
超薄壁不锈钢弯头成型装置.pdf

一只****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
超薄壁不锈钢弯头成型装置.pdf
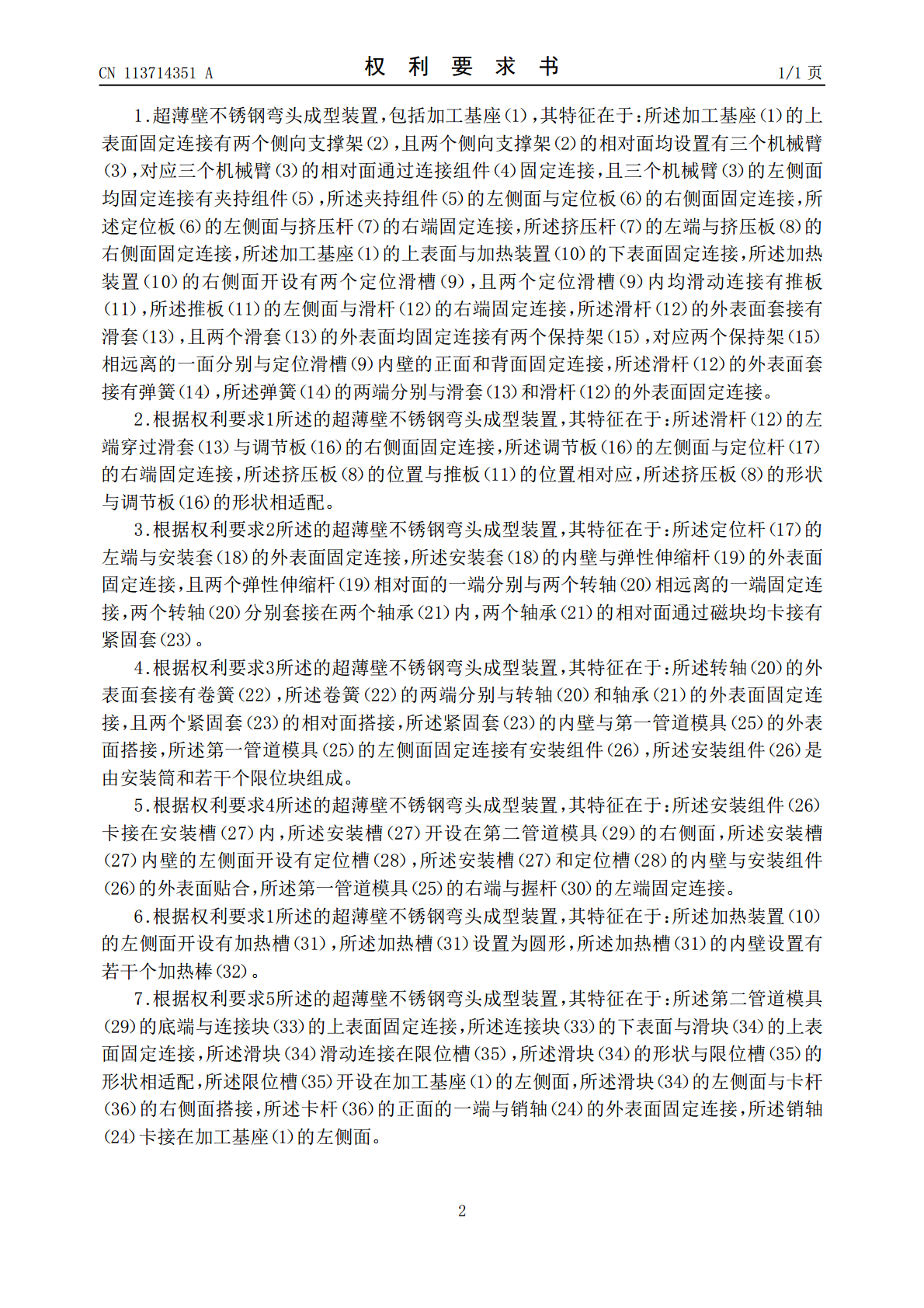
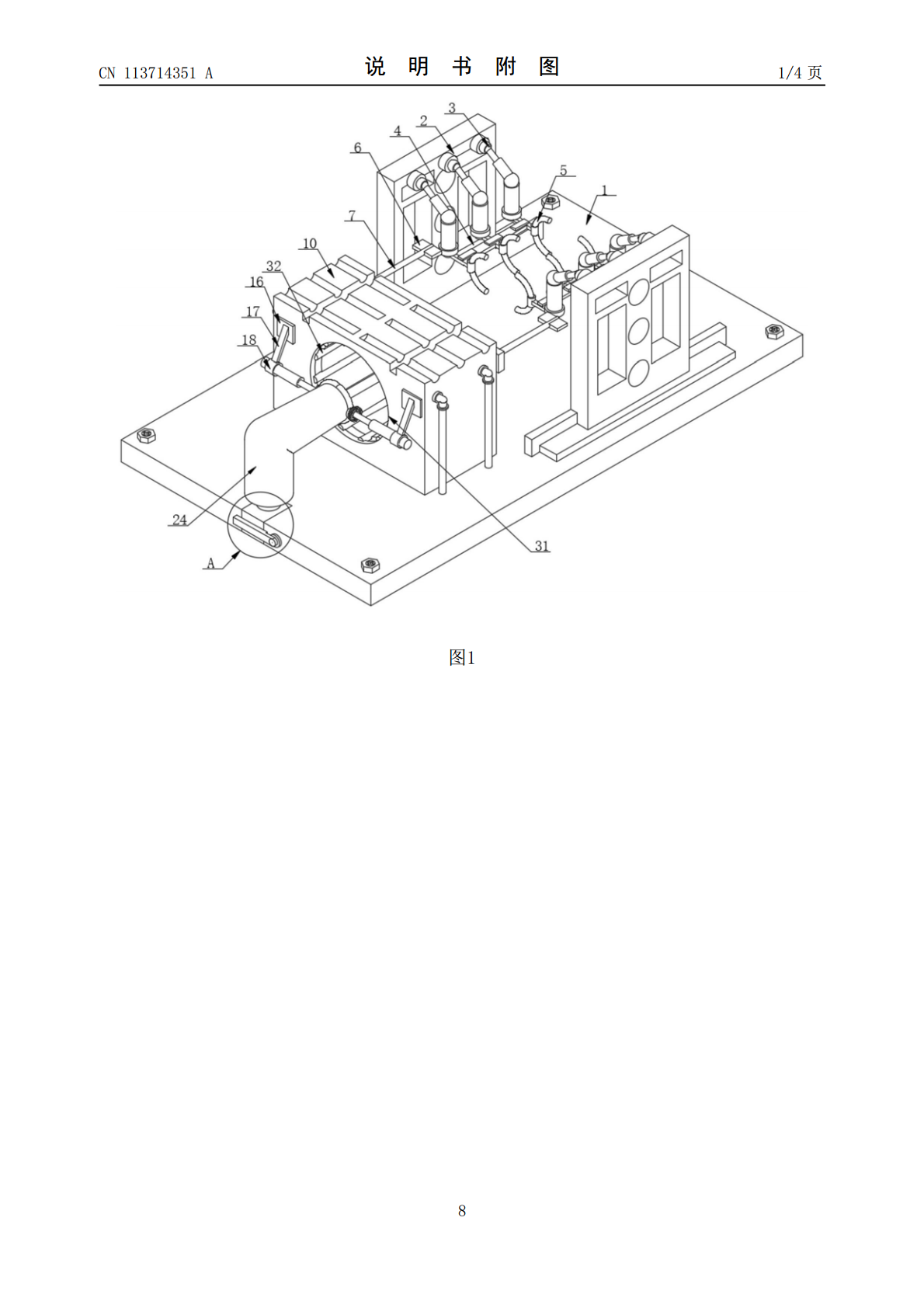
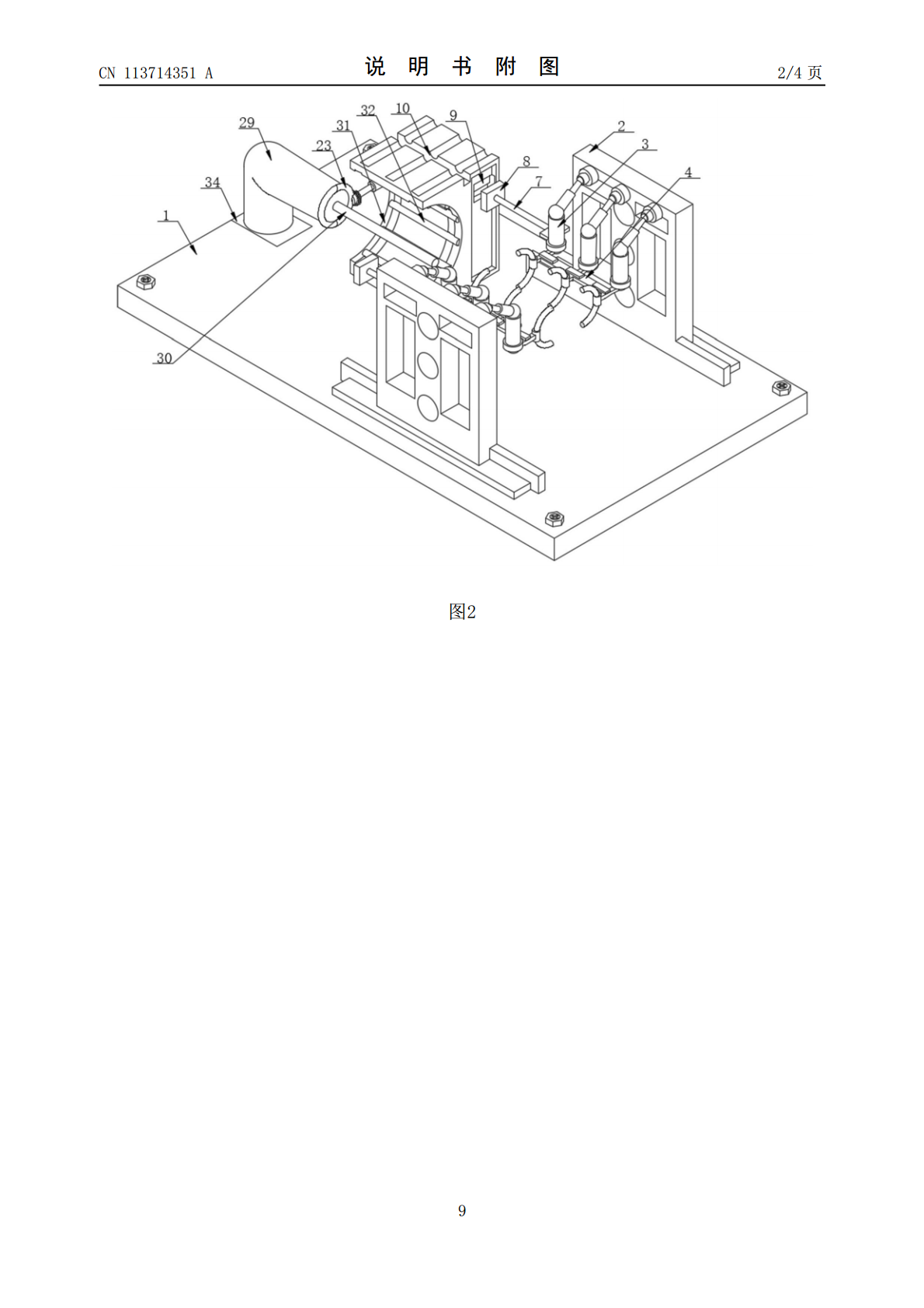
本发明公开了超薄壁不锈钢弯头成型装置,属于弯头加工技术领域,其包括加工基座,所述加工基座的上表面固定连接有两个侧向支撑架,且两个侧向支撑架的相对面均设置有三个机械臂,对应三个机械臂的相对面通过连接组件固定连接。该超薄壁不锈钢弯头成型装置,通过设置第一管道模具、第二管道模具、握杆、推板和挤压板,使得工作人员可以方便的将第一管道模具和第二管道模具