
一种高密度耐磨的毛刷及毛轮及其制造方法.pdf

森林****io


1/9

2/9

3/9

4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高密度耐磨的毛刷及毛轮及其制造方法.pdf
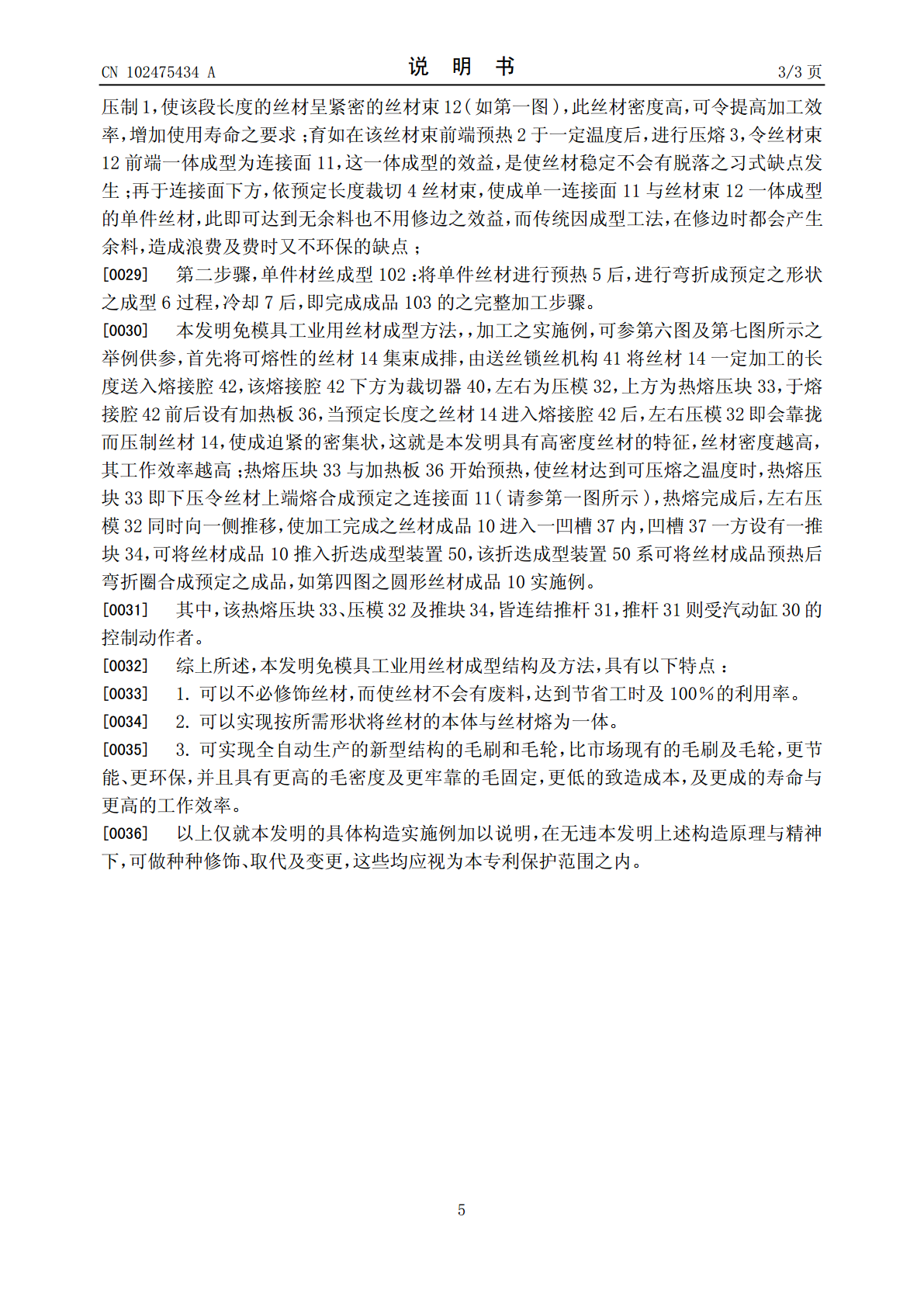
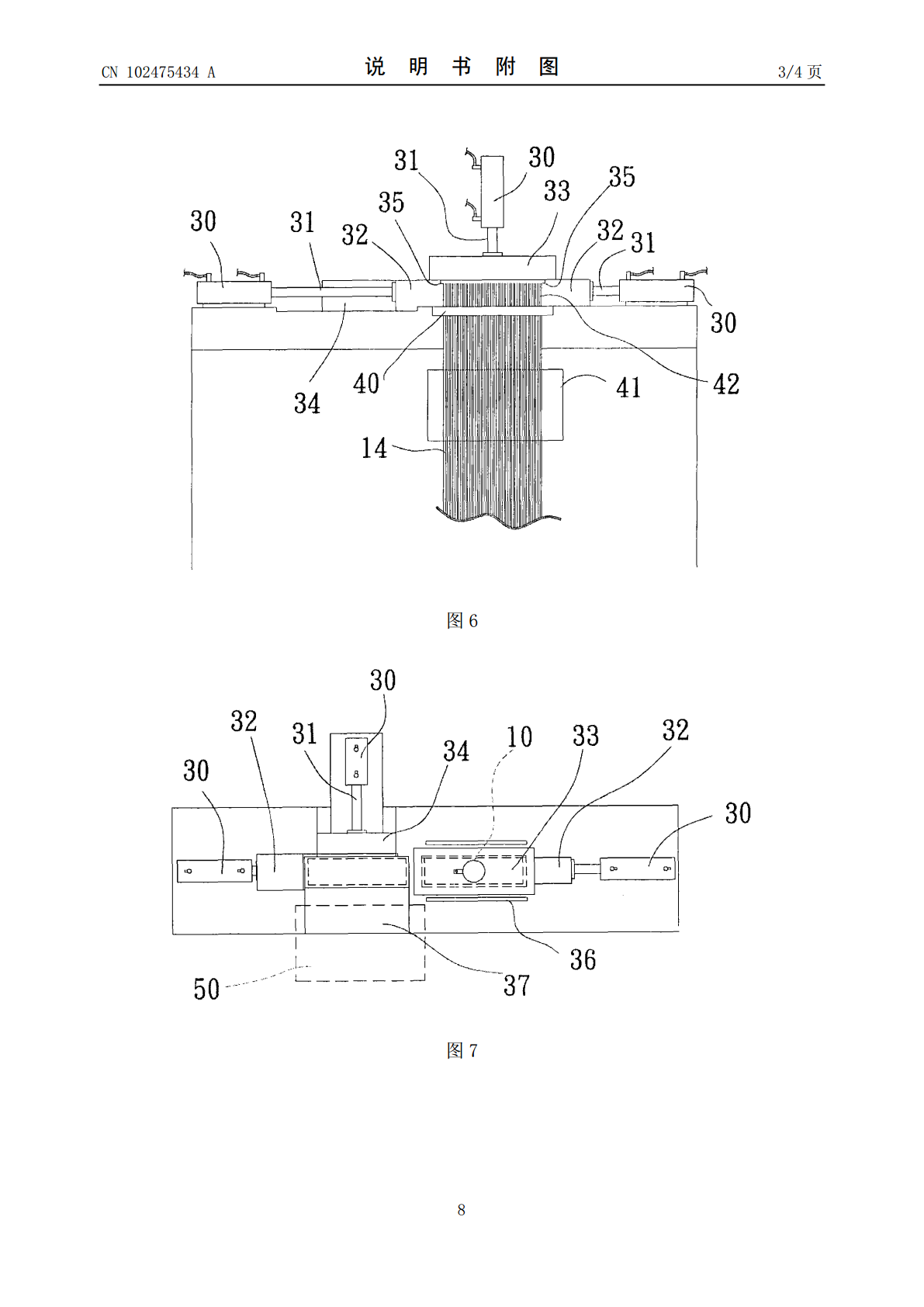
