
型材柔性滚弯成形装置及其成形方法.pdf

傲丝****账号


1/8

2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

型材柔性滚弯成形装置及其成形方法.pdf
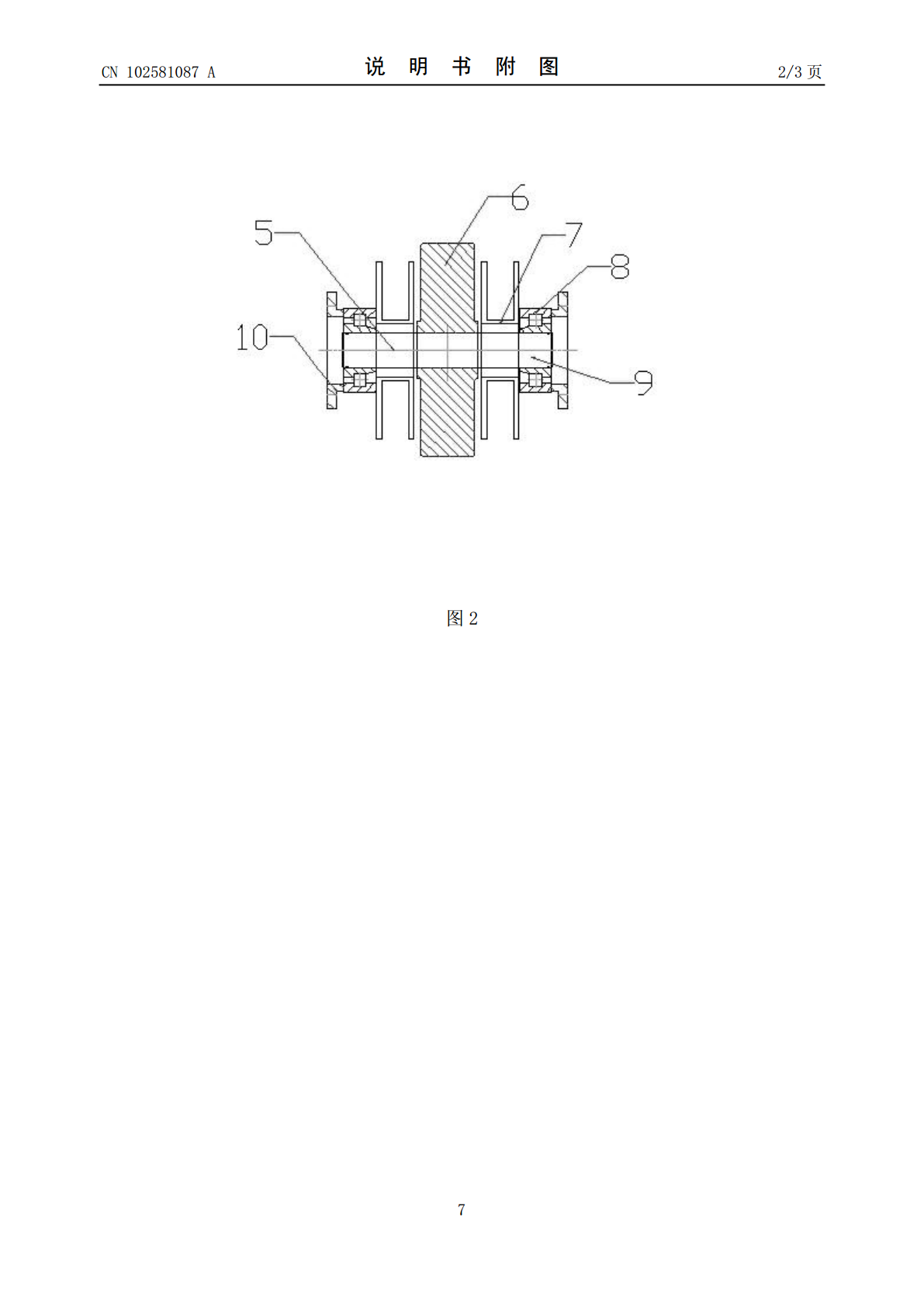
本发明涉及一种型材柔性滚弯成形装置及其成形方法,该成形装置包括机床、滚轮进给机构、安装在机床工作台上的工件承接机构以及机床的NC加工控制器,该工件承接机构设有容框以及置于容框内的聚氨酯橡胶块;该装置的成形方法根据欲加工工件的曲面形状,通过计算机建模程序模拟确定出滚轮进给机构的下压量和下压位置,以及确定出工作台所走的轨迹和速度,然后利用NC加工