
一种超大头长杆螺栓制造方法与模具结构.pdf

一只****写意

1/9
2/9

3/9
4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超大头长杆螺栓制造方法与模具结构.pdf
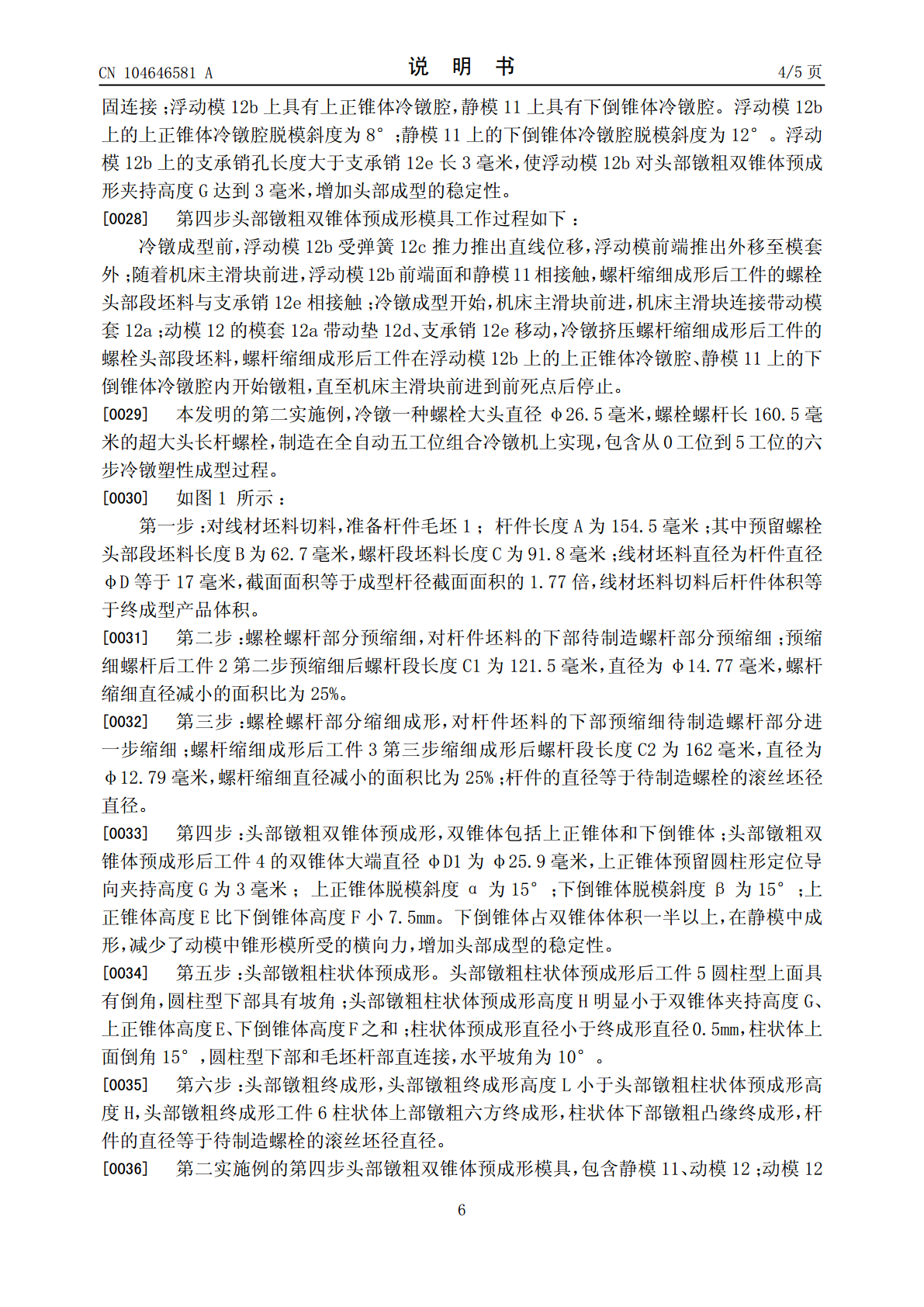
本发明公开一种超大头长杆螺栓制造方法:第一步:准备杆件毛坯;线材坯料的截面面积等于终成型杆径截面面积的1.5-1.8倍。第二步:螺栓螺杆部分预缩细,直径减小的面积比为20-25%。