
注射压缩成形方法、注射装置及注射成形机.pdf

新月****姐a


1/10

2/10
3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注射压缩成形方法、注射装置及注射成形机.pdf
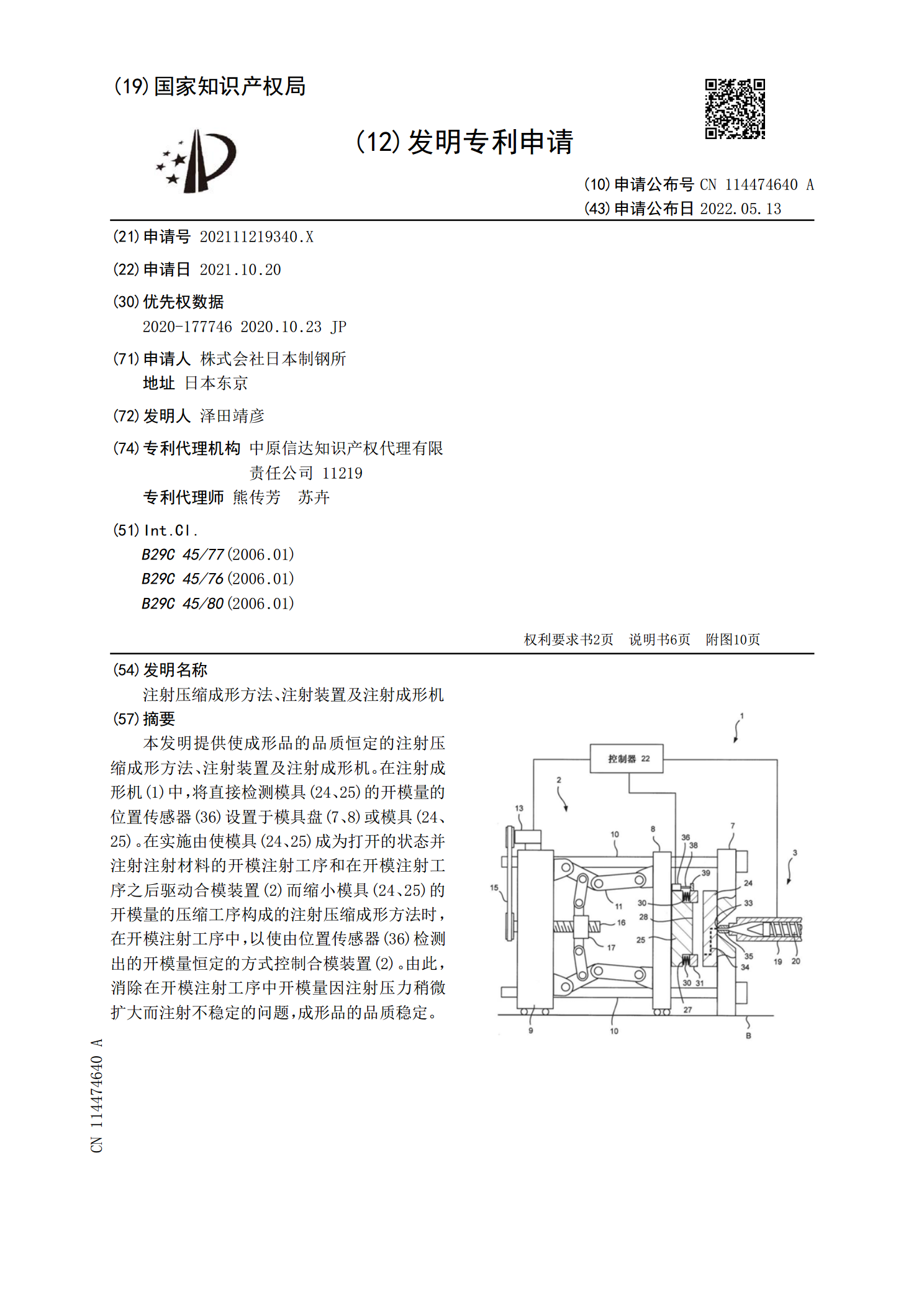
本发明提供使成形品的品质恒定的注射压缩成形方法、注射装置及注射成形机。在注射成形机(1)中,将直接检测模具(24、25)的开模量的位置传感器(36)设置于模具盘(7、8)或模具(24、25)。在实施由使模具(24、25)成为打开的状态并注射注射材料的开模注射工序和在开模注射工序之后驱动合模装置(2)而缩小模具(24、25)的开模量的压缩工序构成的注射压缩成形方法时,在开模注射工序中,以使由位置传感器(36)检测出的开模量恒定的方式控制合模装置(2)。由此,消除在开模注射工序中开模量因注射压力稍微扩大而注射

