
一种管件挤压成型设备及挤压成型工艺.pdf

瀚玥****魔王


1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种管件挤压成型设备及挤压成型工艺.pdf
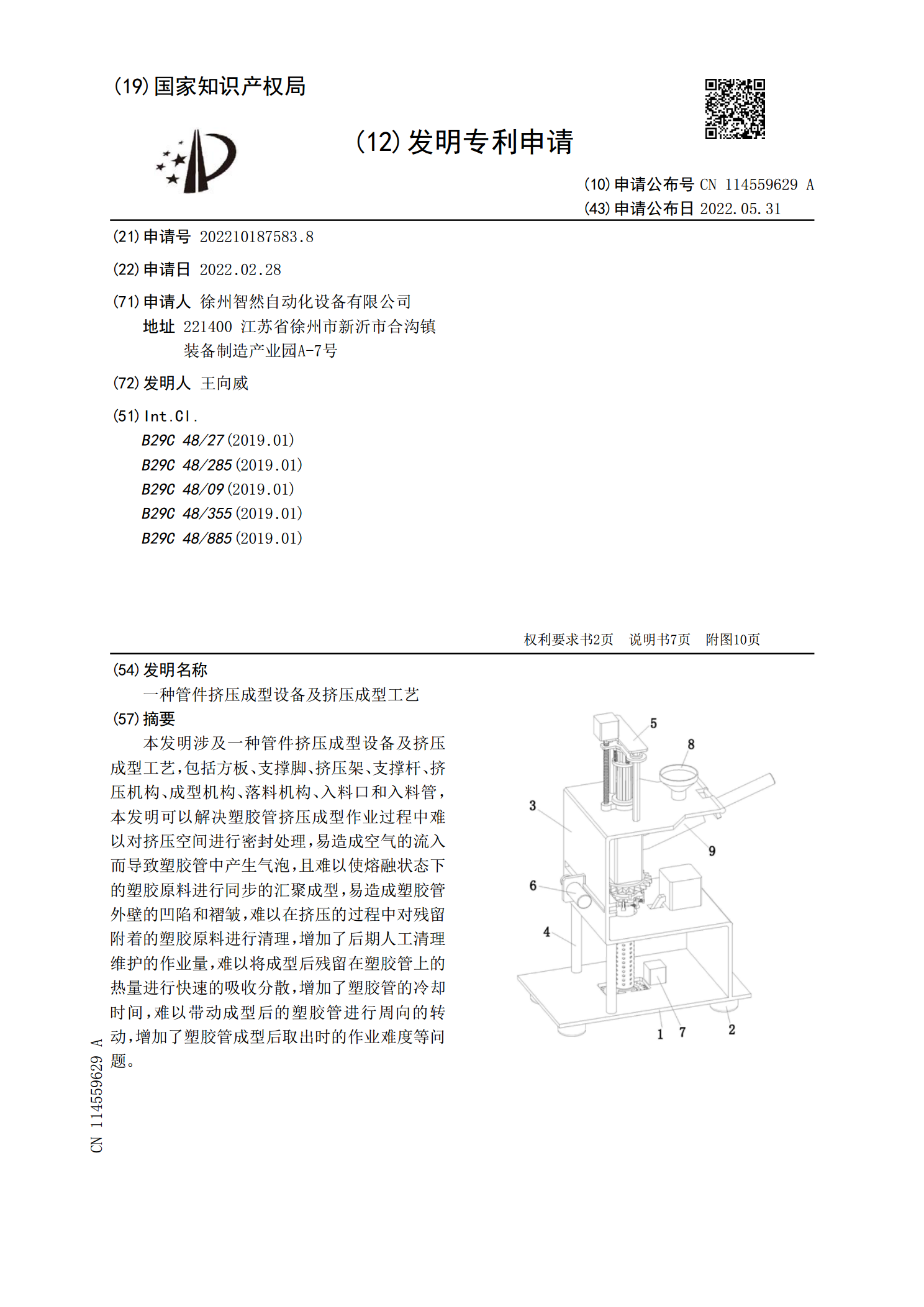
本发明涉及一种管件挤压成型设备及挤压成型工艺,包括方板、支撑脚、挤压架、支撑杆、挤压机构、成型机构、落料机构、入料口和入料管,本发明可以解决塑胶管挤压成型作业过程中难以对挤压空间进行密封处理,易造成空气的流入而导致塑胶管中产生气泡,且难以使熔融状态下的塑胶原料进行同步的汇聚成型,易造成塑胶管外壁的凹陷和褶皱,难以在挤压的过程中对残留附着的塑胶原料进行清理,增加了后期人工清理维护的作业量,难以将成型后残留在塑胶管上的热量进行快速的吸收分散,增加了塑胶管的冷却时间,难以带动成型后的塑胶管进行周向的转动,增加了
