
薄壁铸件的浇注系统及其浇注方法.pdf

小琛****82


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁铸件的浇注系统及其浇注方法.pdf
一种薄壁铸件的浇注系统,它包括型腔、直浇道、横浇道、内浇道和出气口,直浇道与横浇道连通,横浇道与内浇道连通,型腔与内浇道连通,出气口与型腔连通,横浇道分为上横浇道和下横浇道,上横浇道与直浇道连通,下横浇道与内浇道连通,上横浇道与下横浇道之间通过截留面连通,且上横浇道与截留面的连接处设有集渣包;及一种薄壁铸件的浇注方法,其特征在于:随流孕育,浇注温度为1350~1400℃,浇注速度为270~320kg/min;与现有技术相比,本发明具有在保证铸件的品质的前提下,可使得铸件成品率、出品率较高及生产成本较低的特

大型铸件浇注系统及降低浇注高度的方法.pdf
本发明公开了一种大型铸件浇注系统及降低浇注高度的方法,属于铸造技术,生产大型铸件时若车间高度方向空间不足,无法进行生产浇注,本发明将过桥砂箱安装在主砂箱的侧面且过桥砂箱的顶面不高于主砂箱的顶面,从而将浇口盆的高度降低,在浇口盆的上方留足空间,令铁水包的倾倒口能够高于浇口盆进行浇注。