
排水用薄壁不锈钢弯头结构及其加工方法.pdf

玉环****找我


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

排水用薄壁不锈钢弯头结构及其加工方法.pdf
一种排水用薄壁不锈钢弯头结构,包括进水管、存水弯管及出水管,其特征在于:存水弯管内弯半径是管径的0.7-0.6倍;存水弯管包括对称的两个半边弯头,焊接连接;还可以在存水弯管和出水管间连接跃水弯管,跃水弯管内弯半径与存水弯管相同。其加工步骤是:1、根据弯管的半边弯头形状和大小裁剪薄壁不锈钢板材并预留边角料;2、将板材在模具上冷压成形,得到半边弯头;3、去除边角料及毛边;4、将对称的两个半边弯头焊接得到存水弯管和或跃水弯管,内弯半径是管径的0.7-0.6倍;5、最后与进水管、出水管焊接而成。本发明有效解决了弯
超薄壁不锈钢弯头成型装置.pdf
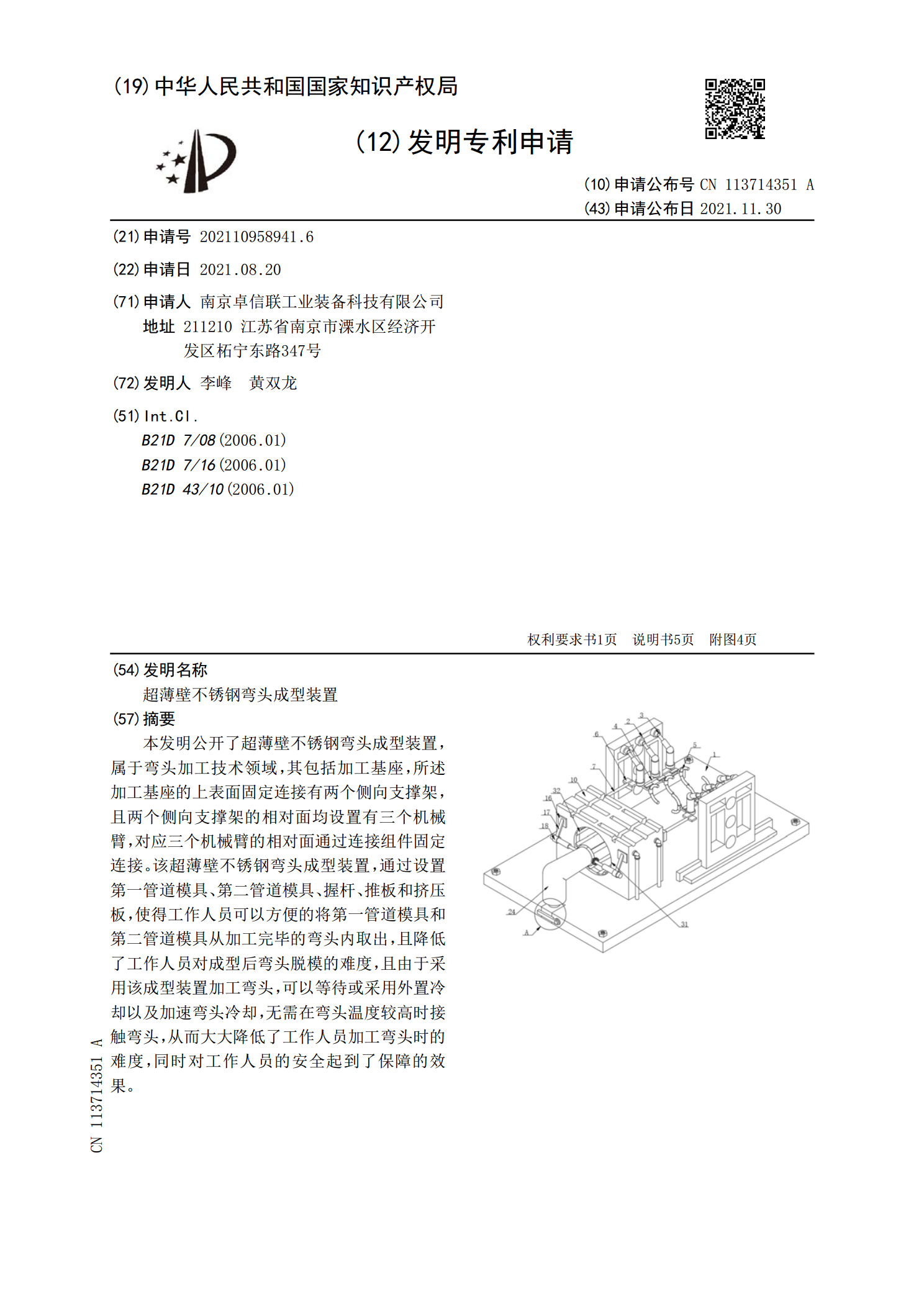
本发明公开了超薄壁不锈钢弯头成型装置,属于弯头加工技术领域,其包括加工基座,所述加工基座的上表面固定连接有两个侧向支撑架,且两个侧向支撑架的相对面均设置有三个机械臂,对应三个机械臂的相对面通过连接组件固定连接。该超薄壁不锈钢弯头成型装置,通过设置第一管道模具、第二管道模具、握杆、推板和挤压板,使得工作人员可以方便的将第一管道模具和第二管道模具从加工完毕的弯头内取出,且降低了工作人员对成型后弯头脱模的难度,且由于采用该成型装置加工弯头,可以等待或采用外置冷却以及加速弯头冷却,无需在弯头温度较高时接触弯头,从