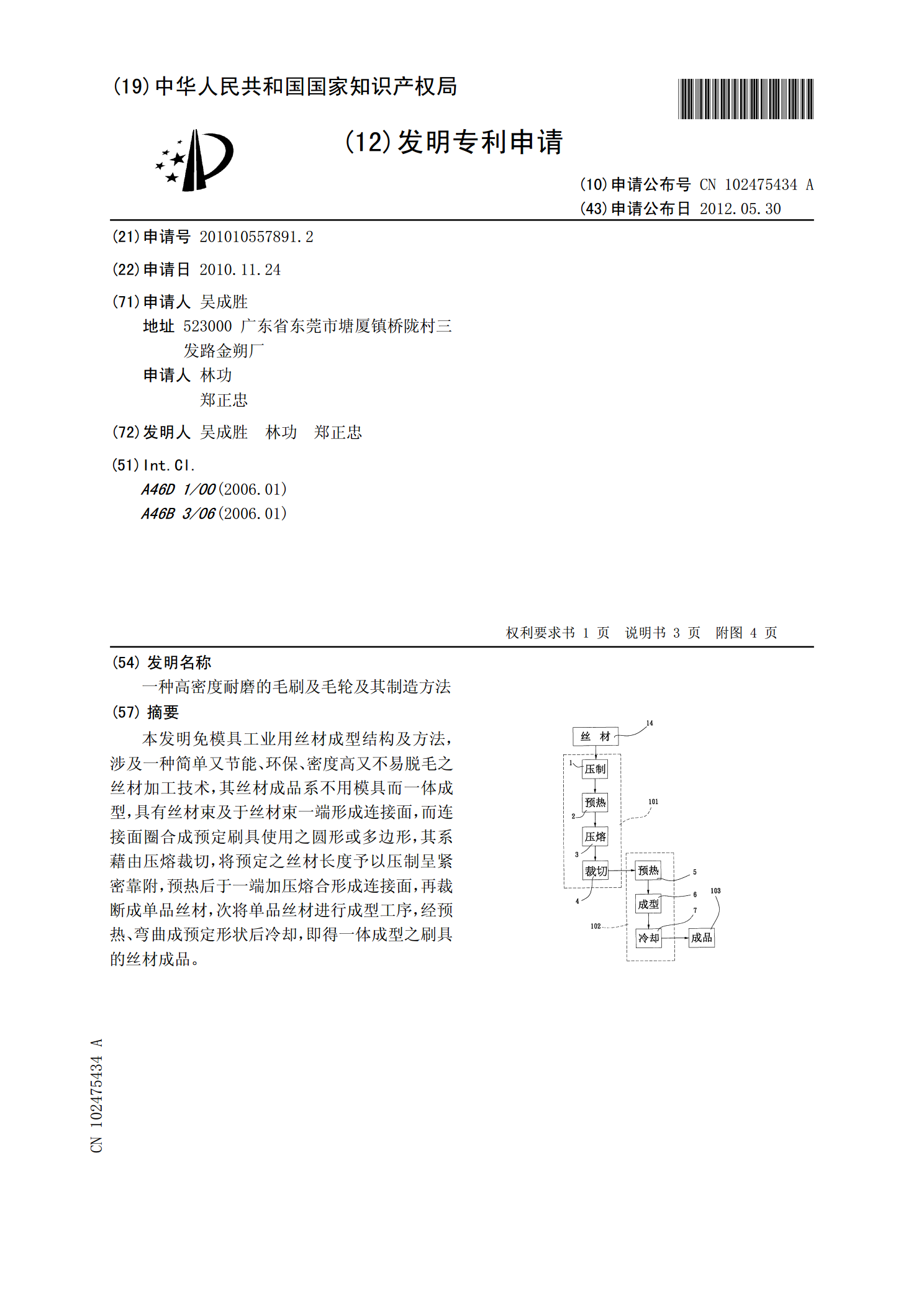
本发明免模具工业用丝材成型结构及方法,涉及一种简单又节能、环保、密度高又不易脱毛之丝材加工技术,其丝材成品系不用模具而一体成型,具有丝材束及于丝材束一端形成连接面,而连接面圈合成预定刷具使用之圆形或多边形,其系藉由压熔裁切,将预定之丝材长度予以压制呈紧密靠附,预热后于一端加压熔合形成连接面,再裁断成单品丝材,次将单品丝材进行成型工序,经预热、弯曲成预定形状后冷却,即得一体成型之刷具的丝材成品。
