
一种小截面高精度毛刷锚线异型材的制造方法及其装置.pdf

雨巷****凝海

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种小截面高精度毛刷锚线异型材的制造方法及其装置.pdf
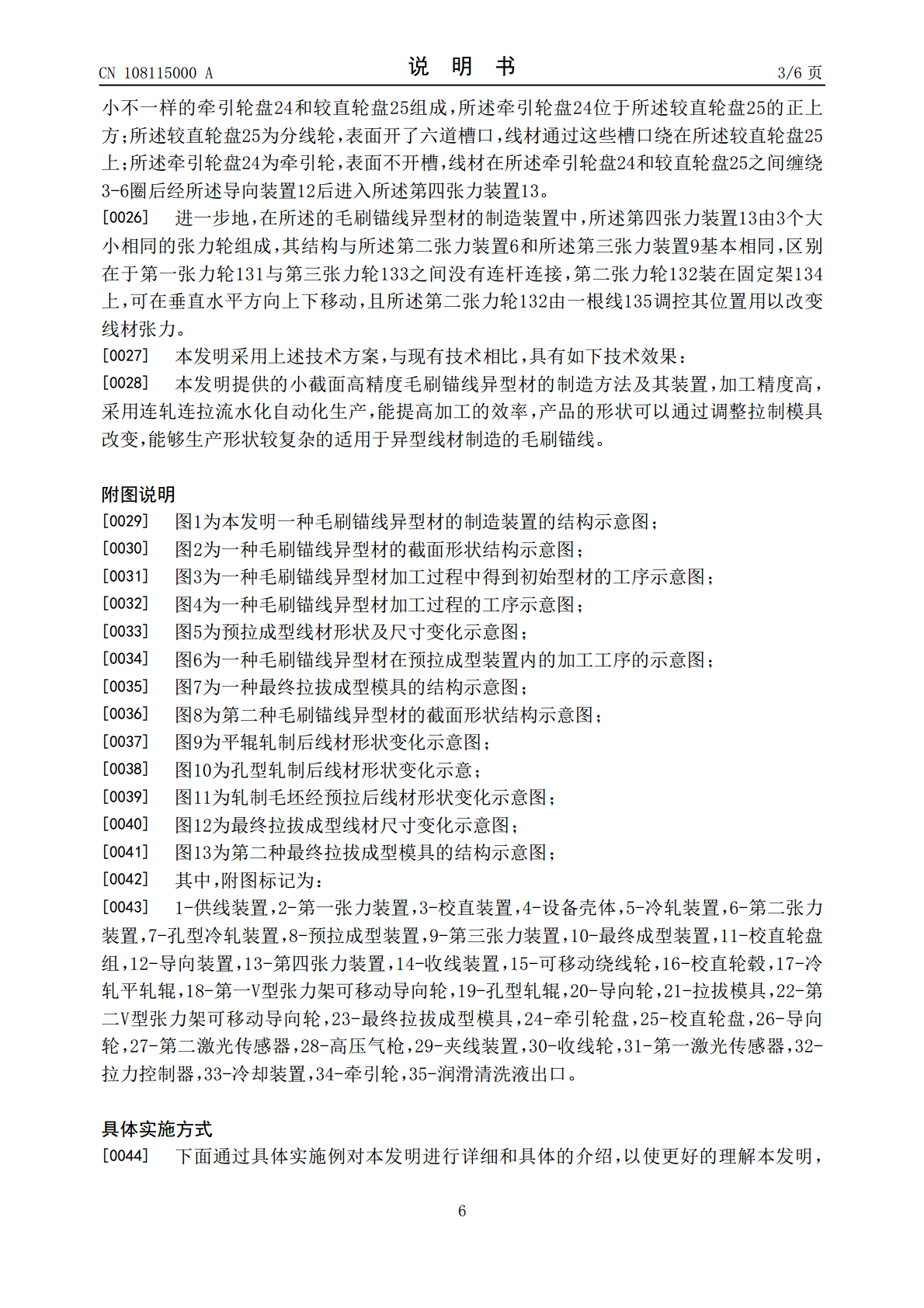
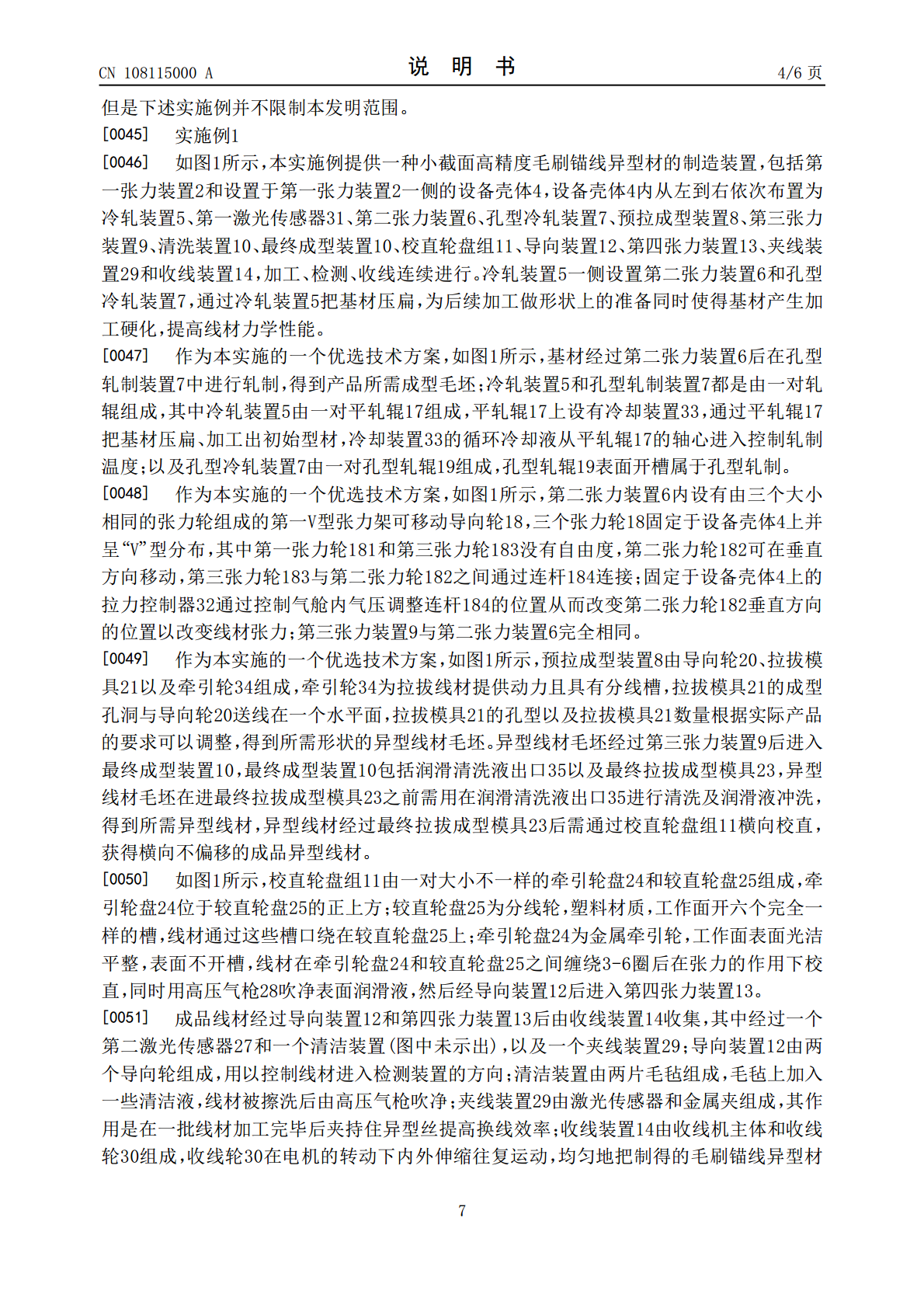