奥氏体不锈钢薄壁管加工方法.pdf
本发明奥氏体不锈钢薄壁管加工方法涉及机械加工领域,具体涉及奥氏体不锈钢薄壁管加工方法,包括以下步骤:粗车,车各外圆和台阶端面,留2mm加工余量,右端架中心架;钳,与左端闷头配加工工件上左端螺孔;热处理,时效处理,时效热处理时左端闷头不能卸下,右端闷头应当卸下;半精车,四爪卡盘夹左端闷头外圆,尾架上四爪卡盘工装撑右端内孔,找正在0.05mm以内,在右端架中心架,卸尾架四爪卡盘工装,车右端内孔留余量0.4mm-0.5mm,顶尾架,卸中心架,车所有外圆和端面,外圆保留0.4mm-0.5mm加工余量;热处理,时效

奥氏体不锈钢管片弯头局部固溶处理方法及其装置.pdf
本发明公开的是奥氏体不锈钢管片弯头局部固溶处理方法及其装置,液压手动平车将不锈钢管片弯头送入电加热炉内进行加热、均热、保温,在保温后再通过液压手动平车快速将不锈钢管片远离电加热炉,经过冷却风扇吹风达到快速冷却,本发明通过变形温度、变形量的控制,使得奥氏体不锈钢均匀再结晶,消除了不锈钢管冷加工中产生的残余应力,防止因应力腐蚀和晶间腐蚀产生弯头断裂,控制简单、工序步骤短,能大幅度提高晶粒细化的效率,在一根管片上连续弯头,且对管片上弯头同时固溶处理,避免将弯头单独固溶再与管片焊接而造成工作量大、探伤成本高、焊接

薄壁件加工方法.pdf
本发明薄壁件加工方法涉及机械加工领域,具体涉及薄壁件加工方法,包括以下步骤:备料锻件,并在锻件上留装夹工艺端;粗车锻件;半精车工件外圆;渗碳处理;车碳层;淬火处理;半精车内孔,装夹工件工艺端,车削端面、内孔留0.5mm量、环槽到要求尺寸;切断:线切割切断,以已车端面为基准面,端面留量0.5mm;精车:将工件掉头,车床吸盘吸附已车工件端面,打表找正外圆在0.05-0.10mm以内,用陶瓷刀片或者立方氮化硼刀片精车端面、内孔和外圆到要求尺寸;去毛刺;清洗包装。本发明加工过程简单,可有效提高生产效率和产品加工精