而且,在主砂箱相对的两侧均设过桥砂箱和浇口盆;用两台行车分别吊运一个铁水包,对两侧的浇口盆同时浇注,这样可以利用高度矮容量小的铁水包浇注大型铸件,有利于铁水包的倾倒口高于浇口盆,保证产品质量,提高浇注效率。

汽车飞轮浇注系统及其浇注方法.pdf
本发明提供了一种能够降低铸件废品率,并且表面光洁的汽车飞轮浇注系统及其浇注方法。本发明的汽车飞轮浇注系统,包括浇口杯、直浇道、横浇道、带有冒口颈的冒口和内浇口;还包括冒口颈冷铁,所述冒口颈冷铁位于所述冒口颈的下方。本发明的汽车飞轮浇注系统及其浇注方法,在冒口颈处安放冒口颈冷铁,既可充分利用冒口的有限量铁液补缩,又可使冒口颈及时凝固,充分发挥球墨铸铁石墨化膨胀自补缩作用,大大减小了飞轮铸件的内部缩孔和缩松缺陷,使飞轮的废品率由15%降低到5%以内,工艺出品率大大提高。
镁合金成型浇注系统及其浇注方法.pdf
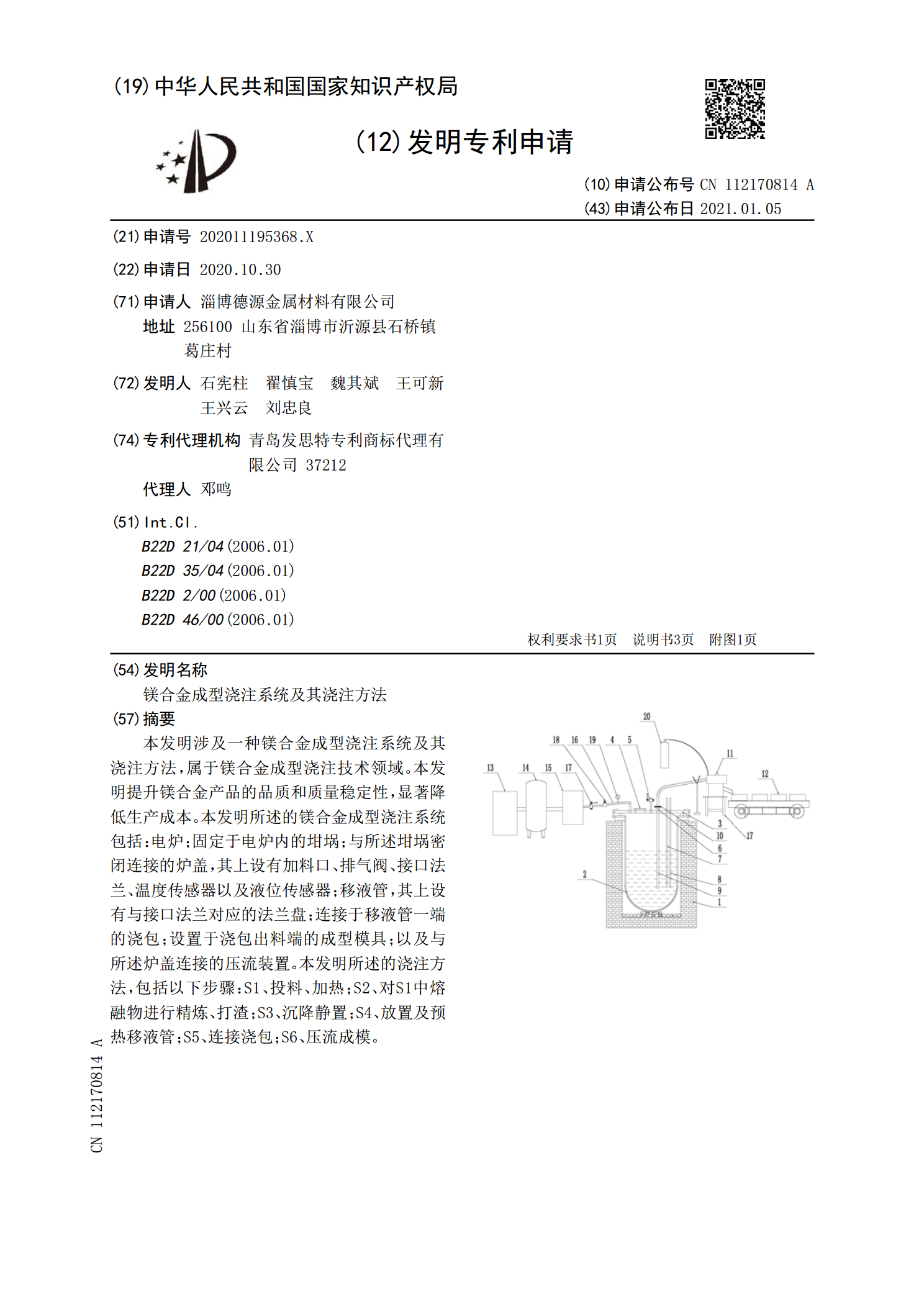