一种锥形件液态挤压成型工艺.pdf
本发明公开了一种锥形件液态挤压成型工艺,包括以下步骤:(1)选料;(2)材料检验;(3)校直;(4)去毛刺与淬火;(5)粗加工:对材料在锯床上固定和切割,并进行抛光处理,留1.0mm的精加工余量;(6)精加工:先采用对粗加工后的材料进行表面浸渍,酸浸渍后进行电镀,随后在熔炉内熔化,待凝固时进行增压,压强为200MPa,并进行冲压扭转;(7)成品:研磨后的锥形件进行热处理,冷却后加入保护油浸溶。本发明所述加工工艺得到的锥形件达到相关国家标准。
用于Nafion管挤压成型装置及工艺.pdf
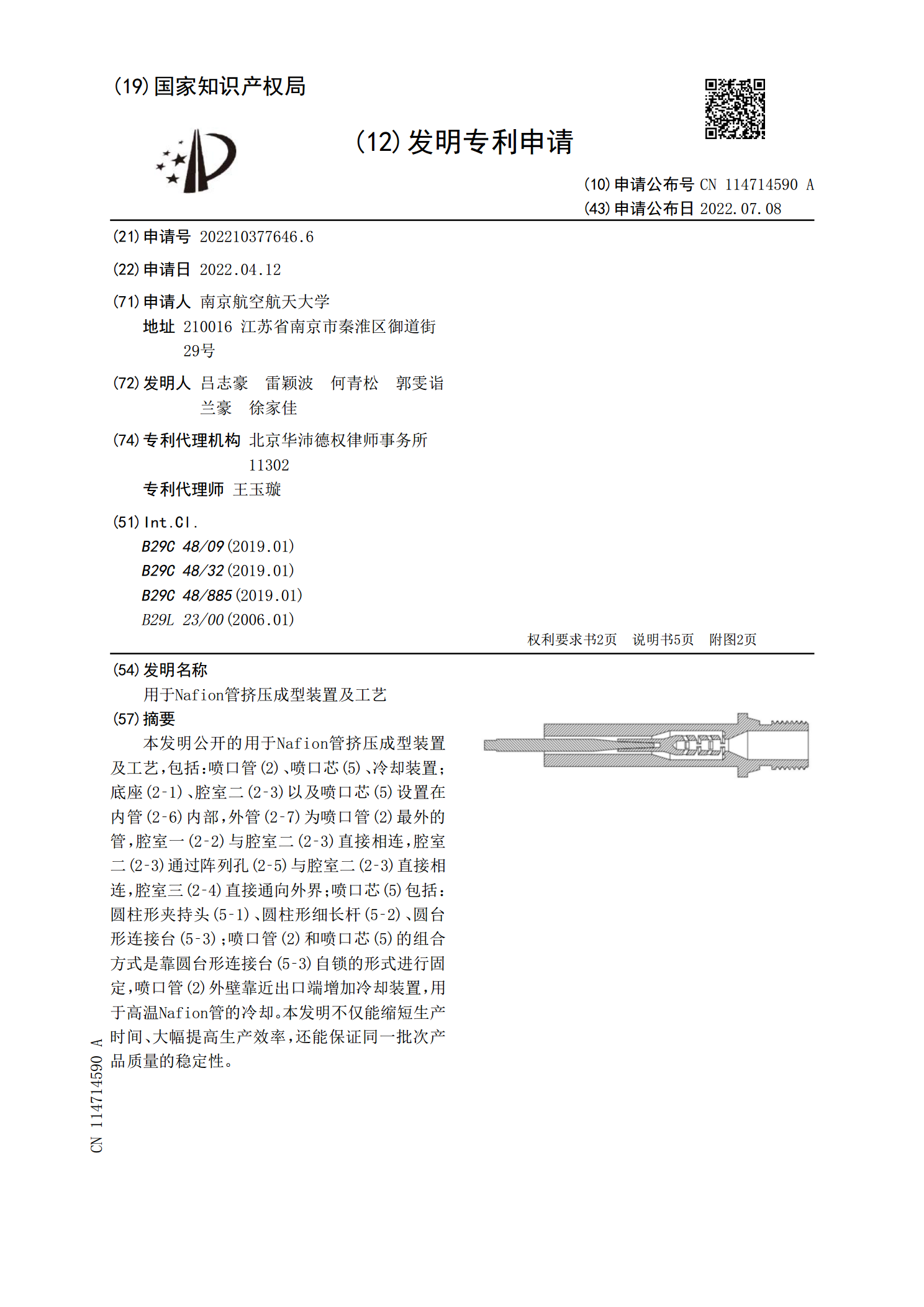
本发明公开的用于Nafion管挤压成型装置及工艺,包括:喷口管(2)、喷口芯(5)、冷却装置;底座(2?1)、腔室二(2?3