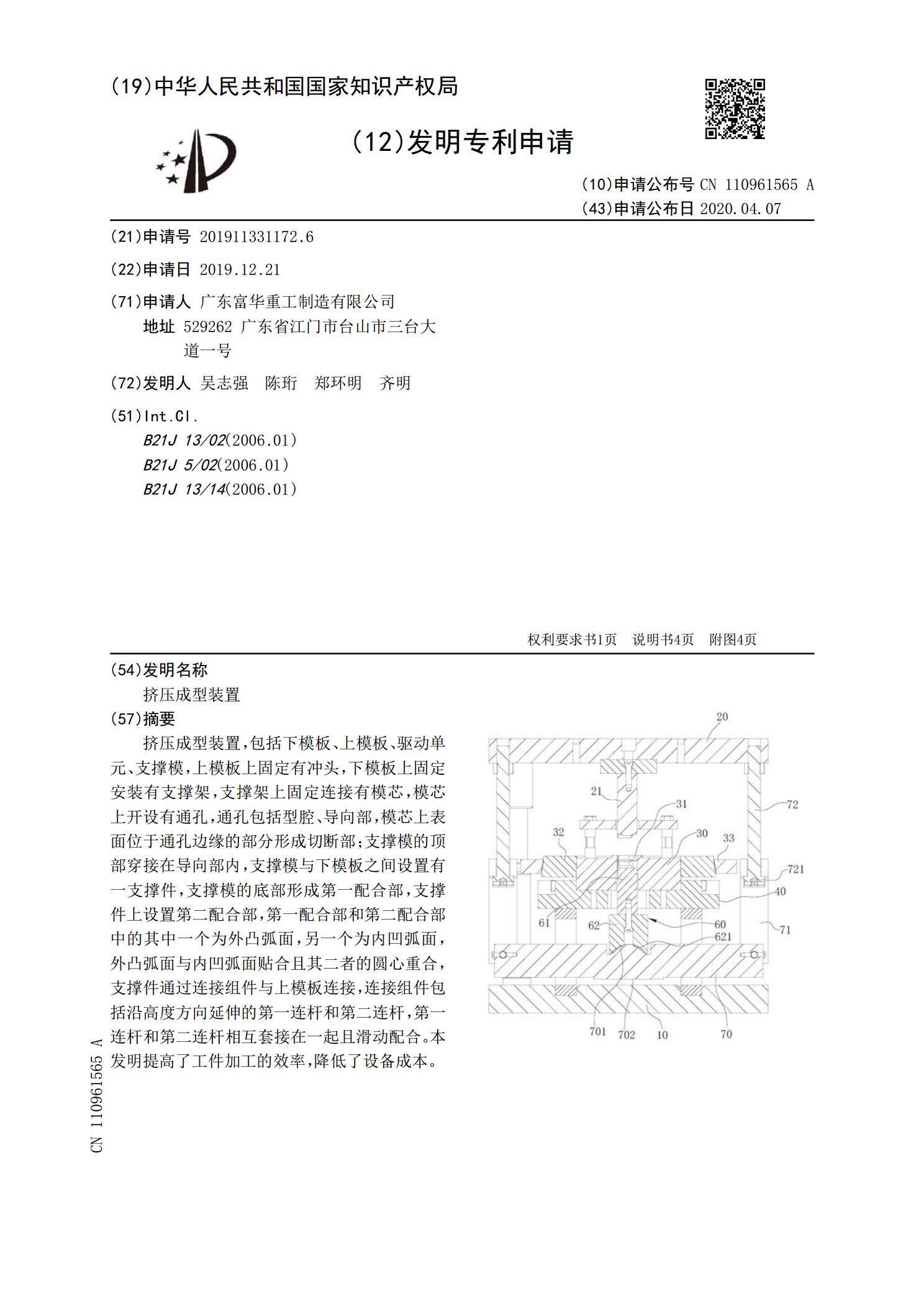
挤压成型装置,包括下模板、上模板、驱动单元、支撑模,上模板上固定有冲头,下模板上固定安装有支撑架,支撑架上固定连接有模芯,模芯上开设有通孔,通孔包括型腔、导向部,模芯上表面位于通孔边缘的部分形成切断部;支撑模的顶部穿接在导向部内,支撑模与下模板之间设置有一支撑件,支撑模的底部形成第一配合部,支撑件上设置第二配合部,第一配合部和第二配合部中的其中一个为外凸弧面,另一个为内凹弧面,外凸弧面与内凹弧面贴合且其二者的圆心重合,支撑件通过连接组件与上模板连接,连接组件包括沿高度方向延伸的第一连杆和第二连杆,第一连杆

挤压成型装置.pdf
本发明提供一种挤压成型装置,其包括一雾化轮、一网点轮、一注入结构、一导向结构及一棱镜成型系统。所述雾化轮与所述网点轮相邻设置,所述注入结构位于所述雾化轮与所述网点轮的上方。所述导向结构位于所述网点轮与所述棱镜成型系统之间。所述棱镜成型系统包括一涂布系统、一棱镜轮及一紫外光源。所述涂布系统位于所述导向结构和所述棱镜轮之间,所述紫外光源位于所述棱镜轮的上方。本发明提供的挤压成型装置中雾化轮和网点轮通过对熔融体进行挤压成型为导光板,所述导光板形成一雾面及一与所述雾面相对的网点面;另外,通过棱镜轮和紫外光源对涂覆