程序控制滚轮进给机构的下压量、下压位置以及工作台所走的轨迹和速度,本发明由于通过调节滚轮进给机构的下压量、下压位置以及工作台所走的轨迹和速度来完成工件的成形,相比现有
S形连续弯导管成形方法及其装置.pdf
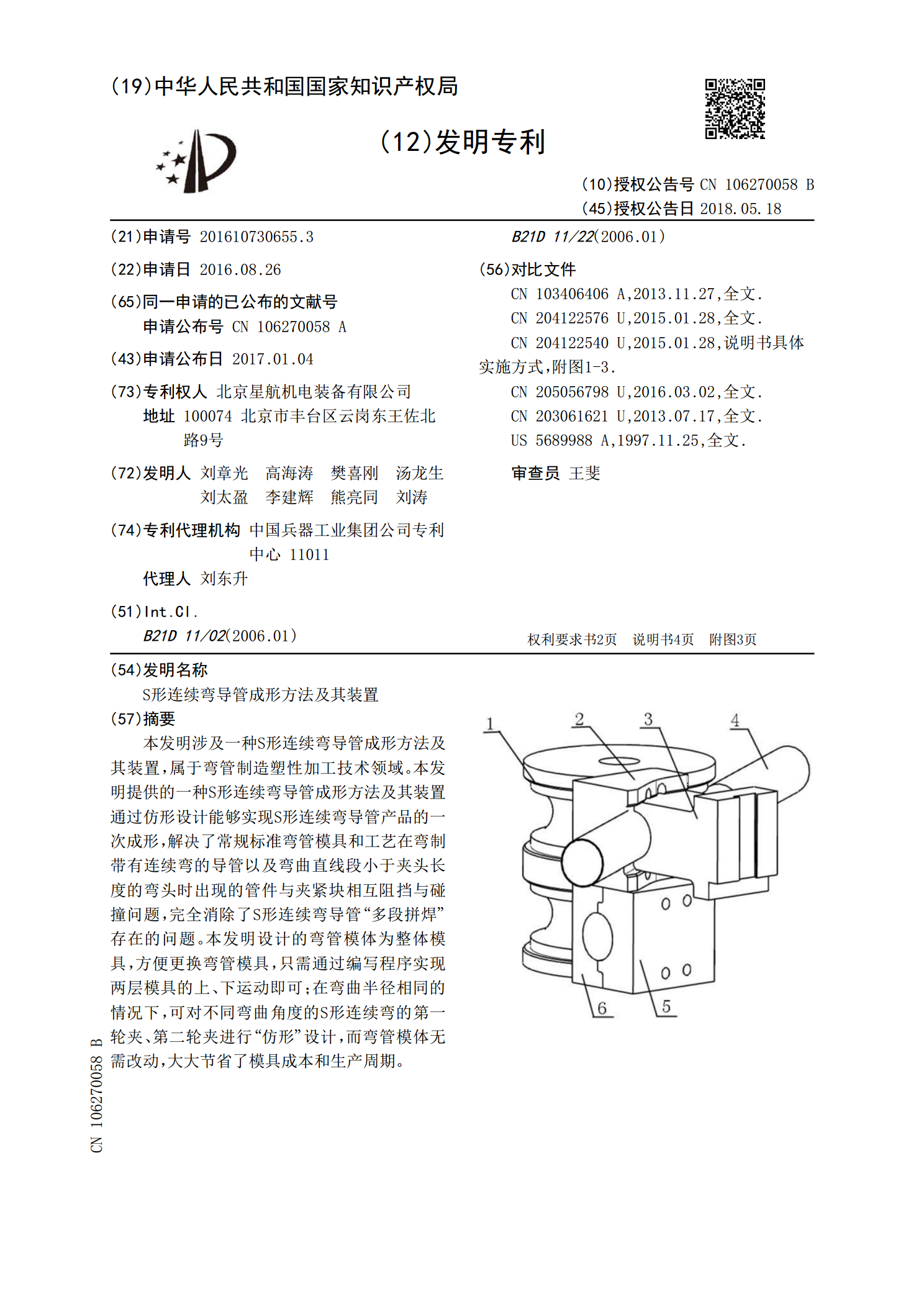
本发明涉及一种S形连续弯导管成形方法及其装置,属于弯管制造塑性加工技术领域。本发明提供的一种S形连续弯导管成形方法及其装置通过仿形设计能够实现S形连续弯导管产品的一次成形,解决了常规标准弯管模具和工艺在弯制带有连续弯的导管以及弯曲直线段小于夹头长度的弯头时出现的管件与夹紧块相互阻挡与碰撞问题,完全消除了S形连续弯导管“多段拼焊”存在的问题。