
注射发泡成形方法及其装置.pdf

一吃****海逸


1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注射发泡成形方法及其装置.pdf
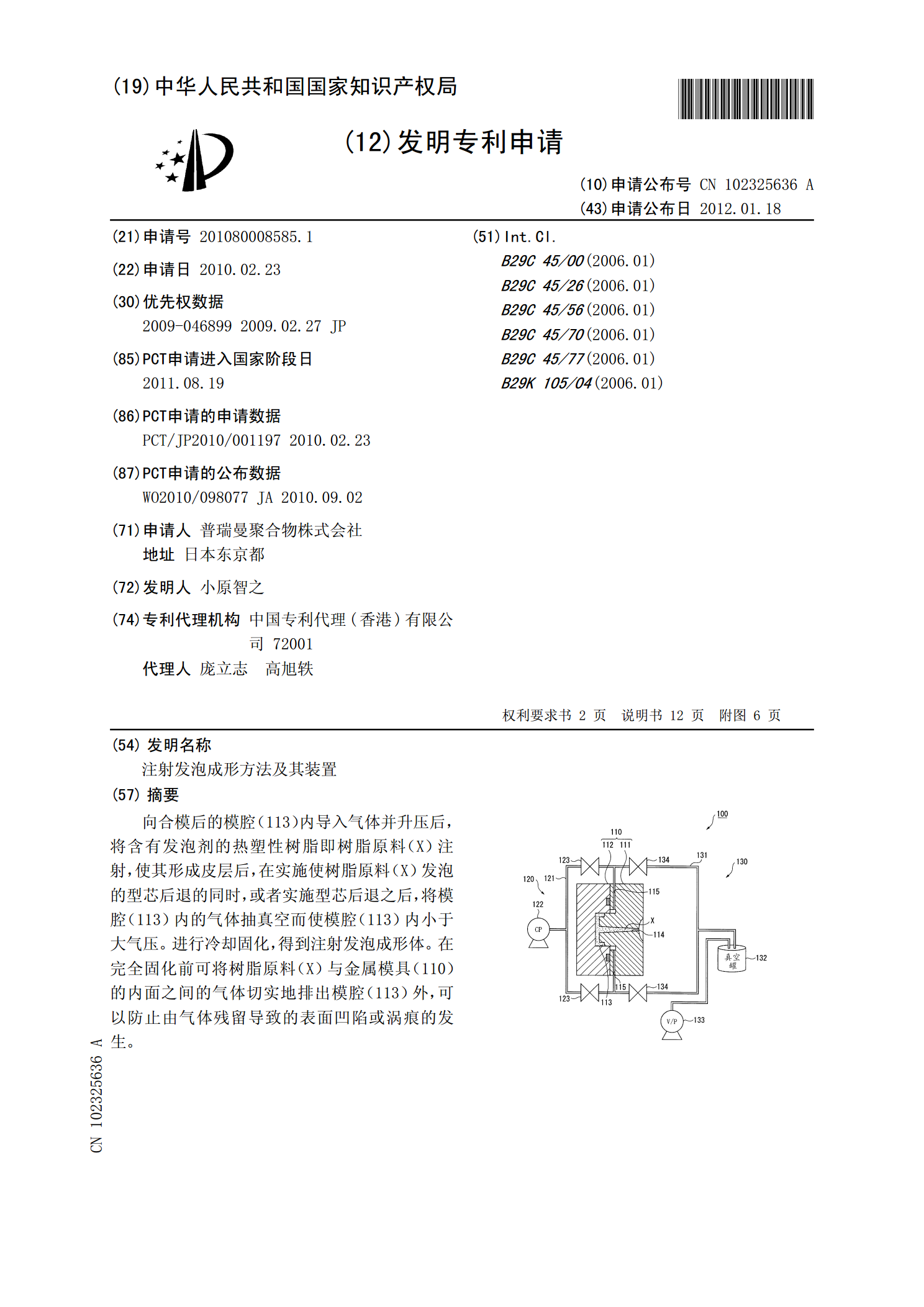
向合模后的模腔(113)内导入气体并升压后,将含有发泡剂的热塑性树脂即树脂原料(X)注射,使其形成皮层后,在实施使树脂原料(X)发泡的型芯后退的同时,或者实施型芯后退之后,将模腔(113)内的气体抽真空而使模腔(113)内小于大气压。进行冷却固化,得到注射发泡成形体。在完全固化前可将树脂原料(X)与金属模具(110)的内面之间的气体切实地排出模腔(113)外,可以防止由气体残留导致的表面凹陷或涡痕的发生。
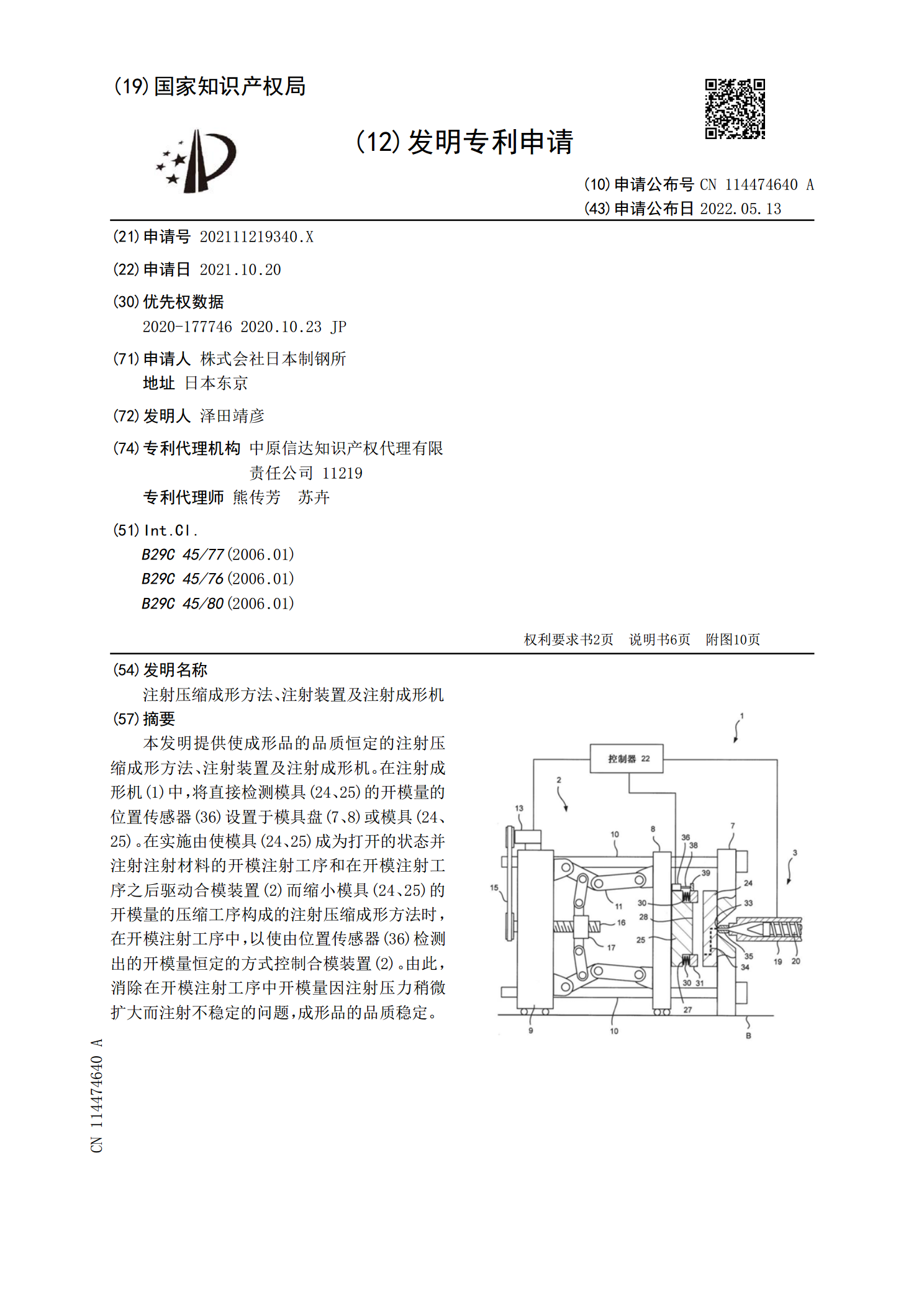