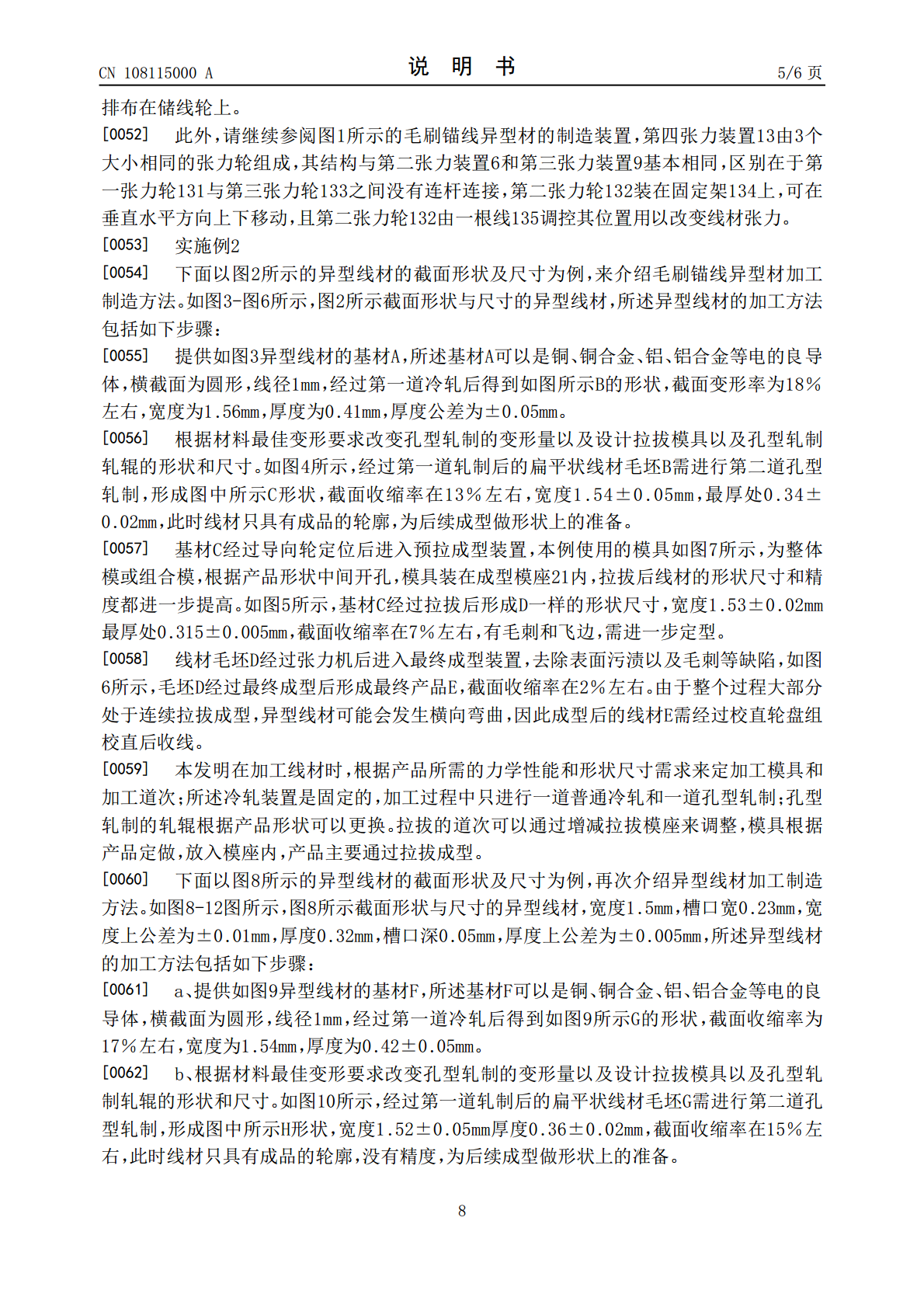
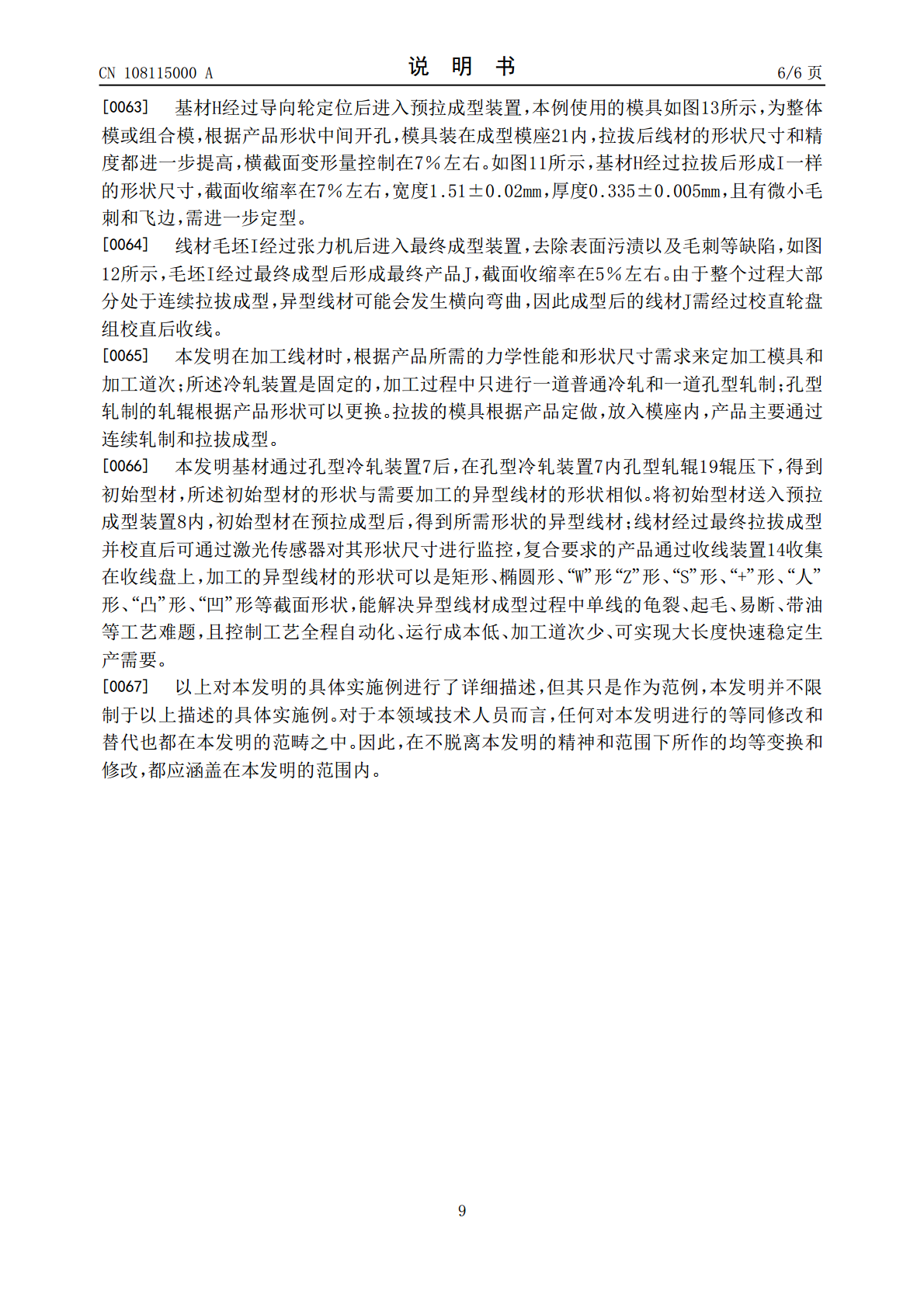
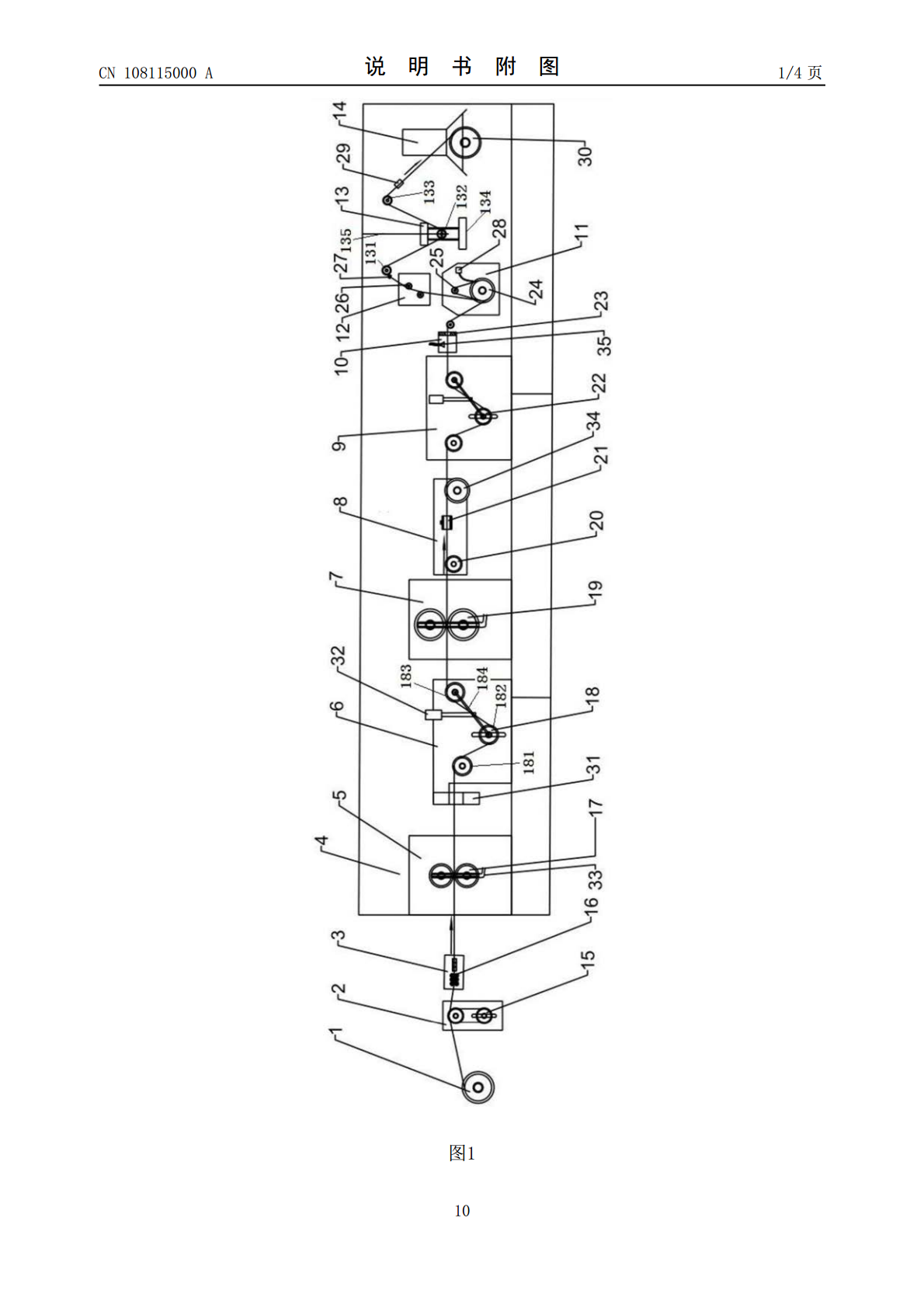
本发明公开了一种小截面高精度毛刷锚线异型材的制造方法及其装置,该方法包括:a、提供圆形线基材;b、基材进入第一张力装置;c、基材经过校直后进入冷轧装置进行第一次初始成型;d、初始型材再次进入第二张力装置;e、初始型材再次穿入孔型冷轧装置进