毛刷及其制造方法.pdf
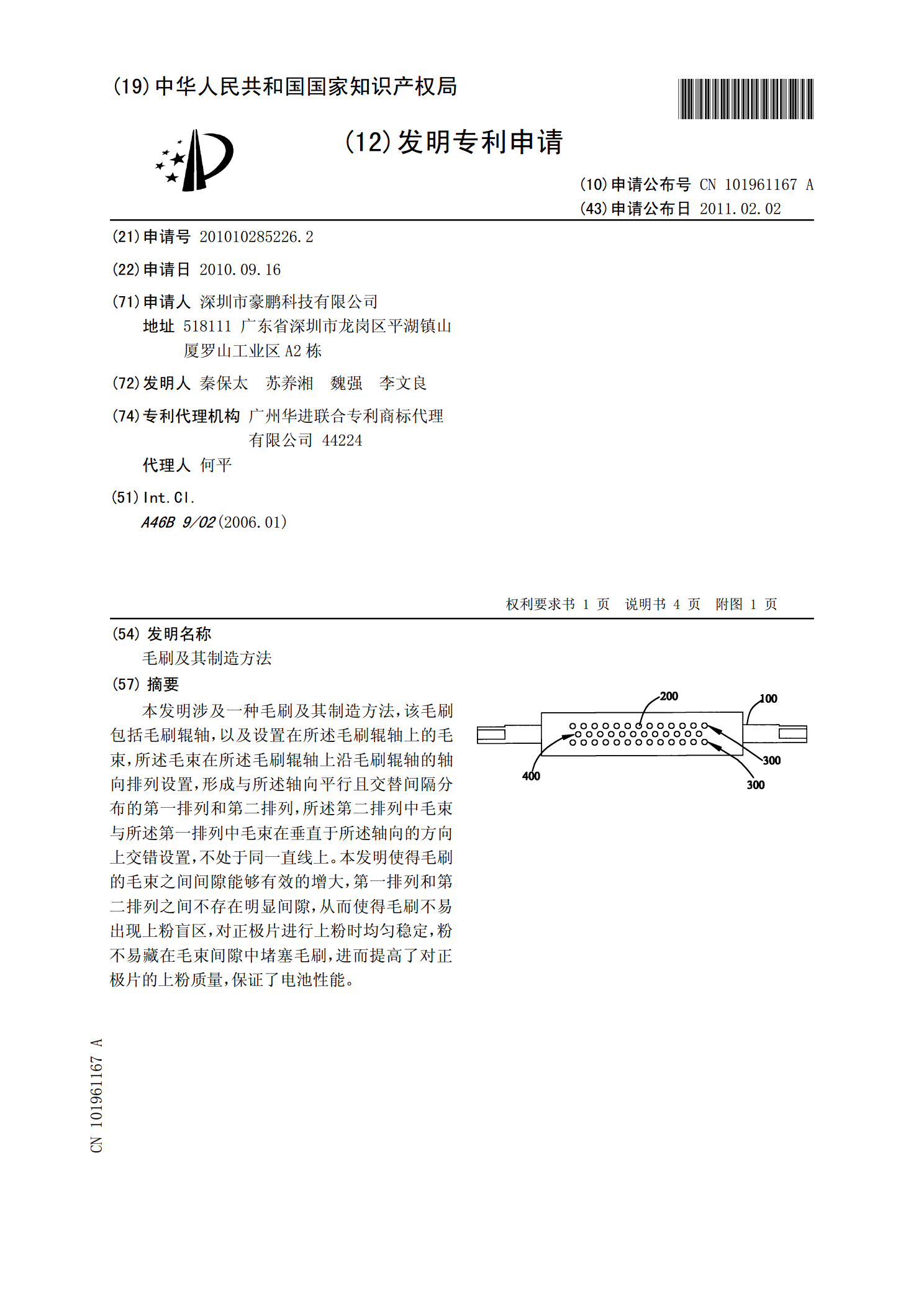
本发明涉及一种毛刷及其制造方法,该毛刷包括毛刷辊轴,以及设置在所述毛刷辊轴上的毛束,所述毛束在所述毛刷辊轴上沿毛刷辊轴的轴向排列设置,形成与所述轴向平行且交替间隔分布的第一排列和第二排列,所述第二排列中毛束与所述第一排列中毛束在垂直于所述轴向的方向上交错设置,不处于同一直线上。