
热冲压成型体及其制造方法.pdf

是你****松呀

1/10
2/10
3/10

4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热冲压成型体及其制造方法.pdf
本发明的热冲压成型体的特征在于,当将C含量(质量%)、Si含量(质量%)及Mn含量(质量%)分别表示为[C]、[Si]及[Mn]时,成立5×[Si]+[Mn])/[C]>10的关系,金属组织含有以面积率计为80%以上的马氏体,有时还含有以面积率计为10%以下的珠光体、以体积率计为5%以下的残留奥氏体、以面积率计为20%以下的铁素体和以面积率计小于20%的贝氏体中的一种以上,抗拉强度TS与扩孔率λ之积即TS×λ为50000MPa·%以上,以纳米压痕仪测得的马氏体的硬度满足H2/H1<1.10及σHM<20。
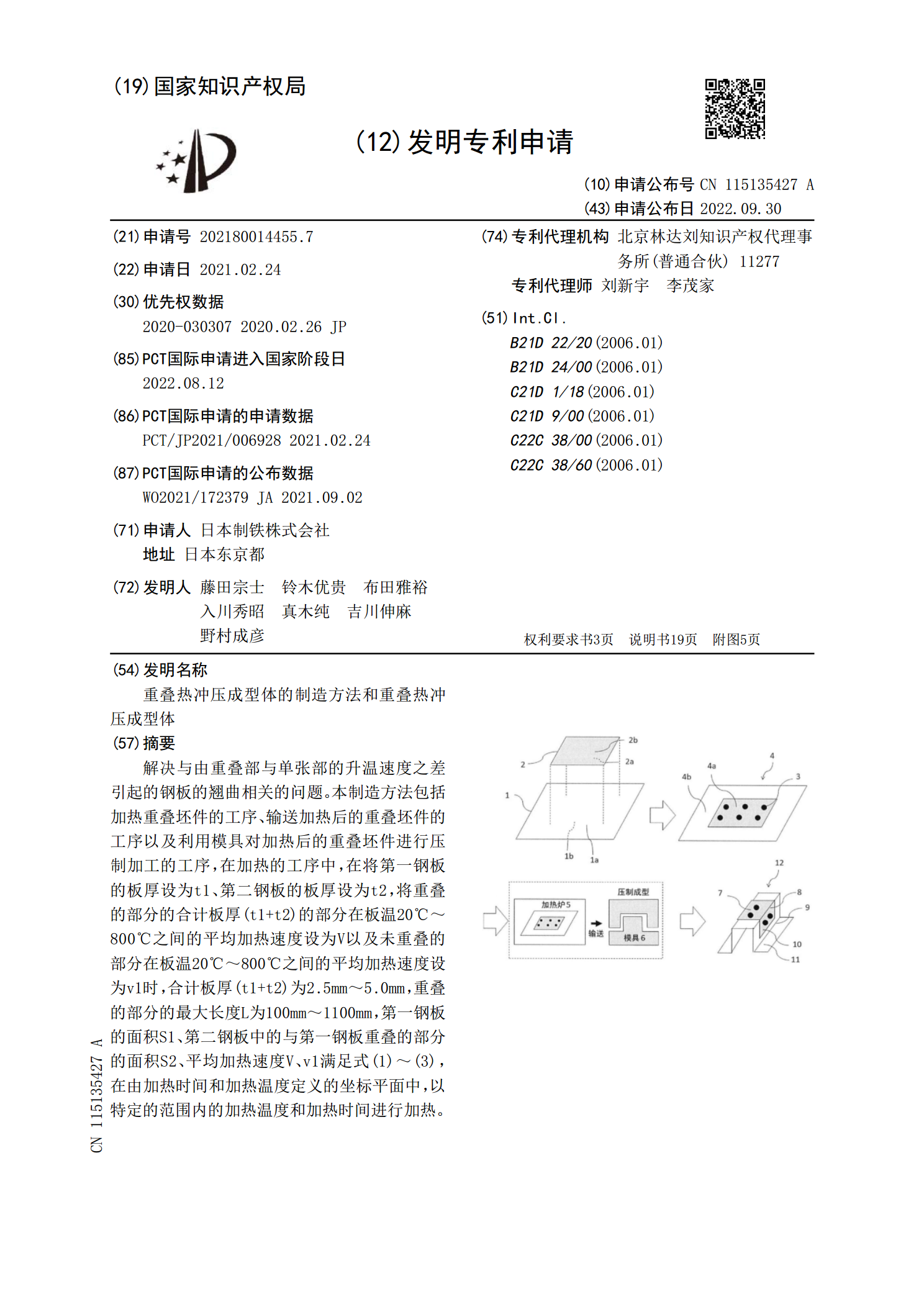
重叠热冲压成型体的制造方法和重叠热冲压成型体.pdf
解决与由重叠部与单张部的升温速度之差引起的钢板的翘曲相关的问题。本制造方法包括加热重叠坯件的工序、输送加热后的重叠坯件的工序以及利用模具对加热后的重叠坯件进行压制加工的工序,在加热的工序中,在将第一钢板的板厚设为t1、第二钢板的板厚设为t2,将重叠的部分的合计板厚(t1+t2)的部分在板温20℃~800℃之间的平均加热速度设为V以及未重叠的部分在板温20℃~800℃之间的平均加热速度设为v1时,合计板厚(t1+t2)为2.5mm~5.0mm,重叠的部分的最大长度L为100mm~1100mm,第一钢板的面积
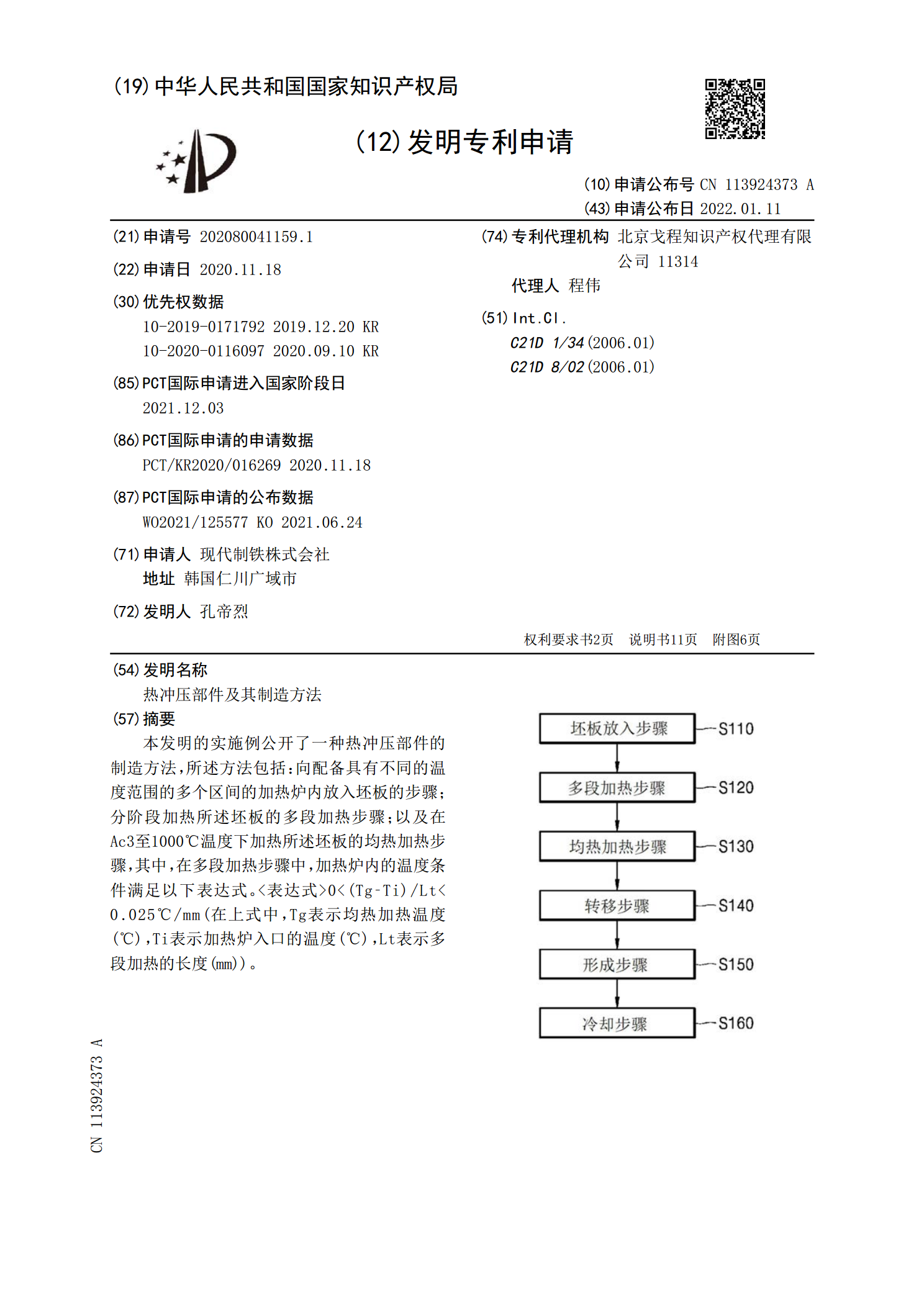
热冲压部件及其制造方法.pdf
本发明的实施例公开了一种热冲压部件的制造方法,所述方法包括:向配备具有不同的温度范围的多个区间的加热炉内放入坯板的步骤;分阶段加热所述坯板的多段加热步骤;以及在Ac3至1000℃温度下加热所述坯板的均热加热步骤,其中,在多段加热步骤中,加热炉内的温度条件满足以下表达式。0炉入口的温度(℃),Lt表示多段加热的长度(mm))。

