
重叠热冲压成型体的制造方法和重叠热冲压成型体.pdf

又珊****ck

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
重叠热冲压成型体的制造方法和重叠热冲压成型体.pdf
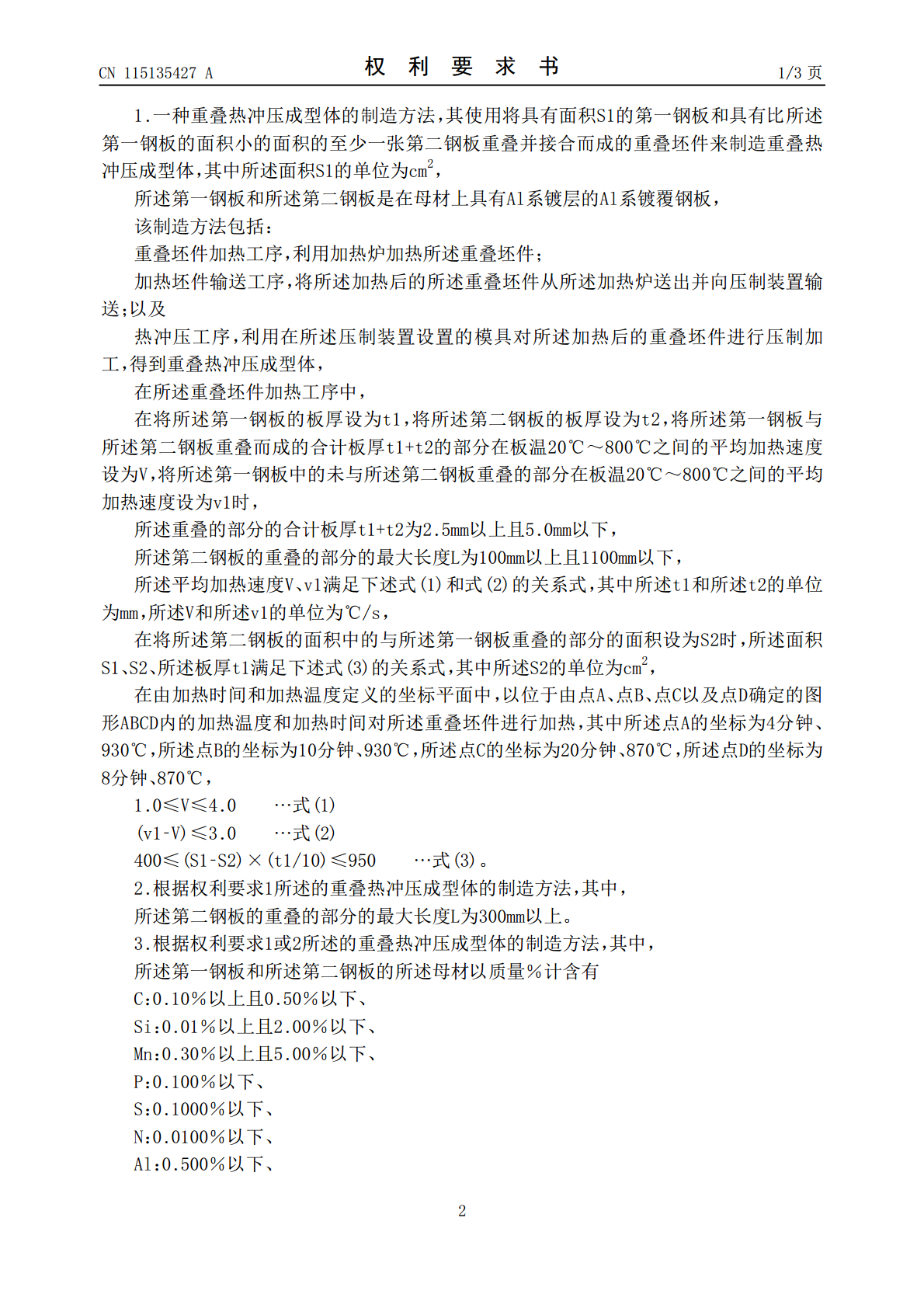
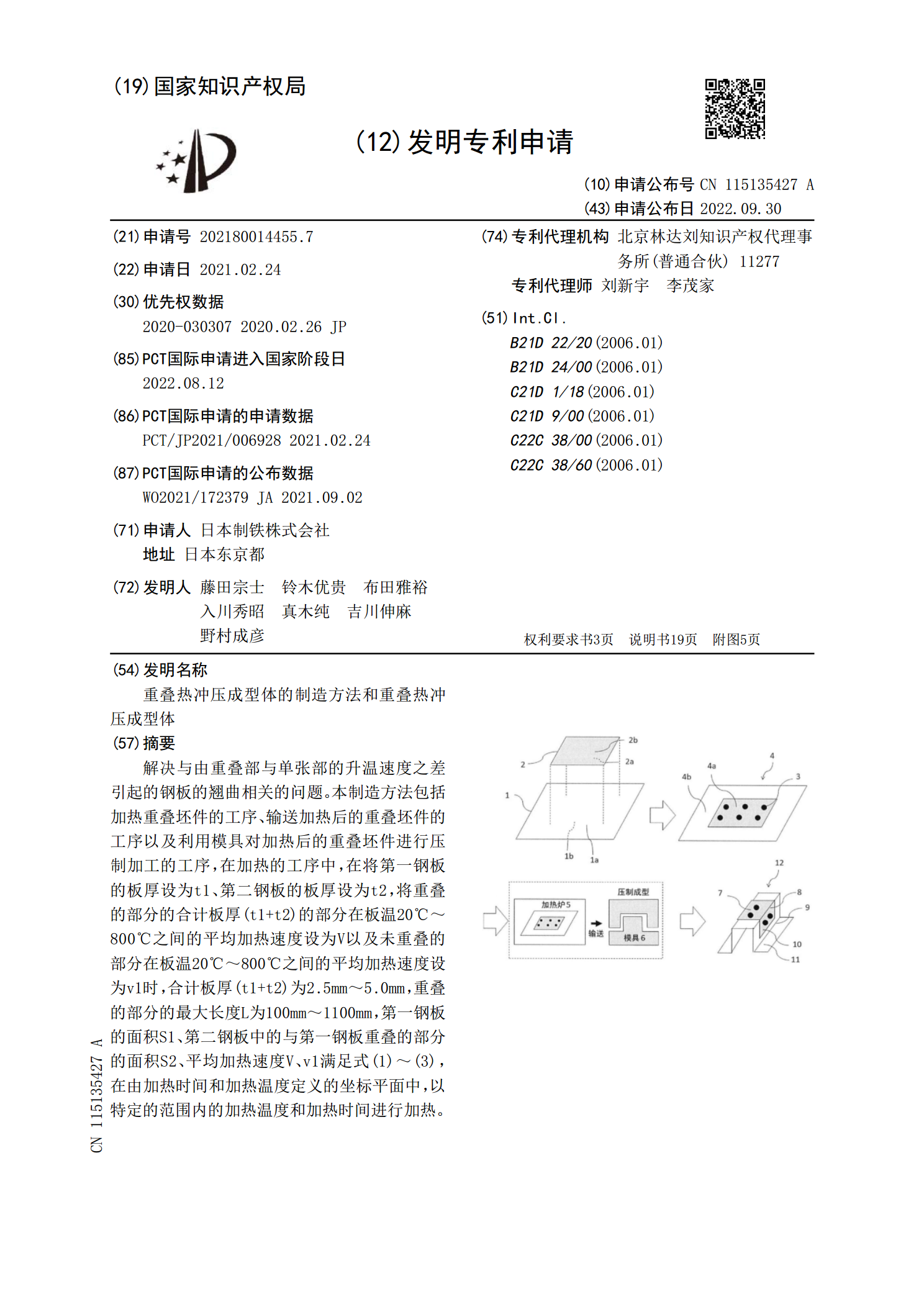
解决与由重叠部与单张部的升温速度之差引起的钢板的翘曲相关的问题。本制造方法包括加热重叠坯件的工序、输送加热后的重叠坯件的工序以及利用模具对加热后的重叠坯件进行压制加工的工序,在加热的工序中,在将第一钢板的板厚设为t1、第二钢板的板厚设为t2,将重叠的部分的合计板厚(t1+t2)的部分在板温20℃~800℃之间的平均加热速度设为V以及未重叠的部分在板温20℃~800℃之间的平均加热速度设为v1时,合计板厚(t1+t2)为2.5mm~5.0mm,重叠的部分的最大长度L为100mm~1100mm,第一钢板的面积