本发明使得毛刷的毛束之间间隙能够有效的增大,第一排列和第二排列之间不存在明显间隙,从而使得毛刷不易出现上粉盲区,对正极片进行上粉时均匀稳定,粉不易藏在毛束间隙中堵塞毛刷,进而提高了对正极片的上粉质量,保证了电池性能。
一种低成本高耐磨的耐磨钢及其制造方法.pdf
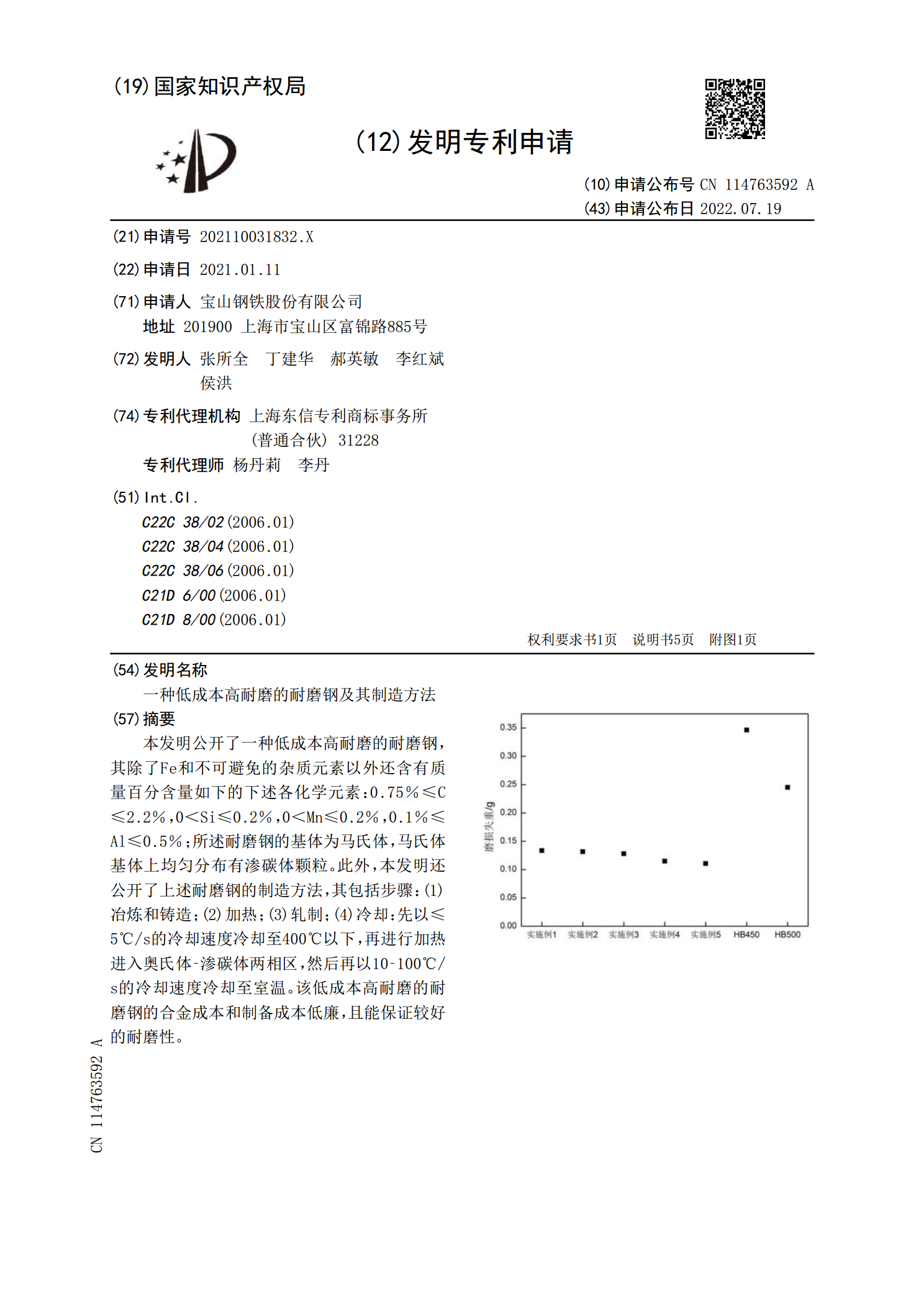
本发明公开了一种低成本高耐磨的耐磨钢,其除了Fe和不可避免的杂质元素以外还含