)以及喷口芯(5)设置在内管(2?6)内部,外管(2?7)为喷口管(2)最外的管,腔室一(2?2)与腔室二(2?3)直接相连,腔室二(2?3)通过阵列孔(2?5)与腔室二(2?3)直接相连,腔室三(2?4)直接通向外界;喷口芯(5)包括:圆柱形夹持头(5?1)、圆柱形细长杆(5?2)、圆台形连接台(5?3);喷口管(2)和喷口芯(5)的组合方式是靠圆台形连接台(5?3)自锁的形式进行

一种金属管件挤压成型方法及成型系统.pdf
本发明公开了一种金属管件挤压成型方法及成型系统,通过挤压成型的制造金属管件,解决锻造成型所带来的问题。先由上料装置供应棒形坯料至输送装置,后由输送装置排列输送棒形坯料,分料装置分出一组棒形坯料至推料装置,推料装置推送棒形坯料至加热装置,加热装置加热棒形坯料后,再由推料装置推出加热装置内的棒形坯料,将棒形坯料放置至下模的模腔内之后挤压模具合模,最后冲头插入至模腔内完成成型。通过挤压的方式成型管件产品,具有节省材料、节约能源、减少工序、尺寸更加精确、结构强度高、适用范围广等效果。
后平叉用方管挤压成型设备及工艺.pdf
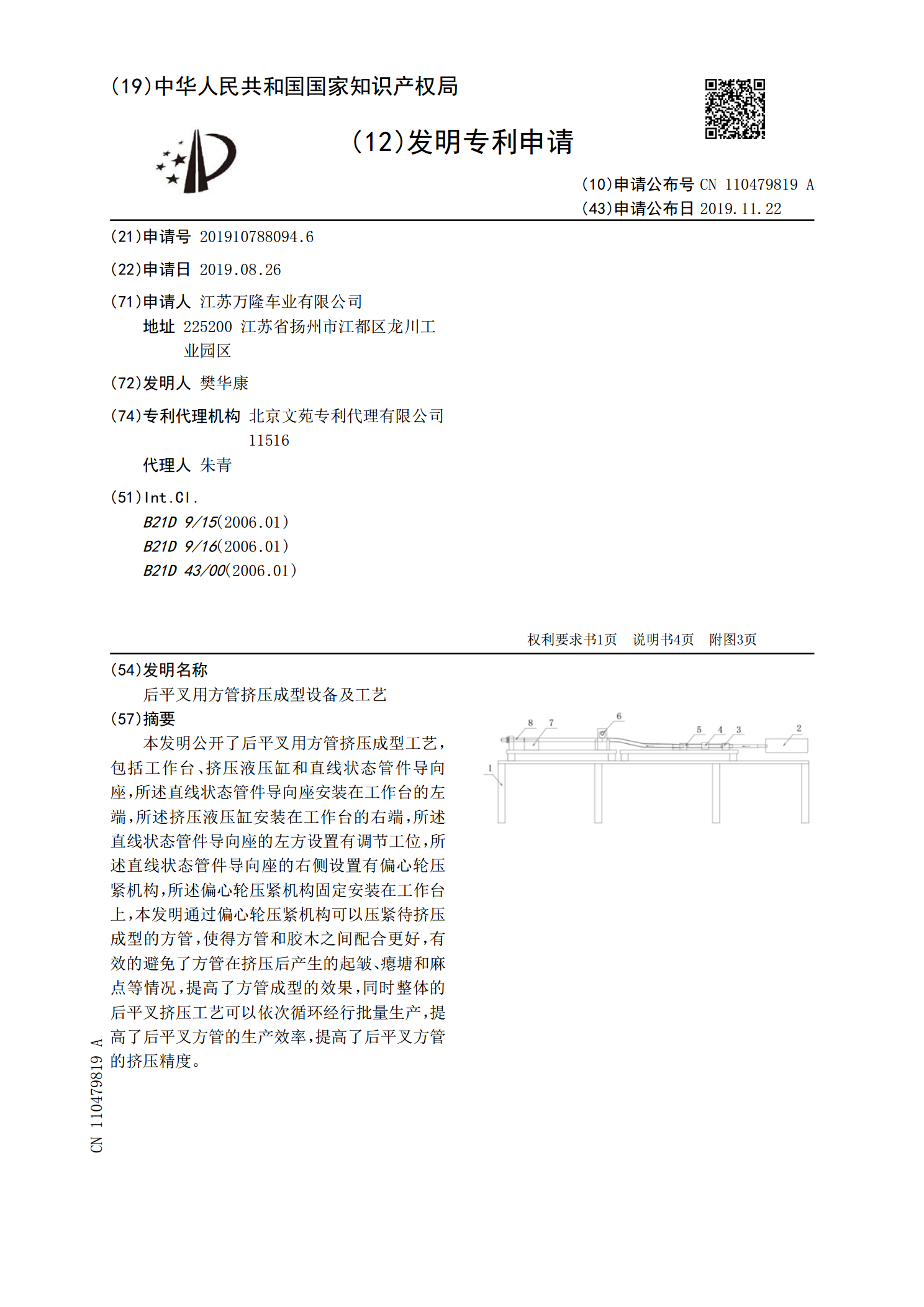
本发明公开了后平叉用方管挤压成型工艺,包括工作台、挤压液压缸和直线状态管件导向座,所述直线状态管件导向座安装在工作台的左端,所述挤压液压缸安装在工作台的右端,所述直线状态管件导向座的左方设置有调节工位,所述直线状态管件导向座的右侧设置有偏心轮压紧机构,所述偏心轮压紧机构固定安装在工作台上,本发明通过偏心轮压紧机构可以压紧待挤压成型的方管,使得方管和胶木之间配合更好,有效的避免了方管在挤压后产生的起皱、瘪塘和麻点等情况,提高了方管成型的效果,同时整体的后平叉挤压工艺可以依次循环经行批量生产,提高了后平叉方管