第三步:螺栓螺杆部分缩细成形,直径减小的面积比为20-25%;第四步:头部镦粗双锥体预成形,双锥体包括上正锥体和下倒锥体;上正锥体预留圆柱形定位导向夹持高度3毫米;上正锥体脱模斜度为8°-15°;下倒锥体脱模斜度为12°-15°;上正锥体高度比下倒锥体高度小1~7.5mm。下倒锥体占双锥体体积一半以上,在静模中成形,减少了动模中
一种细长杆螺栓的热处理方法.pdf
一种细长杆螺栓的热处理方法,其特征在于:包括以下步骤,将螺栓输入网带炉中进行淬火加热,调节网带炉加热温度,使螺栓在820~840℃维持时间大于40分钟;将加热后的螺栓进行淬火冷却;根据螺栓的性能等级调整回火部的回火温度;将冷却后的螺栓送入回火部回火,当螺栓的性能等级为8.8级时,螺栓在590~630℃维持时间大于100分钟,当螺栓的性能等级为10.9级时,螺栓在490~530℃维持时间大于100分钟。本发明的优点在于:通过合理的控制热处理淬火的工艺参数,淬火温度与时间的合理搭配,热处理变形小,热处理后不需
一种长杆外星轮的预锻模具结构.pdf
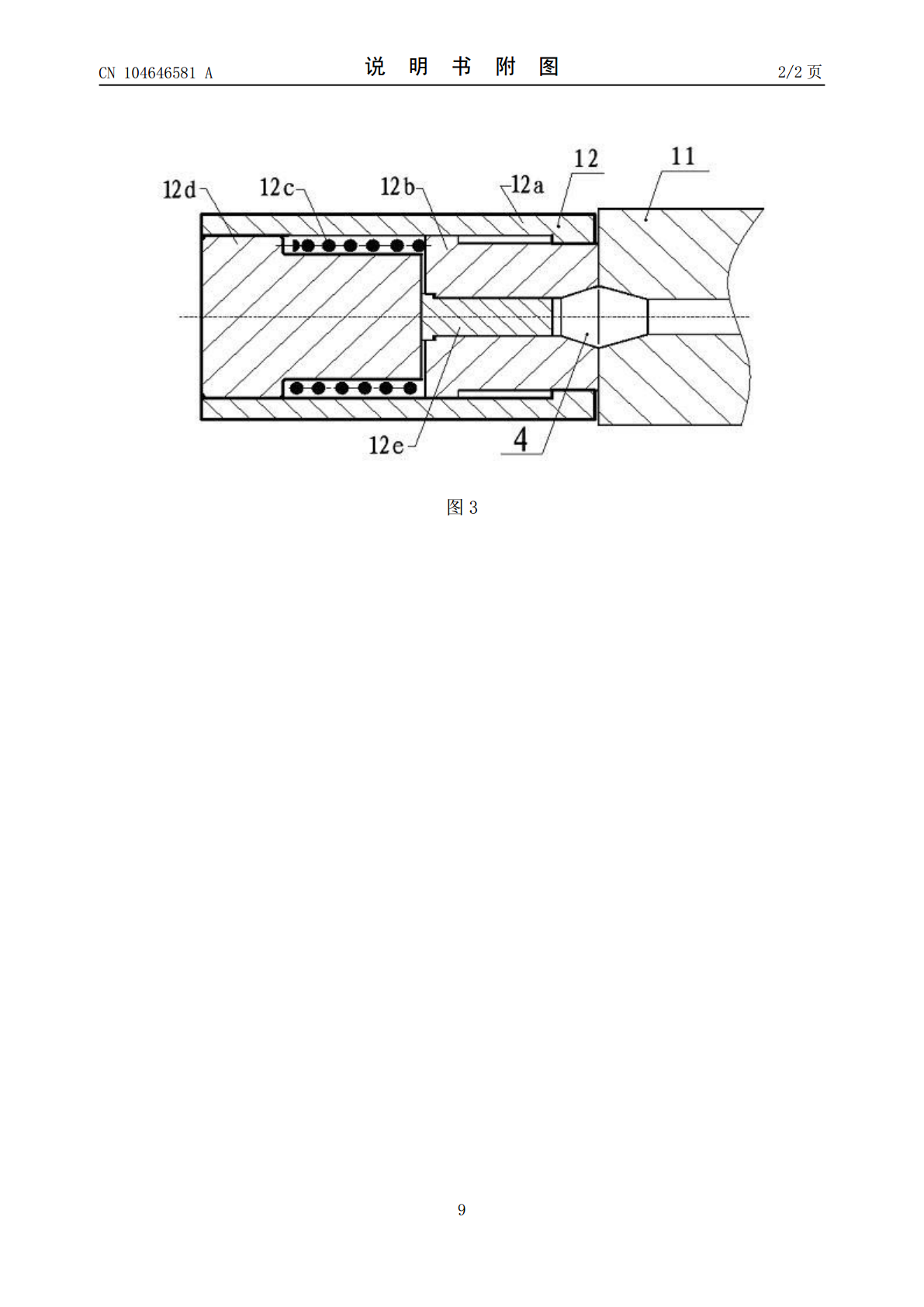
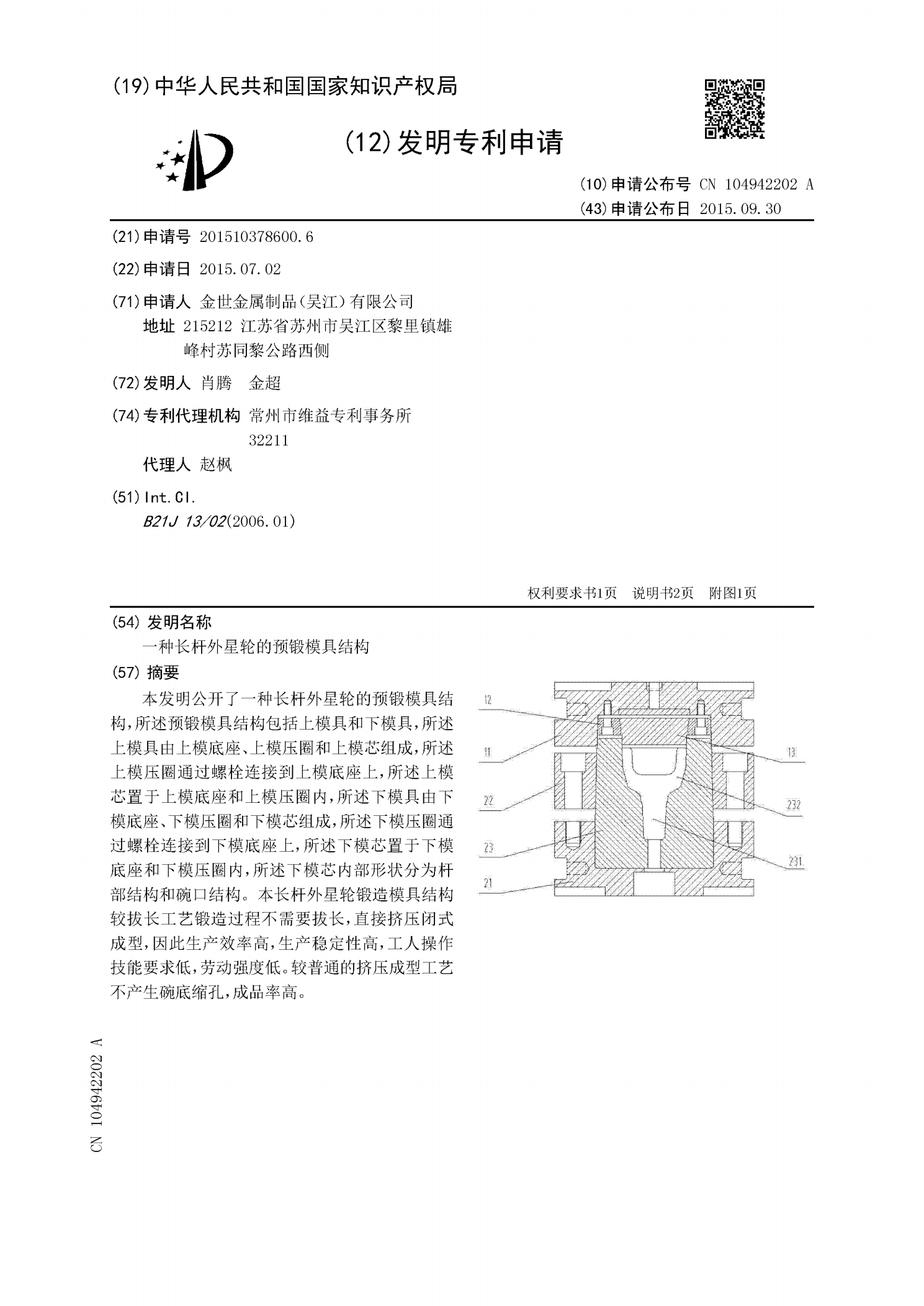
本发明公开了一种长杆外星轮的预锻模具结构,所述预锻模具结构包括上模具和下模具,所述上模具由