本发明设计的弯管模体为整体模具,方便更换弯管模具,只需通过编写程序实现两层模具的上、下运动即可;在弯曲半径相同的情况下,可对不同弯曲角度的S形连续弯的第一轮夹、第二轮夹
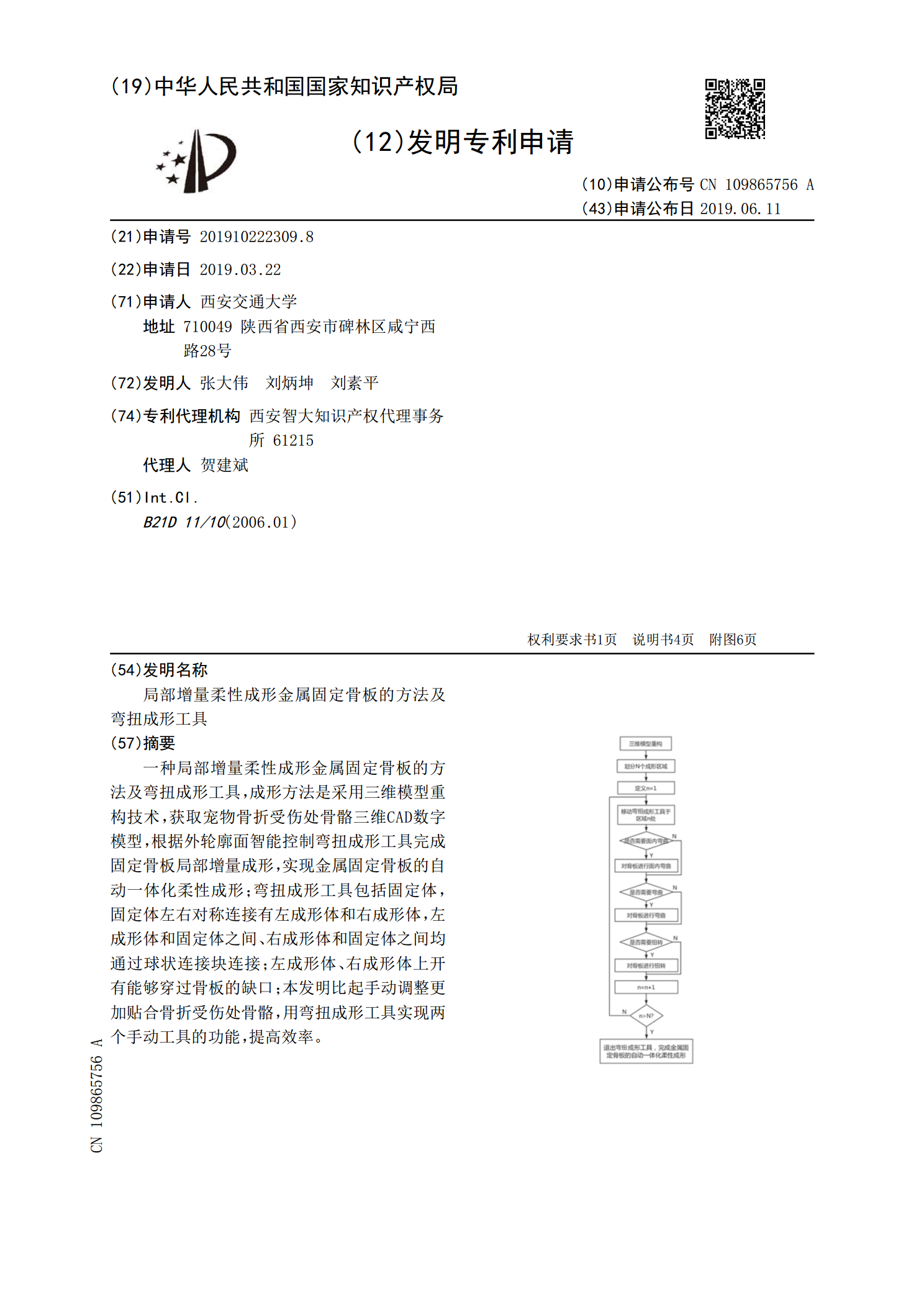
局部增量柔性成形金属固定骨板的方法及弯扭成形工具.pdf
一种局部增量柔性成形金属固定骨板的方法及弯扭成形工具,成形方法是采用三维模型重构技术,获取宠物骨折受伤处骨骼三维CAD数字模型,根据外轮廓面智能控制弯扭成形工具完成固定骨板局部增量成形,实现金属固定骨板的自动一体化柔性成形;弯扭成形工具包括固定体,固定体左右对称连接有左成形体和右成形体,左成形体和固定体之间、右成形体和固定体之间均通过球状连接块连接;左成形体、右成形体上