注射压缩成形方法、注射装置及注射成形机.pdf
本发明提供使成形品的品质恒定的注射压缩成形方法、注射装置及注射成形机。在注射成形机(1)中,将直接检测模具(24、25)的开模量的位置传感器(36)设置于模具盘(7、8)或模具(24、25)。在实施由使模具(24、25)成为打开的状态并注射注射材料的开模注射工序和在开模注射工序之后驱动合模装置(2)而缩小模具(24、25)的开模量的压缩工序构成的注射压缩成形方法时,在开模注射工序中,以使由位置传感器(36)检测出的开模量恒定的方式控制合模装置(2)。由此,消除在开模注射工序中开模量因注射压力稍微扩大而注射

型材柔性滚弯成形装置及其成形方法.pdf
本发明涉及一种型材柔性滚弯成形装置及其成形方法,该成形装置包括机床、滚轮进给机构、安装在机床工作台上的工件承接机构以及机床的NC加工控制器,该工件承接机构设有容框以及置于容框内的聚氨酯橡胶块;该装置的成形方法根据欲加工工件的曲面形状,通过计算机建模程序模拟确定出滚轮进给机构的下压量和下压位置,以及确定出工作台所走的轨迹和速度,然后利用NC加工程序控制滚轮进给机构的下压量、下压位置以及工作台所走的轨迹和速度,本发明由于通过调节滚轮进给机构的下压量、下压位置以及工作台所走的轨迹和速度来完成工件的成形,相比现有
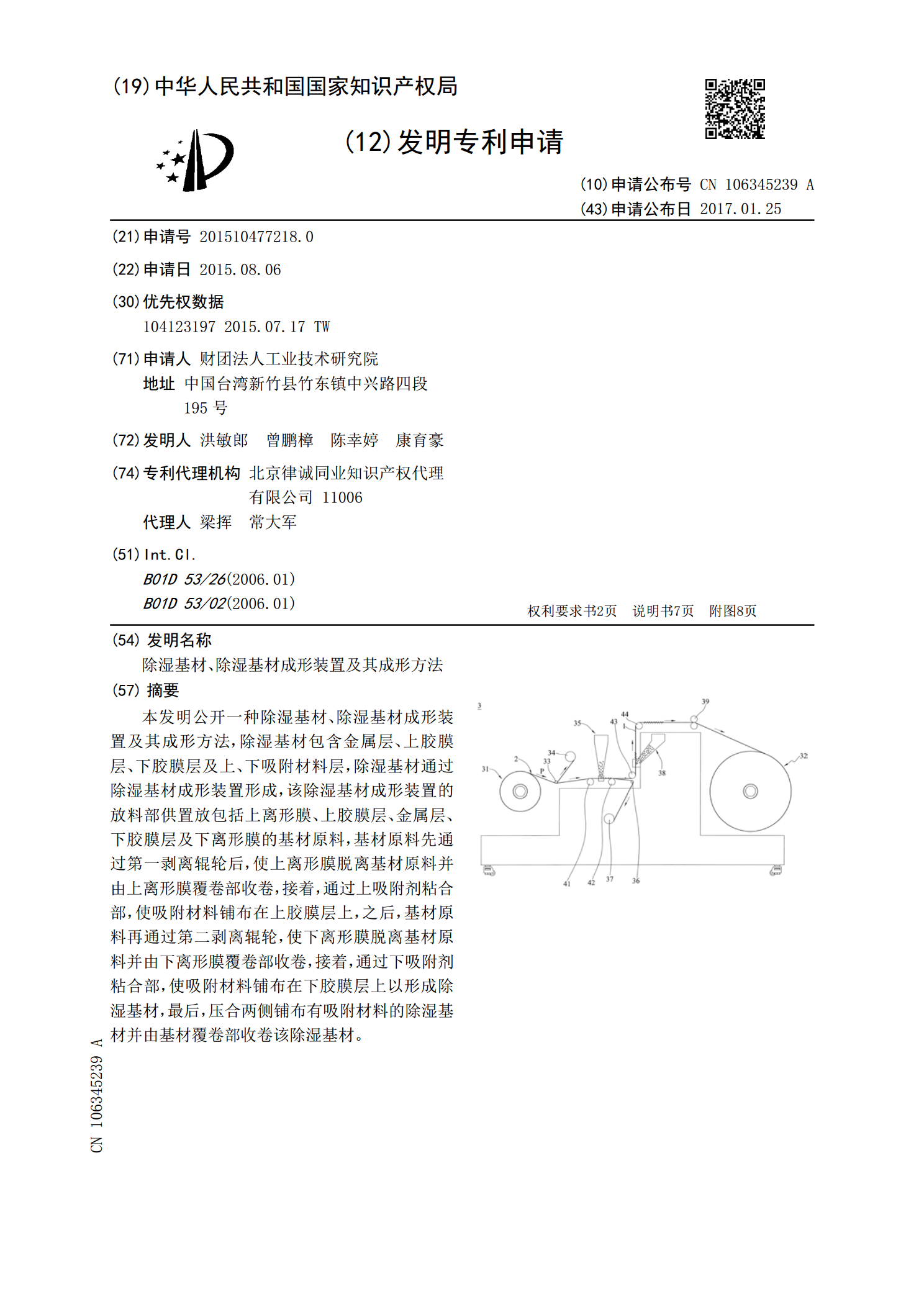
除湿基材、除湿基材成形装置及其成形方法.pdf
本发明公开一种除湿基材、除湿基材成形装置及其成形方法,除湿基材包含金属层、上胶膜层、下胶膜层及上、下吸附材料层,除湿基材通过除湿基材成形装置形成,该除湿基材成形装置的放料部供置放包括上离形膜、上胶膜层、金属层、下胶膜层及下离形膜的基材原料,基材原料先通过第一剥离辊轮后,