从加工完毕的弯头内取出,且降低了工作人员对成型后弯头脱模的难度,且由于采用该成型装置加工弯头,可以等待或采用外置冷却以及加速弯头冷却,无需在弯头温度较高时接触弯头,从

排水用薄壁不锈钢弯头结构及其加工方法.pdf
一种排水用薄壁不锈钢弯头结构,包括进水管、存水弯管及出水管,其特征在于:存水弯管内弯半径是管径的0.7-0.6倍;存水弯管包括对称的两个半边弯头,焊接连接;还可以在存水弯管和出水管间连接跃水弯管,跃水弯管内弯半径与存水弯管相同。其加工步骤是:1、根据弯管的半边弯头形状和大小裁剪薄壁不锈钢板材并预留边角料;2、将板材在模具上冷压成形,得到半边弯头;3、去除边角料及毛边;4、将对称的两个半边弯头焊接得到存水弯管和或跃水弯管,内弯半径是管径的0.7-0.6倍;5、最后与进水管、出水管焊接而成。本发明有效解决了弯

不锈钢弯头成型机操作规程.doc
不锈钢弯头成型机操作规程一、工作前:1.查阅“交接班记录”。2.检查电气开关,行程限位开关是否安全可靠,操纵是否灵活,安全防护装置是否安全可靠。3.检查机械侧面之油面计,液压油是否已达红线位置。4.检查油压回路上调压阀是否为无负载状态,挡块务必触及后限位。5.确认工作指令单上所写与工作物内容是否吻合。6.安装模具,调整间隙。a.先装设下模的一半,b.装设上模支持台,c.调整上、下模角度是否适中,d.装设下模的另一半,e.检验上、下模与转盘角度是否有偏差,f.装设主缸前进推料杆

金属弯头冷挤压成型装置.pdf
本发明涉及一种用来加工金属管件的金属弯头冷挤压成型装置。解决了传统弯管技术中需要填充造成填充物损耗严重,而且工序时间长,管件弯曲成本高的缺点,包括能插入模腔的挤压模芯及用于推动模腔内待加工管件的推芯棒,挤压模芯包括基轴和工作端,基轴与模腔的内径相适配,工作端与模腔的内壁至少留有一个与管件壁厚相等的间隙,工作端沿基轴轴向的投影为圆形,圆形与待加工管件的内径相吻合。工作端的轴向投影为圆形,这样工作端退出后可以对管件进行修整,使得管件的端部为圆形,管件挤压弯曲一次成型,不需要冷却,弯曲时间少,操作简单,效率高,
软质薄壁树脂成型件成型方法及装置.pdf
本发明提供一种软质薄壁树脂成型件成型方法及装置,主要能够实现迄今为止困难的软质薄壁树脂成型件的脱模的自动化,在凹模(14)与凸模(15)之间的成型空间(13)注入熔融树脂而成型软质薄壁树脂成型件(12)。以使软质薄壁树脂成型件(12)的成为凹形状的部分被开放的方式留在凹模(14)中而将凸模(15)或凹模(14)开模。然后,用成型件取出机(16)的卡盘部(18)把持形成于留在凹模(14)中的软质薄壁树脂成型件(12)的成为凹形状的部分的外侧的至少两个卡盘用耳片(17),并且用成型件取出机(16)的支承臂(1