注射成形机.pdf
本发明实现注射螺杆的更换作业性的提高。注射成形机具备:作为驱动源的第一电动伺服马达(5),在进行向模具的模腔注射的熔融树脂的计量时被驱动;第一同步带(8),传递该第一电动伺服马达(5)的驱动力;第二旋转带轮(7),绕挂有该第一同步带(8);及注射螺杆(4),在进行所述熔融树脂的计量时伴随于所述第二旋转带轮(7)的旋转而旋转。在第二旋转带轮(7)形成圆弧槽(28),将能够插入于形成在所述第二旋转带轮(7)的圆弧槽(28)的突出销(26)设置成能够进退,通过将该突出销(26)插入于所述第二旋转带轮(7)的圆弧
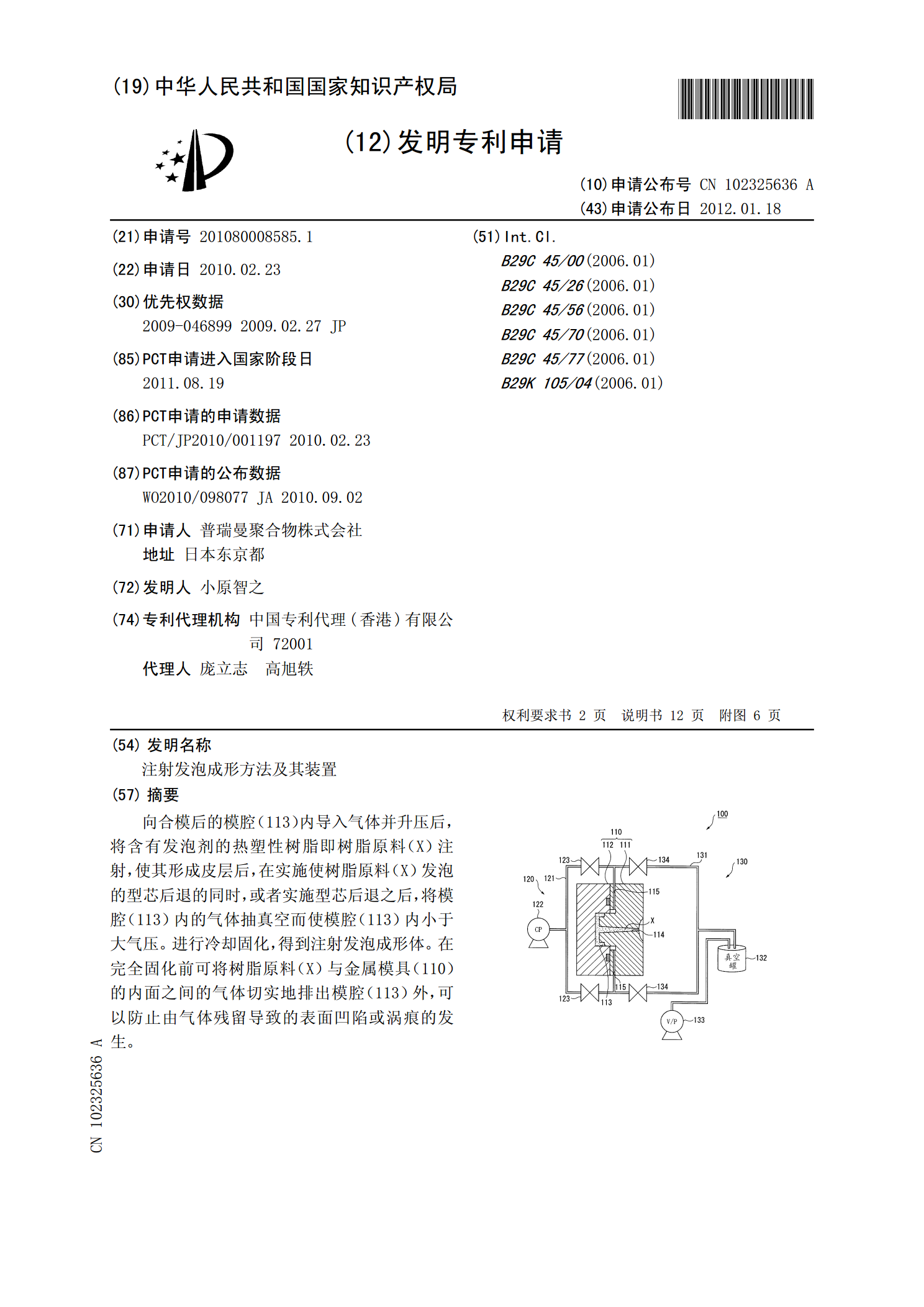
注射发泡成形方法及其装置.pdf
向合模后的模腔(113)内导入气体并升压后,将含有发泡剂的热塑性树脂即树脂原料(X)注射,使其形成皮层后,在实施使树脂原料(X)发泡的型芯后退的同时,或者实施型芯后退之后,将模腔(113)内的气体抽真空而使模腔(113)内小于大气压。进行冷却固化,得到注射发泡成形体。在完全固化前可将树脂原料(X)与金属模具(110)的内面之间的气体切实地排出模腔(113)外,可以防止由气体残留导致的表面凹陷或涡痕的发生。
注射成形与注塑机.ppt
冲压与塑压设备第四章注塑机在注塑机上,利用注射成形模具,采用注射成形工艺获取制品的方法,称作注射成形。可以注射成形的材料有塑料、陶瓷、金属粉末与树脂混合的材料等。由于注射成形技术具有诸多优点,能够一次成形形状复杂且质量高的制品,生产效率及自动化程度高、材料的加工适应性强,既可成形热塑性塑料,又可成形热固性塑料,因而在塑料制品加工业中被广泛应用,是塑料制品的主要成形工艺方法之一。注射成形要求注塑机必须具备下列基本功能:实现塑料原料的塑化、计量,并以一定的压力将熔料注入模具;实现成形模具的启闭、锁紧和制品脱模

注射成形机项目建议书.docx
注射成形机项目建议书【项目建议书及价值体现】项目建议书,又称项目立项报告,按新的投资体制改革相关政策,项目建议书主要是国有企业或政府投资项目单位向发改委申报的项目申请。项目建议书批准后,可以着手成立相关项目法人。民营企业(私人投资)项目一般不再需要编写项目建议书,只有在土地一级开发等少数领域,由于行政审批机关习惯沿袭老的审批模式,有时还要求项目方编写项目建议书。外资项目,目前主要采用核准方式,项目方委托有资格的机构编写项目申请报告即可。《注射成形机项目建议书》是为注射成形机项目建设筹建单位或注射成形机项目