
放射状毛刷及其制造方法.pdf

是飞****文章


1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
放射状毛刷及其制造方法.pdf
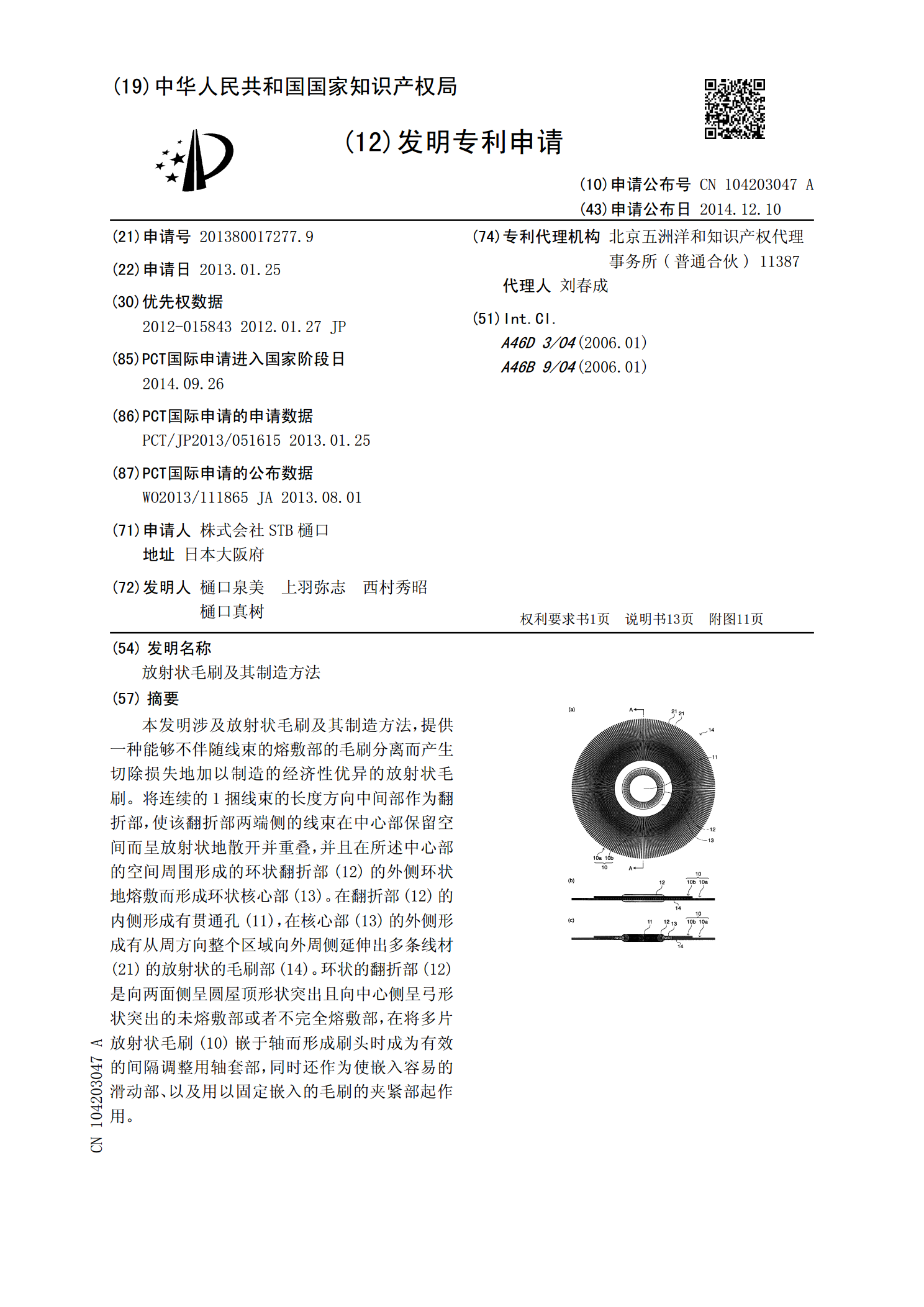
本发明涉及放射状毛刷及其制造方法,提供一种能够不伴随线束的熔敷部的毛刷分离而产生切除损失地加以制造的经济性优异的放射状毛刷。将连续的1捆线束的长度方向中间部作为翻折部,使该翻折部两端侧的线束在中心部保留空间而呈放射状地散开并重叠,并且在所述中心部的空间周围形成的环状翻折部(12)的外侧环状地熔敷而形成环状核心部(13)。