本发明涉及一种镁合金成型浇注系统及其浇注方法,属于镁合金成型浇注技术领域。本发明提升镁合金产品的品质和质量稳定性,显著降低生产成本。本发明所述的镁合金成型浇注系统包括:电炉;固定于电炉内的坩埚;与所述坩埚密闭连接的炉盖,其上设有加料口、排气阀、接口法兰、温度传感器以及液位传感器;移液管,其上设有与接口法兰对应的法兰盘;连接于移液管一端的浇包;设置于浇包出料端的成型模具;以及与所述炉盖连接的压流装置。本发明所述的浇注方法,包括以下步骤:S1、投料、加热;S2、对S1中熔融物进行精炼、打渣;S3、沉降静置;S
一种曳引机转子铸件的浇注系统及浇注方法.pdf
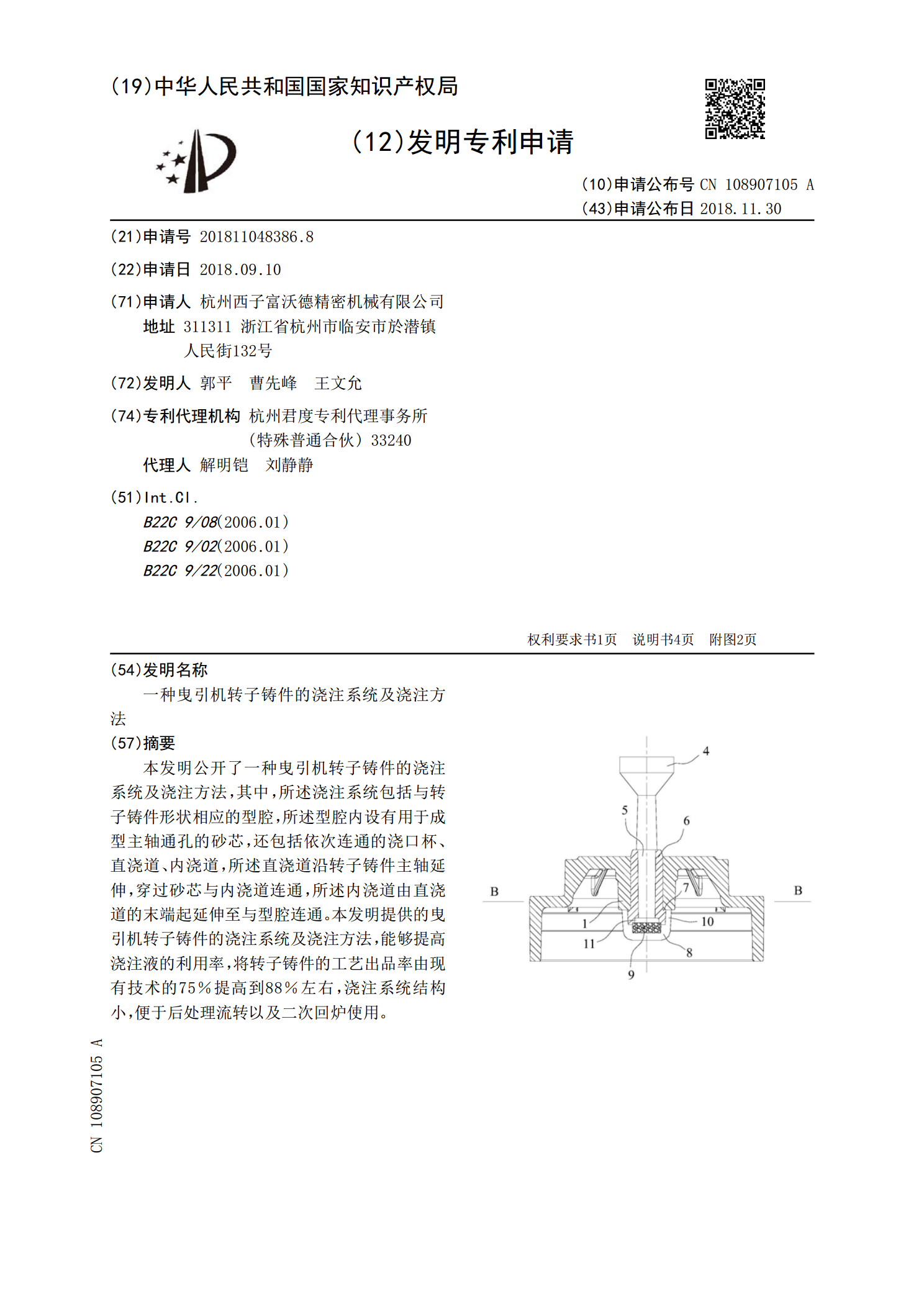
本发明公开了一种曳引机转子铸件的浇注系统及浇注方法,其中,所述浇注系统包括与转子铸件形状相应的型腔,所述型腔内设有用于成型主轴通孔的砂芯,还包括依次连通的浇口杯、直浇道、内浇道,所述直浇道沿转子铸件主轴延伸,穿过砂芯与内浇道连通,所述内浇道由直浇道的末端起延伸至与型腔连通。本发明提供的曳引机转子铸件的浇注系统及浇注方法,能够提高浇注液的利用率,将转子铸件的工艺出品率由现有技术的75%提高到88%左右,浇注系统结构小,便于后处理流转以及二次回炉使用。