行变形加工;f、穿过拉拔成型模具后;g、经过第三张力装置后穿入最终拉拔成型装置;(h)穿绕在校直轮盘组上,获得横向不偏移的成品异型线材;(i)再经第四张力装置后输出到储线装置上。本发明提供的制造方法,加工精度高,采用连轧连拉流水化自动化生产,能提高加工的效率,产品的形状可
一种合金锚线异型材的制造装置.pdf
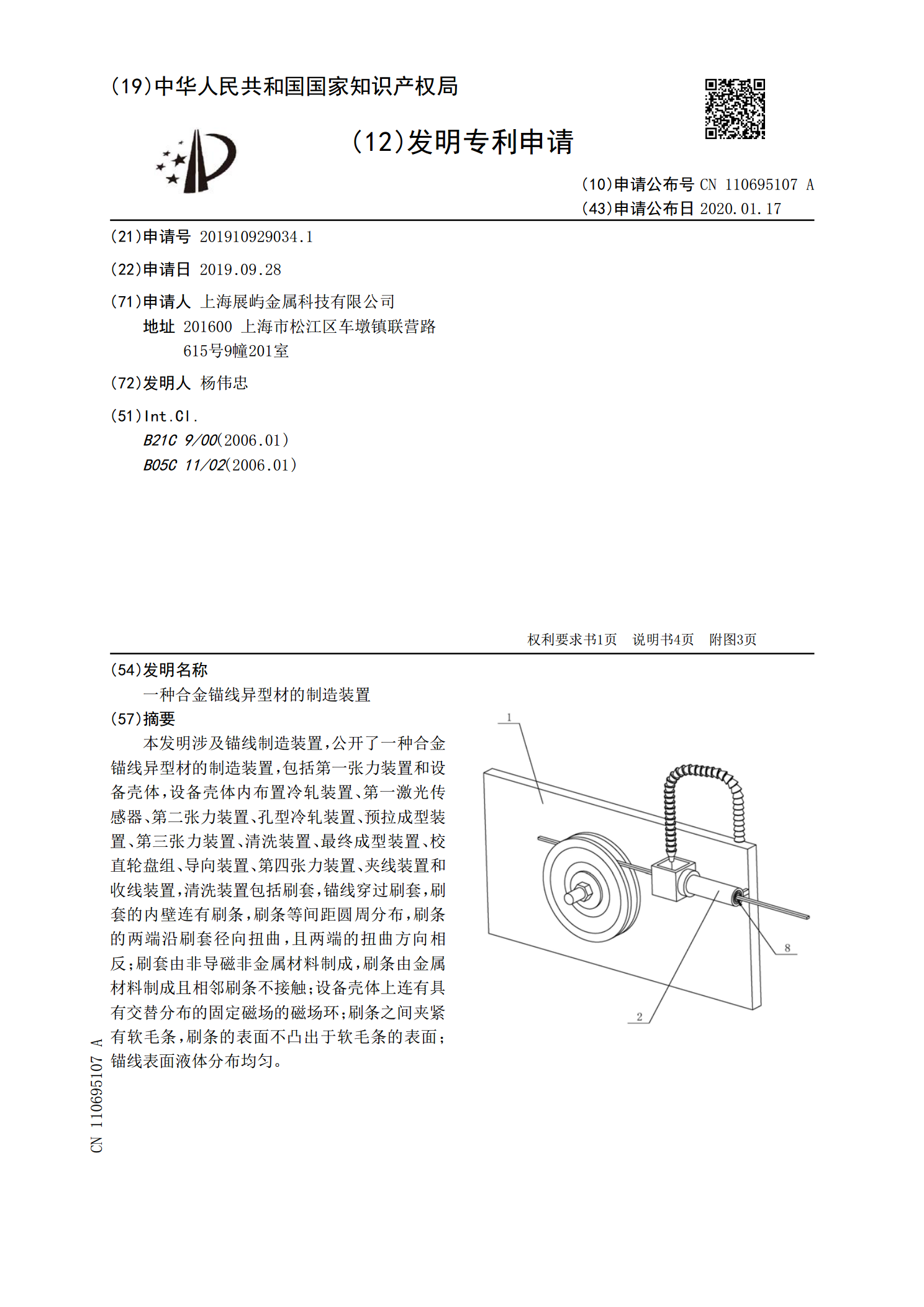