在翻折部(12)的内侧形成有贯通孔(11),在核心部(13)的外侧形成有从周方向整个区域向外周侧延伸出多条线材(21)的放射状的毛刷部(14)。环状的翻折部(12)是向两面侧呈圆屋顶形状突
毛刷及其制造方法.pdf
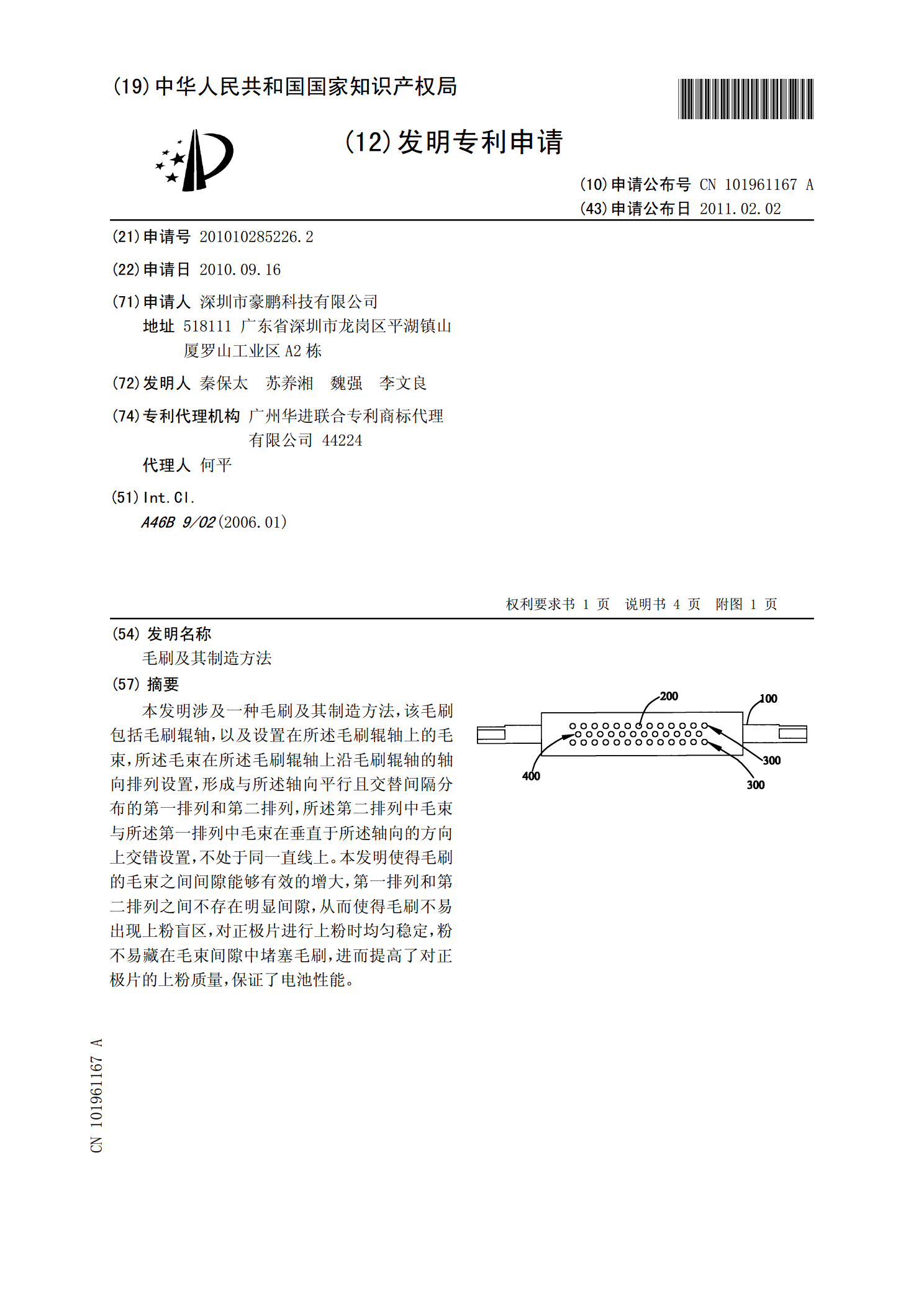
本发明涉及一种毛刷及其制造方法,该毛刷包括毛刷辊轴,以及设置在所述毛刷辊轴上的毛束,所述毛束在所述毛刷辊轴上沿毛刷辊轴的轴向排列设置,形成与所述轴向平行且交替间隔分布的第一排列和第二排列,所述第二排列中毛束与所述第一排列中毛束在垂直于所述轴向的方向上交错设置,不处于同一直线上。