热冲压部件及其制造方法.pdf
根据本发明的实施方案的热冲压部件包括作为基层的钢,所述钢包含:0.28重量%至0.38重量%的碳(C);0.1重量%至0.4重量%的硅(Si);1.2重量%至2.0重量%的锰(Mn);大于0重量%至0.020重量%的磷(P);大于0重量%至0.003重量%的硫(S);0.1重量%至0.5重量%的铬(Cr);0.0015重量%至0.0040重量%的硼(B);0.025重量%至0.05重量%的钛(Ti);以及余量的铁(Fe)和不可避免的杂质,其中基层的微观结构为全马氏体。

热冲压用钢板及其制造方法和热冲压钢材.pdf
一种热冲压钢材,即使对热冲压后的钢材实施穿孔等的应力残留的加工的情况下也能确保良好的耐氢脆特性并且容易实施,其特征在于,具有按质量%计为C:0.18~0.26%、Si:超过0.02%且0.05%以下、Mn:1.0~1.5%、P:0.03%以下、S:0.02%以下、Al:0.001~0.5%、N:0.1%以下、O:0.001~0.02%、Cr:0~2.0%、Mo:0~1.0%、V:0~0.5%、W:0~0.5%、Ni:0~5.0%、B:0~0.01%、Ti:0~0.5%、Nb:0~0.5%、Cu:0~1.0