开有能够穿过骨板的缺口;本发明比起手动调整更加贴合骨折受伤处骨骼,用弯扭成形工具实现两个手动工具的功能,提高效率。
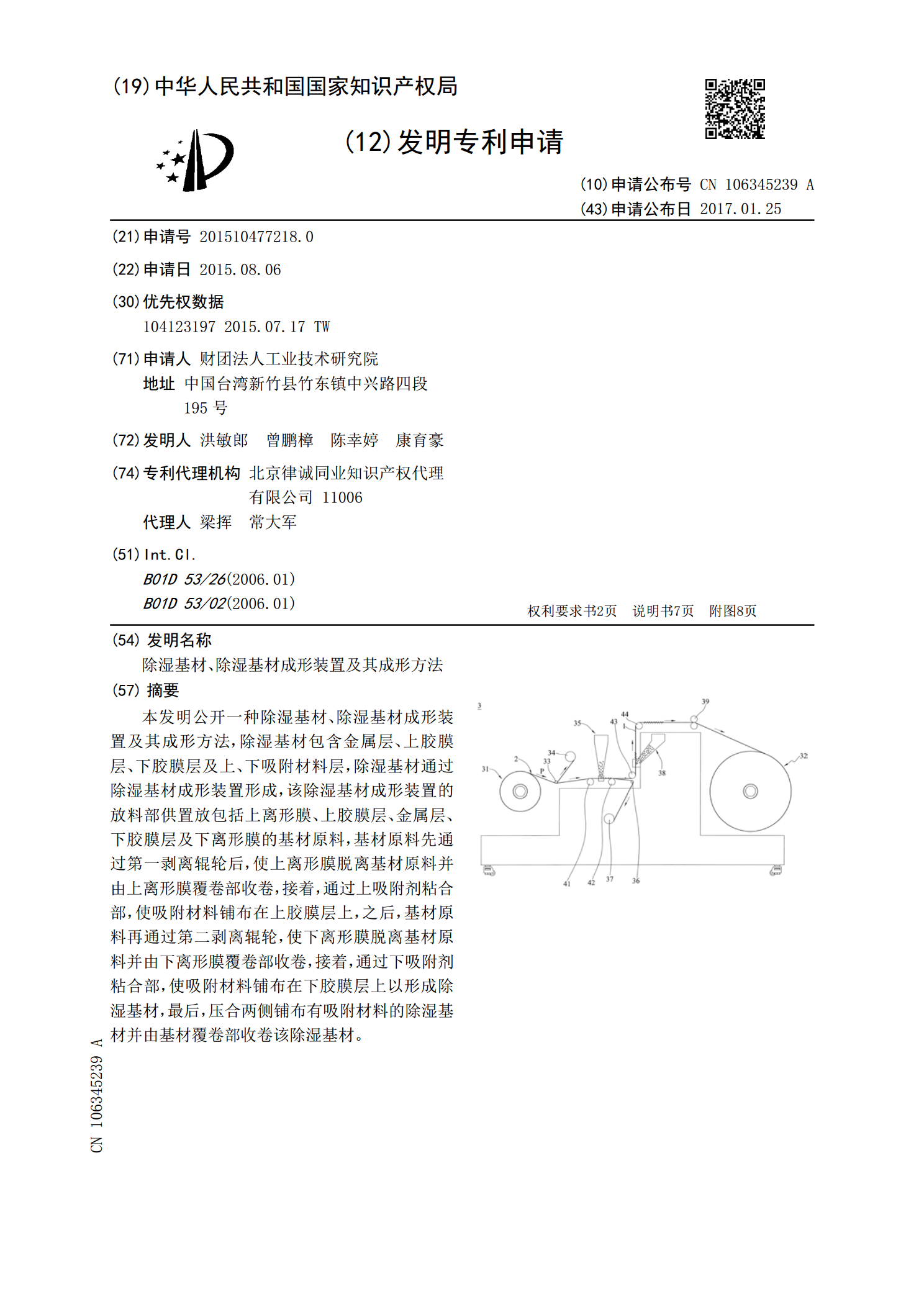
除湿基材、除湿基材成形装置及其成形方法.pdf
本发明公开一种除湿基材、除湿基材成形装置及其成形方法,除湿基材包含金属层、上胶膜层、下胶膜层及上、下吸附材料层,除湿基材通过除湿基材成形装置形成,该除湿基材成形装置的放料部供置放包括上离形膜、上胶膜层、金属层、下胶膜层及下离形膜的基材原料,基材原料先通过第一剥离辊轮后,使上离形膜脱离基材原料并由上离形膜覆卷部收卷,接着,通过上吸附剂粘合部,使吸附材料铺布在上胶膜层上,之后,基材原料再通过第二剥离辊轮,使下离形膜脱离基材原料并由下离形膜覆卷部收卷,接着,通过下吸附剂粘合部,使吸附材料铺布在下胶膜层上以形成除

高强度型材双曲成形装置及其控制方法.pdf
本发明涉及型材加工成形装置,具体地说是高强度型材双曲成形装置及其控制方法,压紧油缸固定在压紧油缸立架上,压紧油缸活塞杆的一端与压紧油缸的活塞相连,另一端与上胎具的一端连接,下胎具的一端安装于下支撑台上,下胎具的另一端与上胎具的一端分别加工有与型材外形相匹配的槽型;旋转内圈的一端转动安装于轴承座内,另一端安装有夹具,型材的一端通过夹具夹紧,另一端穿过旋转内圈后位于上胎具与下胎具之间;伸缩油缸活塞杆的一端与伸缩油缸的活塞连接,另一端连接有齿条,齿条位于旋转内圈另一端的下方,旋转内圈另一端的外表面设有与齿条啮合