本发明使得毛刷的毛束之间间隙能够有效的增大,第一排列和第二排列之间不存在明显间隙,从而使得毛刷不易出现上粉盲区,对正极片进行上粉时均匀稳定,粉不易藏在毛束间隙中堵塞毛刷,进而提高了对正极片的上粉质量,保证了电池性能。
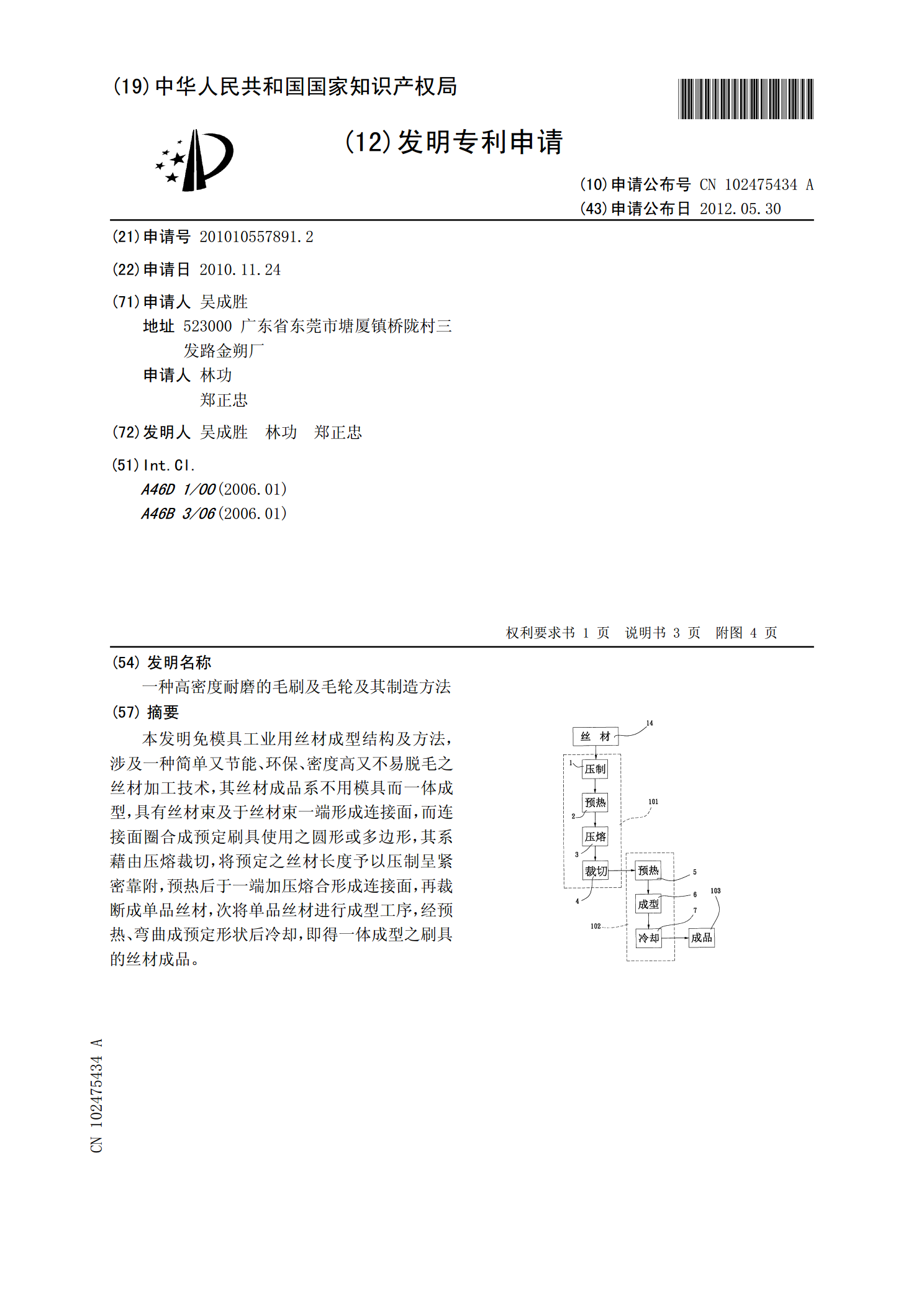
一种高密度耐磨的毛刷及毛轮及其制造方法.pdf
本发明免模具工业用丝材成型结构及方法,涉及一种简单又节能、环保、密度高又不易脱毛之丝材加工技术,其丝材成品系不用模具而一体成型,具有丝材束及于丝材束一端形成连接面,而连接面圈合成预定刷具使用之圆形或多边形,其系藉由压熔裁切,将预定之丝材长度予以压制呈紧密靠附,预热后于一端加压熔合形成连接面,再裁断成单品丝材,次将单品丝材进行成型工序,经预热、弯曲成预定形状后冷却,即得一体成型之刷具的丝材成品。