有质量百分含量如下的下述各化学元素:0.75%≤C≤2.2%,0<Si≤0.2%,0<Mn≤0.2%,0.1%≤Al≤0.5%;所述耐磨钢的基体为马氏体,马氏体基体上均匀分布有渗碳体颗粒。此外,本发明还公开了上述耐磨钢的制造方法,其包括步骤:(1)冶炼和铸造;(2)加热;(3)轧制;(4)冷却:先以≤5℃/s的冷却速度冷却至400℃以下,再进行加热进入奥氏体?渗碳体两相区,然后再以10?100℃/s的冷却速度冷却至室温。该低成本高
放射状毛刷及其制造方法.pdf
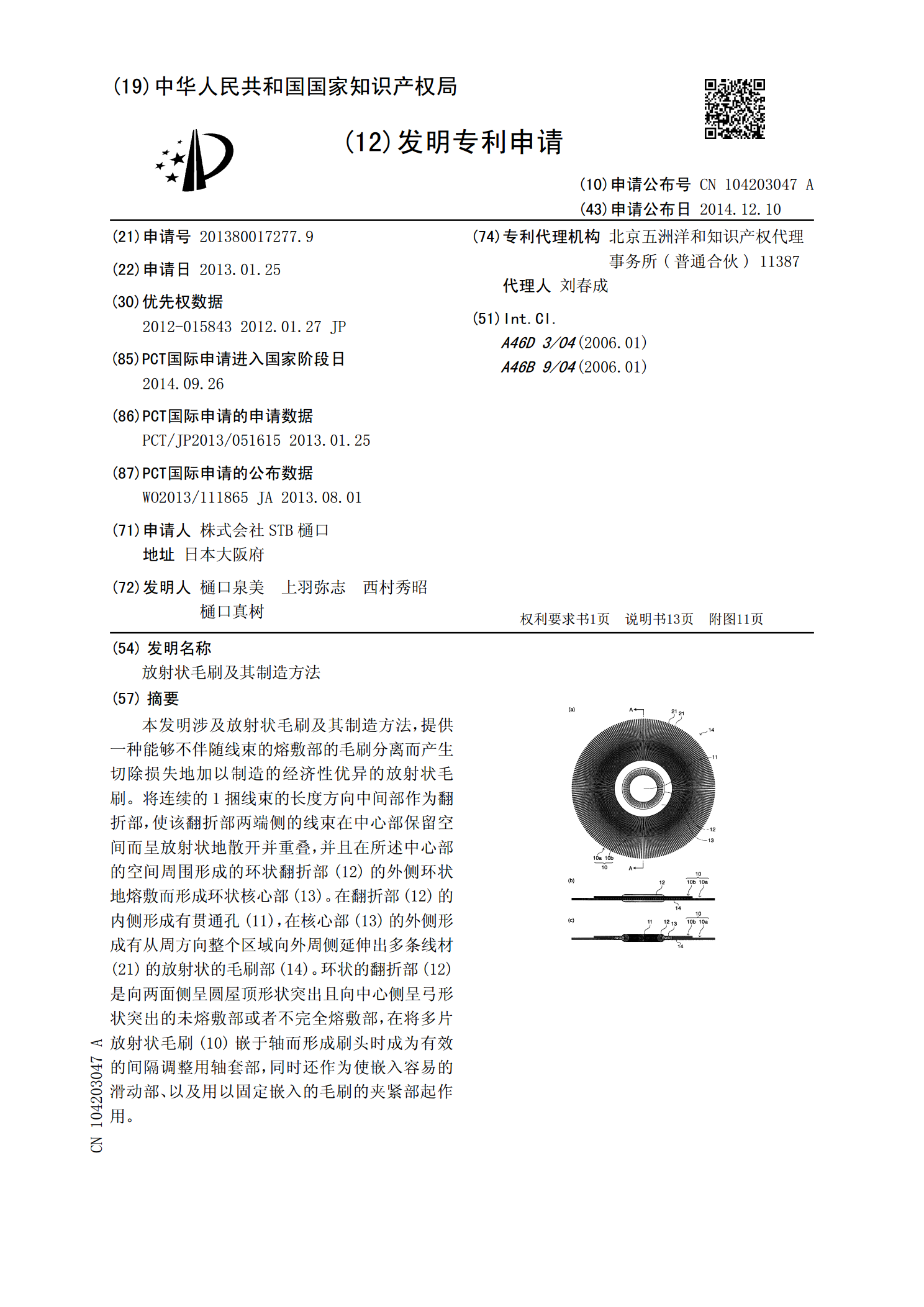
本发明涉及放射状毛刷及其制造方法,提供一种能够不伴随线束的熔敷部的毛刷分离而产生切除损失地加以制造的经济性优异的放射状毛刷。将连续的1捆线束的长度方向中间部作为翻折部,使该翻折部两端侧的线束在中心部保留空间而呈放射状地散开并重叠,并且在所述中心部的空间周围形成的环状翻折部(12)的外侧环状地熔敷而形成环状核心部(13)。