热冲压成型体及其制造方法.pdf
本发明的热冲压成型体的特征在于,当将C含量(质量%)、Si含量(质量%)及Mn含量(质量%)分别表示为[C]、[Si]及[Mn]时,成立5×[Si]+[Mn])/[C]>10的关系,金属组织含有以面积率计为80%以上的马氏体,有时还含有以面积率计为10%以下的珠光体、以体积率计为5%以下的残留奥氏体、以面积率计为20%以下的铁素体和以面积率计小于20%的贝氏体中的一种以上,抗拉强度TS与扩孔率λ之积即TS×λ为50000MPa·%以上,以纳米压痕仪测得的马氏体的硬度满足H2/H1<1.10及σHM<20。

热冲压成型概述.ppt
汽车轻量化课程主要内容高强钢热冲压成型工艺发展现状先进高强度钢(AHSS)的发展热冲压成型的主要设备热冲压成型工艺流程热冲压工艺流程示意图高强钢热冲压成型的模具设计高强钢热冲压成型的模具设计热冲压成型的冷却系统冷却水道的类型分块式冷却水道总结谢谢观看
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
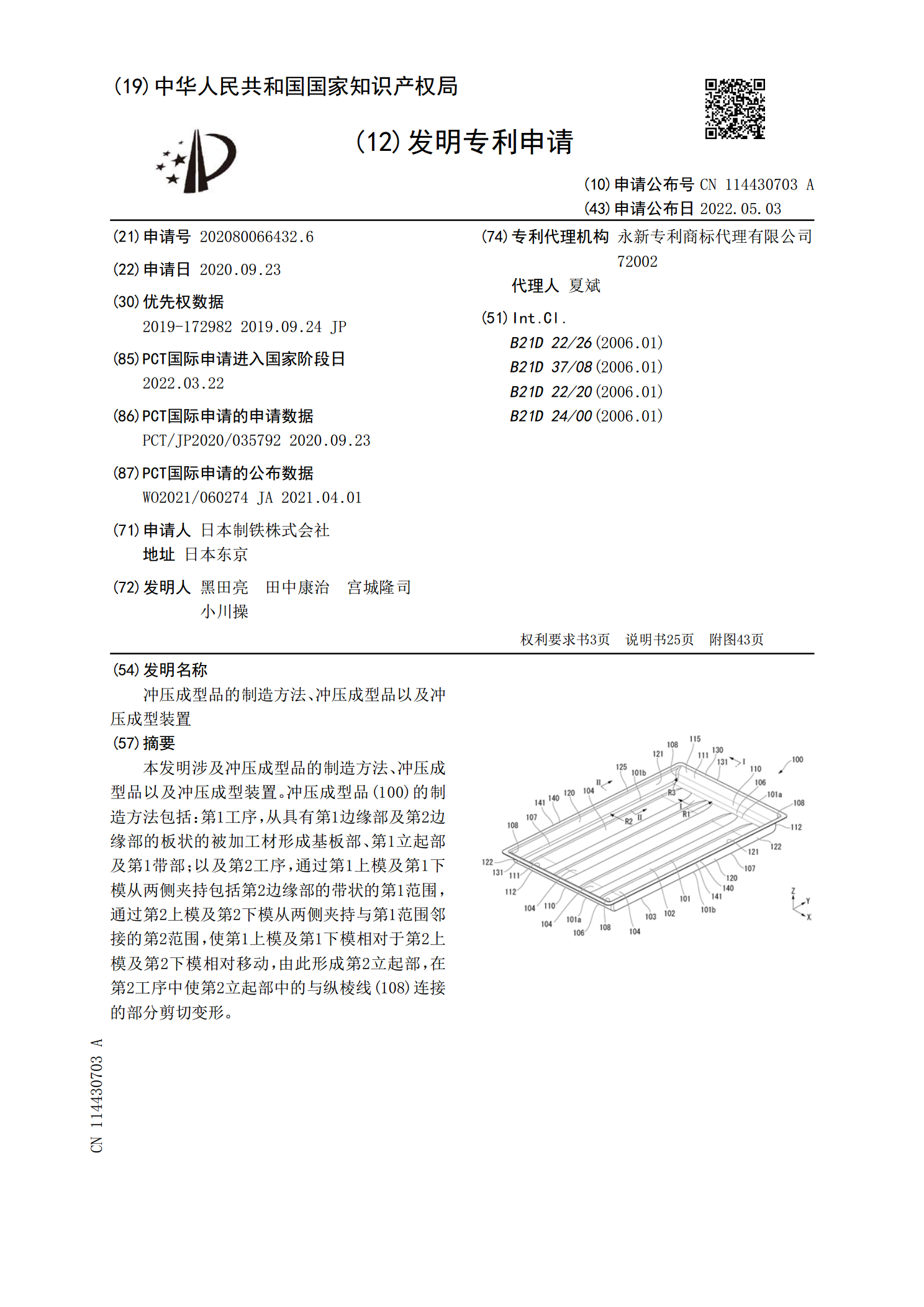
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。
用于热冲压成型钢的冶炼方法.pdf
本发明公开了一种用于热冲压成型钢的冶炼方法,属于冶金生产工艺设计技术领域。提供一种冶炼成本低、冶炼效率高,炼成产品质量稳定的用于热冲压成型钢的冶炼方法。所述的冶炼方法包括以下步骤,转炉造渣冶炼及钢水合金化,钢包内吹氩调Als,精炼炉内钢包渣改质和合金成分中限化,最后真空炉内去除夹杂并按碳、硅、锰、铝、钛、硼的顺序调整各合金元素成分至中限完成所述热冲压成型钢的冶炼工作。