本发明涉及锚线制造装置,公开了一种合金锚线异型材的制造装置,包括第一张力装置和设备壳体,设备壳体内布置冷轧装置、第一激光传感器、第二张力装置、孔型冷轧装置、预拉成型装置、第三张力装置、清洗装置、最终成型装置、校直轮盘组、导向装置、第四张力装置、夹线装置和收线装置,清洗装置包括刷套,锚线穿过刷套,刷套的内壁连有刷条,刷条等间距圆周分布,刷条的两端沿刷套径向扭曲,且两端的扭曲方向相反;刷套由非导磁非金属材料制成,刷条由金属材料制成且相邻刷条不接触;设备壳体上连有具有交替分布的固定磁场的磁场环;刷条之间夹紧有软
毛刷及其制造方法.pdf
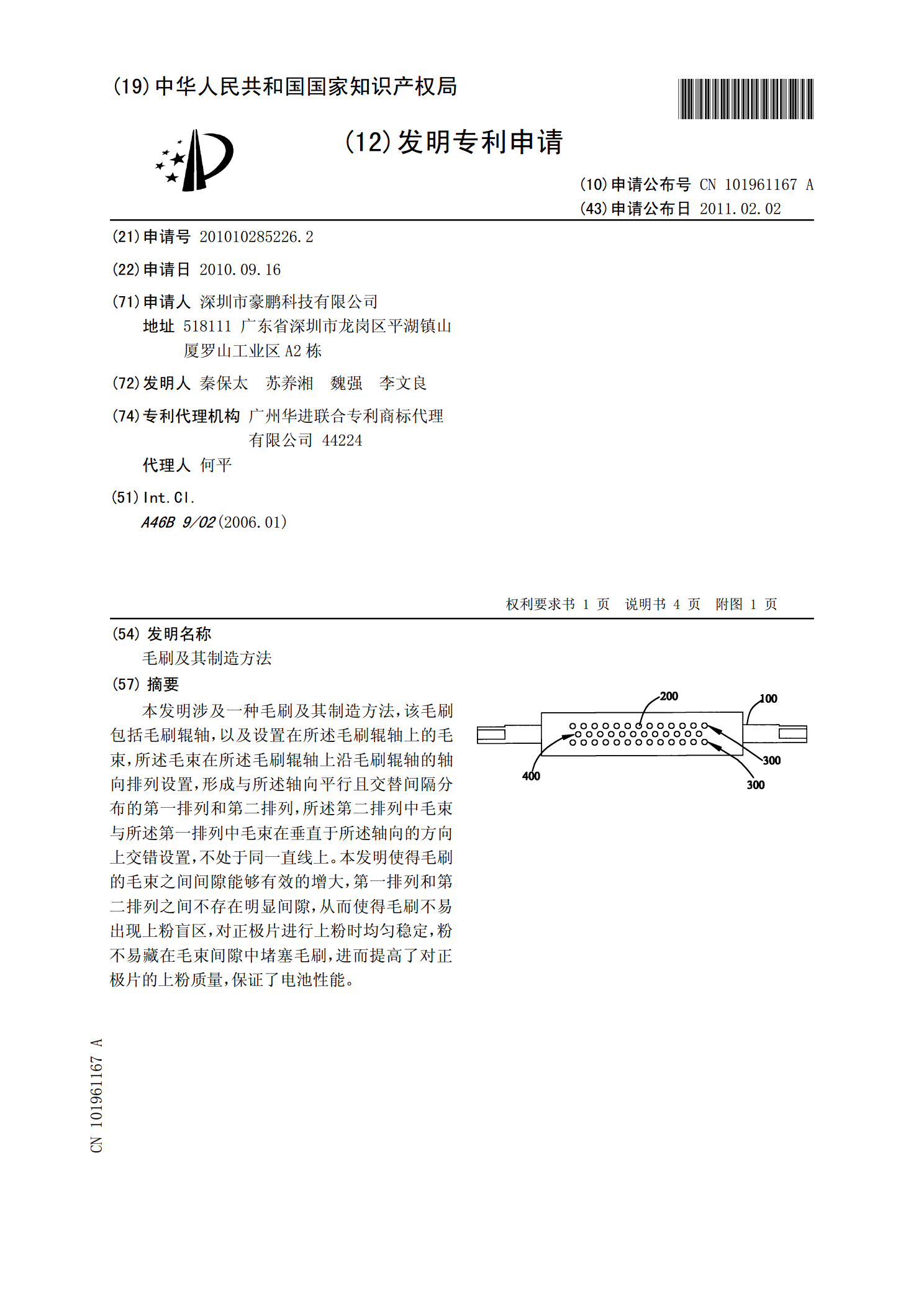
本发明涉及一种毛刷及其制造方法,该毛刷包括毛刷辊轴,以及设置在所述毛刷辊轴上的毛束,所述毛束在所述毛刷辊轴上沿毛刷辊轴的轴向排列设置,形成与所述轴向平行且交替间隔分布的第一排列和第二排列,所述第二排列中毛束与所述第一排列中毛束在垂直于所述轴向的方向上交错设置,不处于同一直线上。