使上离形膜脱离基材原料并由上离形膜覆卷部收卷,接着,通过上吸附剂粘合部,使吸附材料铺布在上胶膜层上,之后,基材原料再通过第二剥离辊轮,使下离形膜脱离基材原料并由下离形膜覆卷部收卷,接着,通过下吸附剂粘合部,使吸附材料铺布在下胶膜层上以形成除
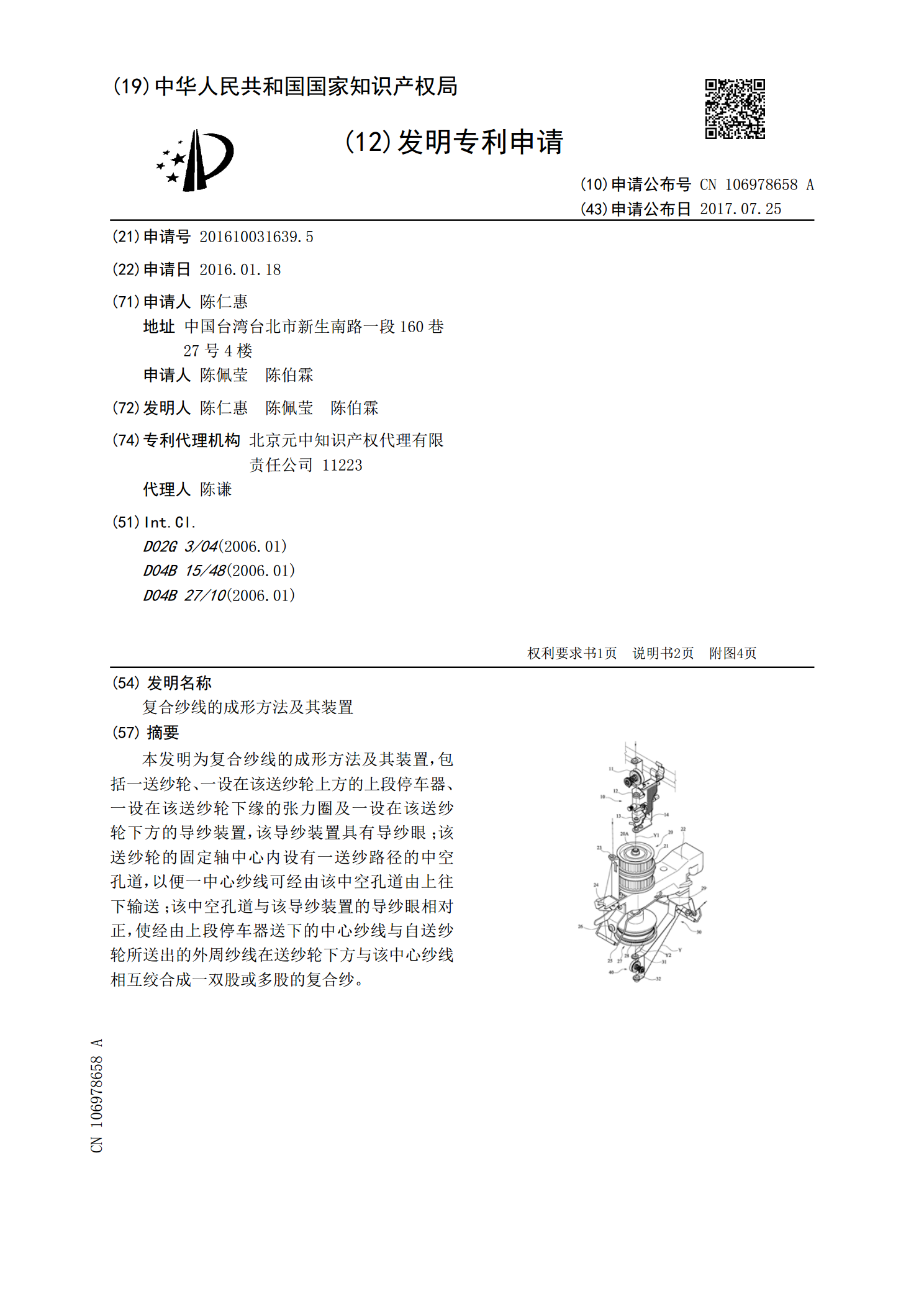
复合纱线的成形方法及其装置.pdf
本发明为复合纱线的成形方法及其装置,包括一送纱轮、一设在该送纱轮上方的上段停车器、一设在该送纱轮下缘的张力圈及一设在该送纱轮下方的导纱装置,该导纱装置具有导纱眼;该送纱轮的固定轴中心内设有一送纱路径的中空孔道,以便一中心纱线可经由该中空孔道由上往下输送;该中空孔道与该导纱装置的导纱眼相对正,使经由上段停车器送下的中心纱线与自送纱轮所送出的外周纱线在送纱轮下方与该中心纱线相互绞合成一双股或多股的复合纱。