在翻折部(12)的内侧形成有贯通孔(11),在核心部(13)的外侧形成有从周方向整个区域向外周侧延伸出多条线材(21)的放射状的毛刷部(14)。环状的翻折部(12)是向两面侧呈圆屋顶形状突
一种能够同孔多色植毛的毛刷植毛机及其植毛方法.pdf
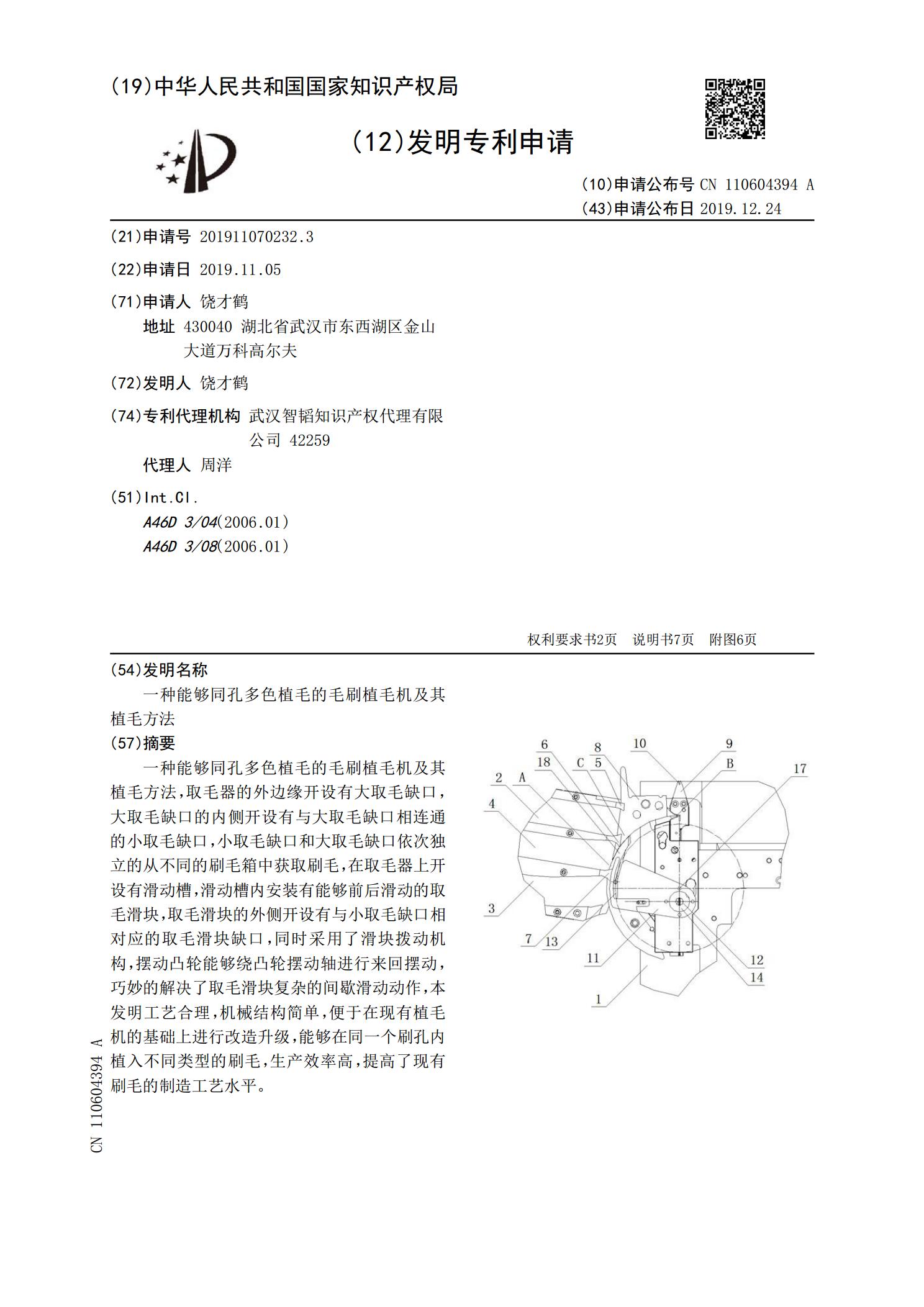
一种能够同孔多色植毛的毛刷植毛机及其植毛方法,取毛器的外边缘开设有大取毛缺口,大取毛缺口的内侧开设有与大取毛缺口相连通的小取毛缺口,小取毛缺口和大取毛缺口依次独立的从不同的刷毛箱中获取刷毛,在取毛器上开设有滑动槽,滑动槽内安装有能够前后滑动的取毛滑块,取毛滑块的外侧开设有与小取毛缺口相对应的取毛滑块缺口,同时采用了滑块拨动机构,摆动凸轮能够绕凸轮摆动轴进行来回摆动,巧妙的解决了取毛滑块复杂的间歇滑动动作,本发明工艺合理,机械结构简单,便于在现有植毛机的基础上进行改造升级,能够在同一个刷孔内植入不同类型的刷