上模底座、上模压圈和上模芯组成,所述上模压圈通过螺栓连接到上模底座上,所述上模芯置于上模底座和上模压圈内,所述下模具由下模底座、下模压圈和下模芯组成,所述下模压圈通过螺栓连接到下模底座上,所述下模芯置于下模底座和下模压圈内,所述下模芯内部形状分为杆部结构和碗口结构。本长杆外星轮锻造模具结构较拔长工艺锻造过程不需要拔长,直接挤压闭式成型,因此生产效率高,生产稳定性高,工人操作技能要求低,劳动强度低。较普通的挤压成型工艺
一种超结结构及其制造方法.pdf
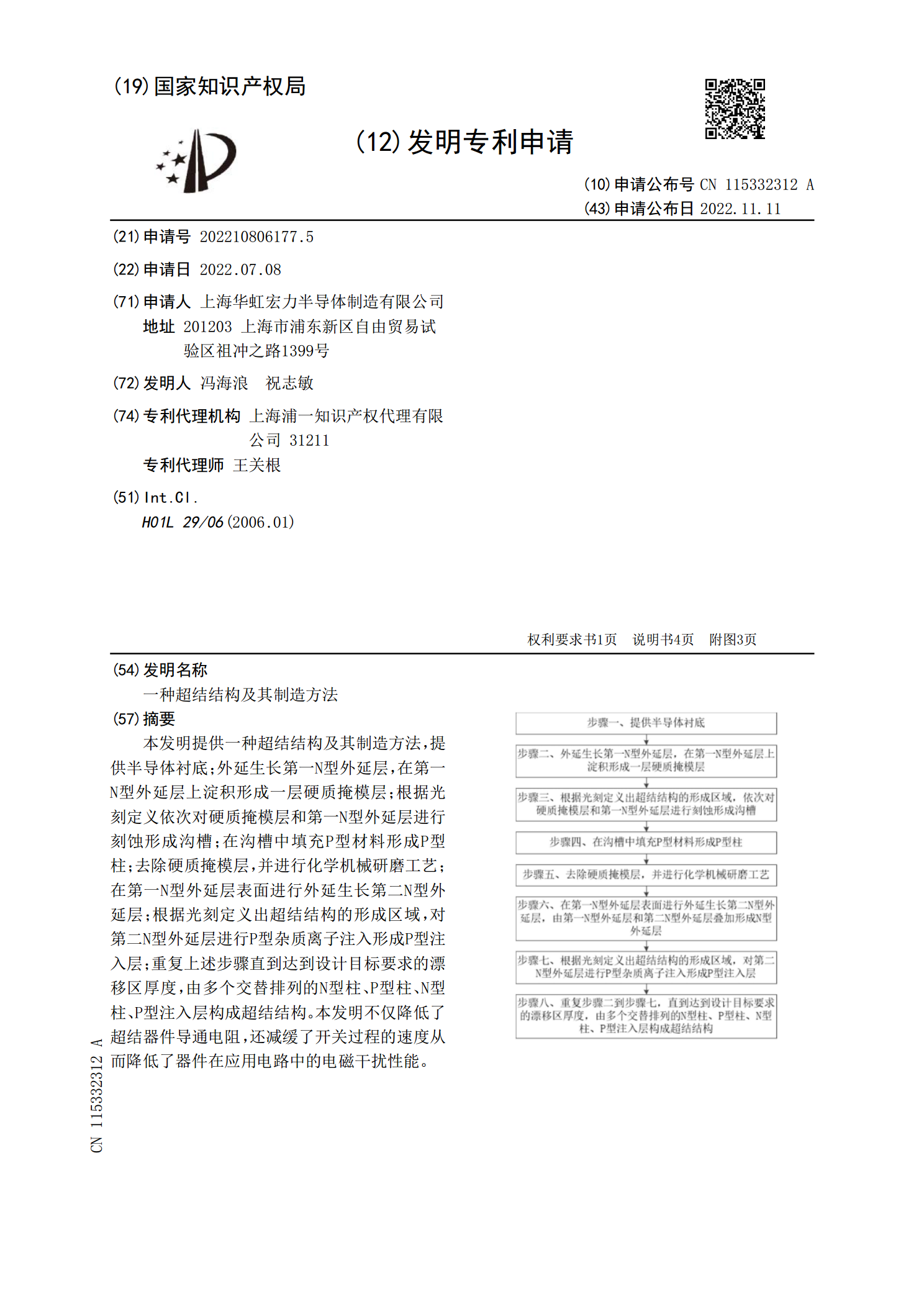