本发明使得毛刷的毛束之间间隙能够有效的增大,第一排列和第二排列之间不存在明显间隙,从而使得毛刷不易出现上粉盲区,对正极片进行上粉时均匀稳定,粉不易藏在毛束间隙中堵塞毛刷,进而提高了对正极片的上粉质量,保证了电池性能。

一种大截面钢芯铝绞线及其制造方法.pdf
本发明涉及一种大截面钢芯铝绞线,所述钢芯部分为三层,由中心层、内层和外层构成,内层逆时针绞合在中心层外缘,外层顺时针绞合在内层外缘;所述铝线部分为四层,由最内层、邻内层、邻外层和最外层构成,最内层逆时针绞合在外层外缘,邻内层顺时针绞合在最内层外缘,邻外层逆时针绞合在邻内层外缘,最外层顺时针绞合在邻外层外缘。本发明中,绞合后的钢芯铝绞线均匀紧密,表面光洁,排线整齐,不松散,导电性能好、载流量大、耐腐蚀性强、使用寿命长,拉断力能够达到336千牛,充分满足500千伏、750千伏、1000千伏等超、特高压输电线路
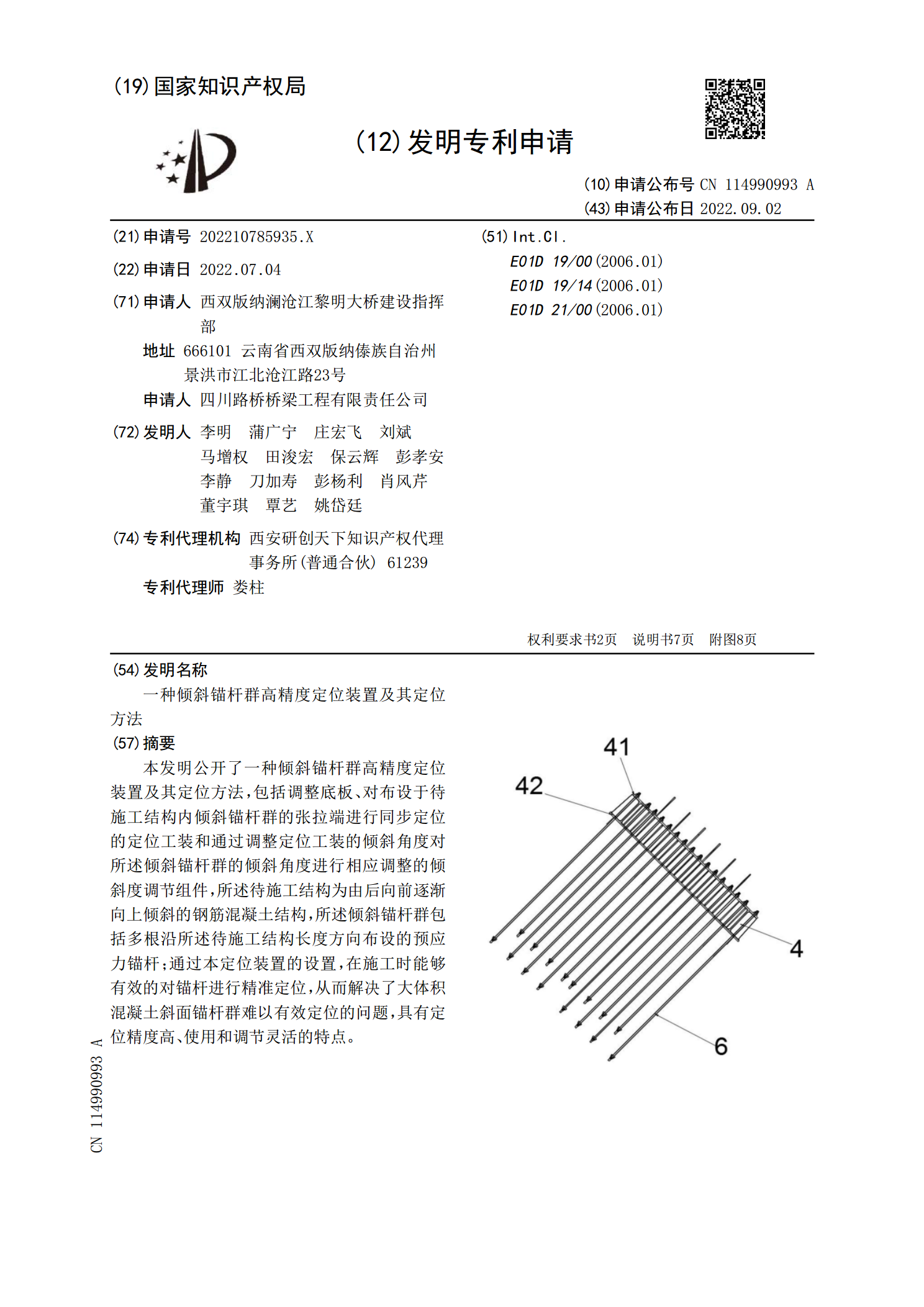
一种倾斜锚杆群高精度定位装置及其定位方法.pdf
本发明公开了一种倾斜锚杆群高精度定位装置及其定位方法,包括调整底板、对布设于待施工结构内倾斜锚杆群的张拉端进行同步定位的定位工装和通过调整定位工装的倾斜角度对所述倾斜锚杆群的倾斜角度进行相应调整的倾斜度调节组件,所述待施工结构为由后向前逐渐向上倾斜的钢筋混凝土结构,所述倾斜锚杆群包括多根沿所述待施工结构长度方向布设的预应力锚杆;通过本定位装置的设置,在施工时能够有效的对锚杆进行精准定位,从而解决了大体积混凝土斜面锚杆群难以有效定位的问题,具有定位精度高、使用和调节灵活的特点。