轮胎检测毛刷润滑机构及其方法.pdf
本发明所述的轮胎检测毛刷润滑机构,采取封闭喷淋式毛刷润滑装置与润滑液循环控制系统,以期将向毛刷表面喷淋润滑液的过程置于一特定容纳空间中,解决因多余润滑液喷溅到其他金属连接与支承部件而引起的生锈、腐蚀等问题,同时提高检测现场的卫生清洁度。轮胎检测毛刷润滑机构包括有毛刷,用于在被检测轮胎的子口处涂抹润滑液;安装架,用于承载毛刷并装配于连接板;升降装置,用于驱动所述的连接板;连接一润滑液循环系统的接水桶,接水桶的桶壁上部、相对于毛刷处设置有喷嘴;在初始工位,毛刷完全地置于接水桶的内腔中;所述的润滑液循环系统,具
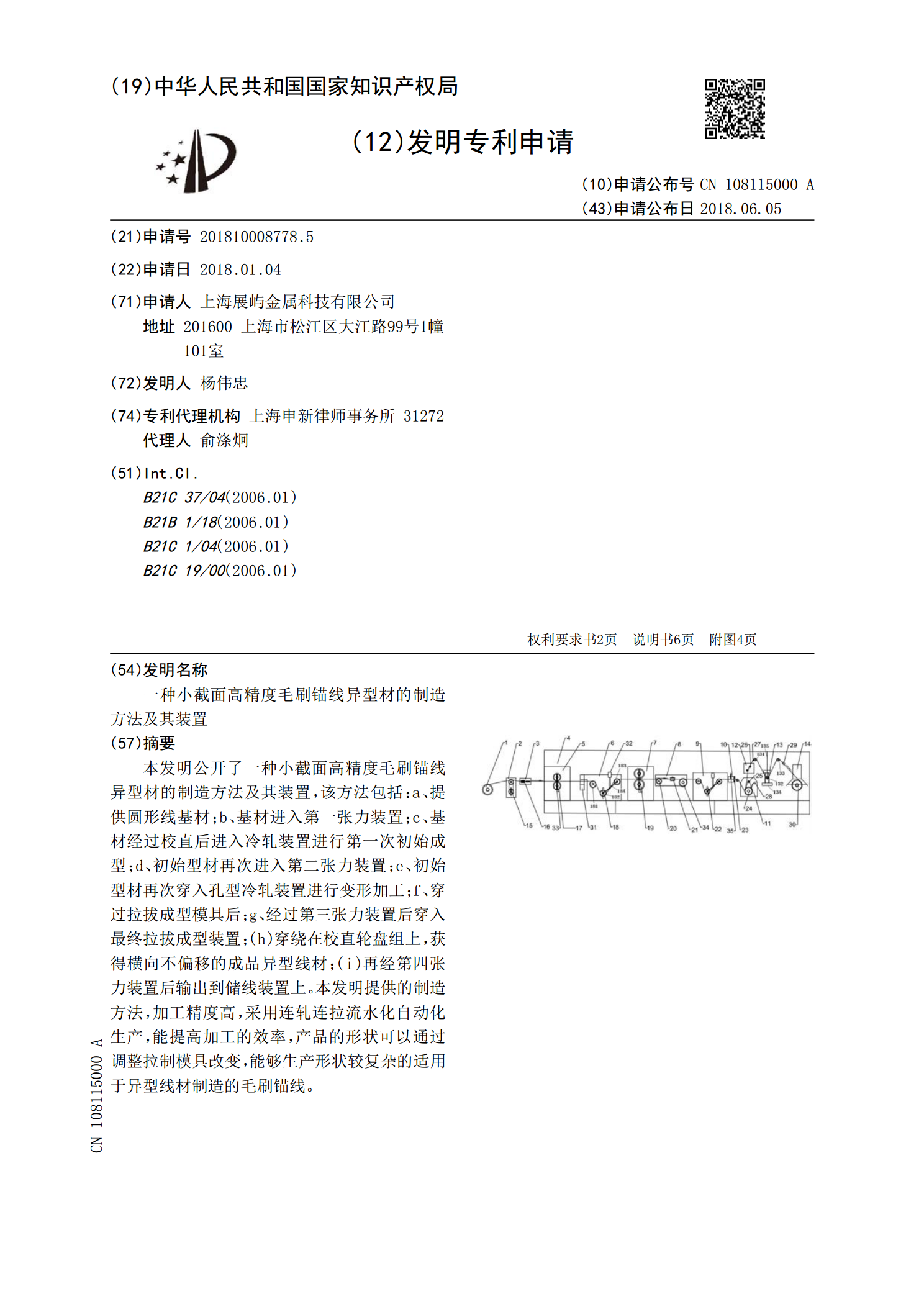
一种小截面高精度毛刷锚线异型材的制造方法及其装置.pdf
本发明公开了一种小截面高精度毛刷锚线异型材的制造方法及其装置,该方法包括:a、提供圆形线基材;b、基材进入第一张力装置;c、基材经过校直后进入冷轧装置进行第一次初始成型;d、初始型材再次进入第二张力装置;e、初始型材再次穿入孔型冷轧装置进行变形加工;f、穿过拉拔成型模具后;g、经过第三张力装置后穿入最终拉拔成型装置;(h)穿绕在校直轮盘组上,获得横向不偏移的成品异型线材;(i)再经第四张力装置后输出到储线装置上。本发明提供的制造方法,加工精度高,采用连轧连拉流水化自动化生产,能提高加工的效率,产品的形状可