本发明提供一种超结结构及其制造方法,提供半导体衬底;外延生长第一N型外延层,在第一N型外延层上淀积形成一层硬质掩模层;根据光刻定义依次对硬质掩模层和第一N型外延层进行刻蚀形成沟槽;在沟槽中填充P型材料形成P型柱;去除硬质掩模层,并进行化学机械研磨工艺;在第一N型外延层表面进行外延生长第二N型外延层;根据光刻定义出超结结构的形成区域,对第二N型外延层进行P型杂质离子注入形成P型注入层;重复上述步骤直到达到设计目标要求的漂移区厚度,由多个交替排列的N型柱、P型柱、N型柱、P型注入层构成超结结构。本发明不仅降低
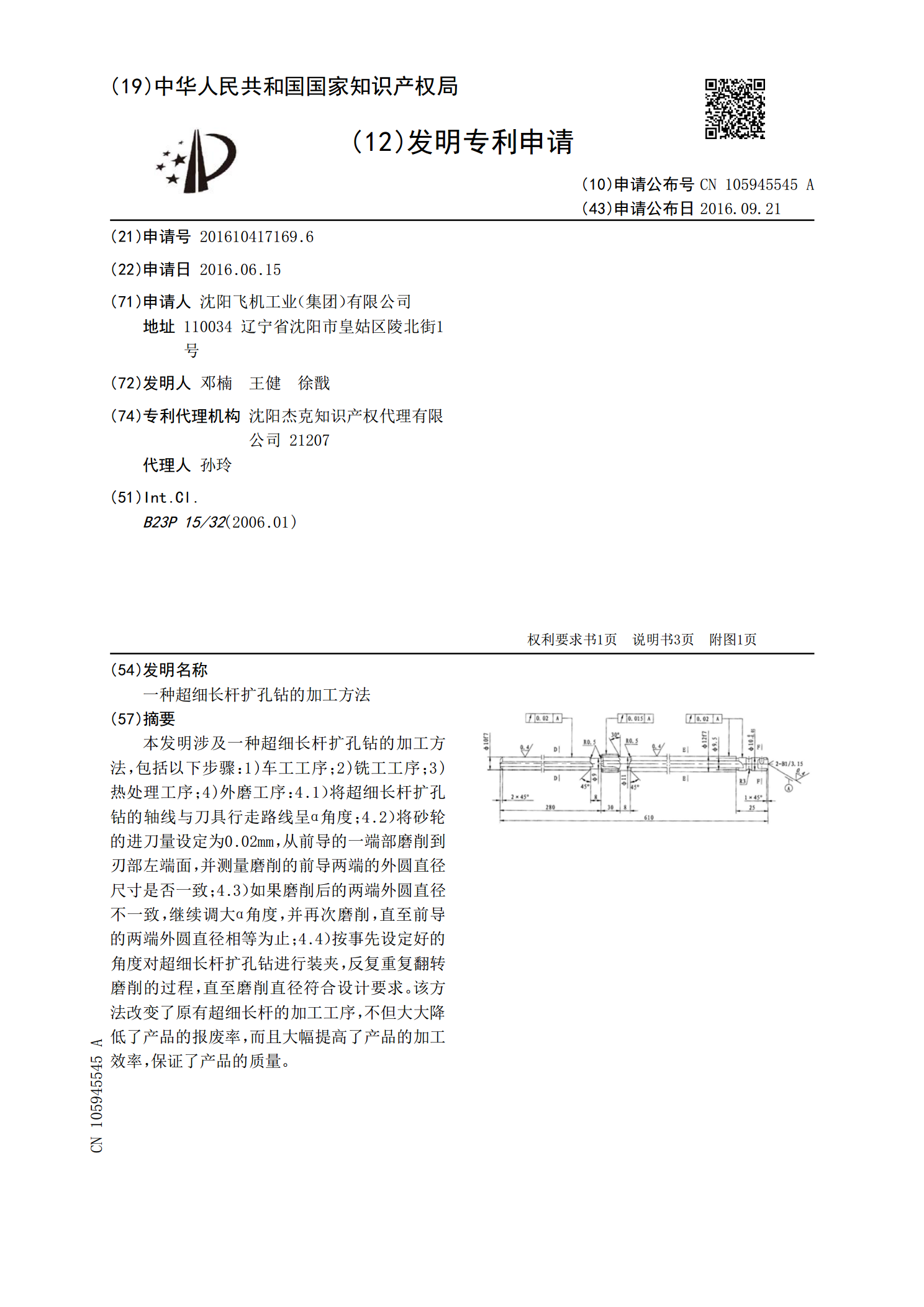
一种超细长杆扩孔钻的加工方法.pdf
本发明涉及一种超细长杆扩孔钻的加工方法,包括以下步骤:1)车工工序;2)铣工工序;3)热处理工序;4)外磨工序:4.1)将超细长杆扩孔钻的轴线与刀具行走路线呈α角度;4.2)将砂轮的进刀量设定为0.02mm,从前导的一端部磨削到刃部左端面,并测量磨削的前导两端的外圆直径尺寸是否一致;4.3)如果磨削后的两端外圆直径不一致,继续调大α角度,并再次磨削,直至前导的两端外圆直径相等为止;4.4)按事先设定好的角度对超细长杆扩孔钻进行装夹,反复重复翻转磨削的过程,直至磨削直径符合设计要求。该方法改变了原有超细长杆