
一种超细长杆扩孔钻的加工方法.pdf

增梅****主啊

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超细长杆扩孔钻的加工方法.pdf
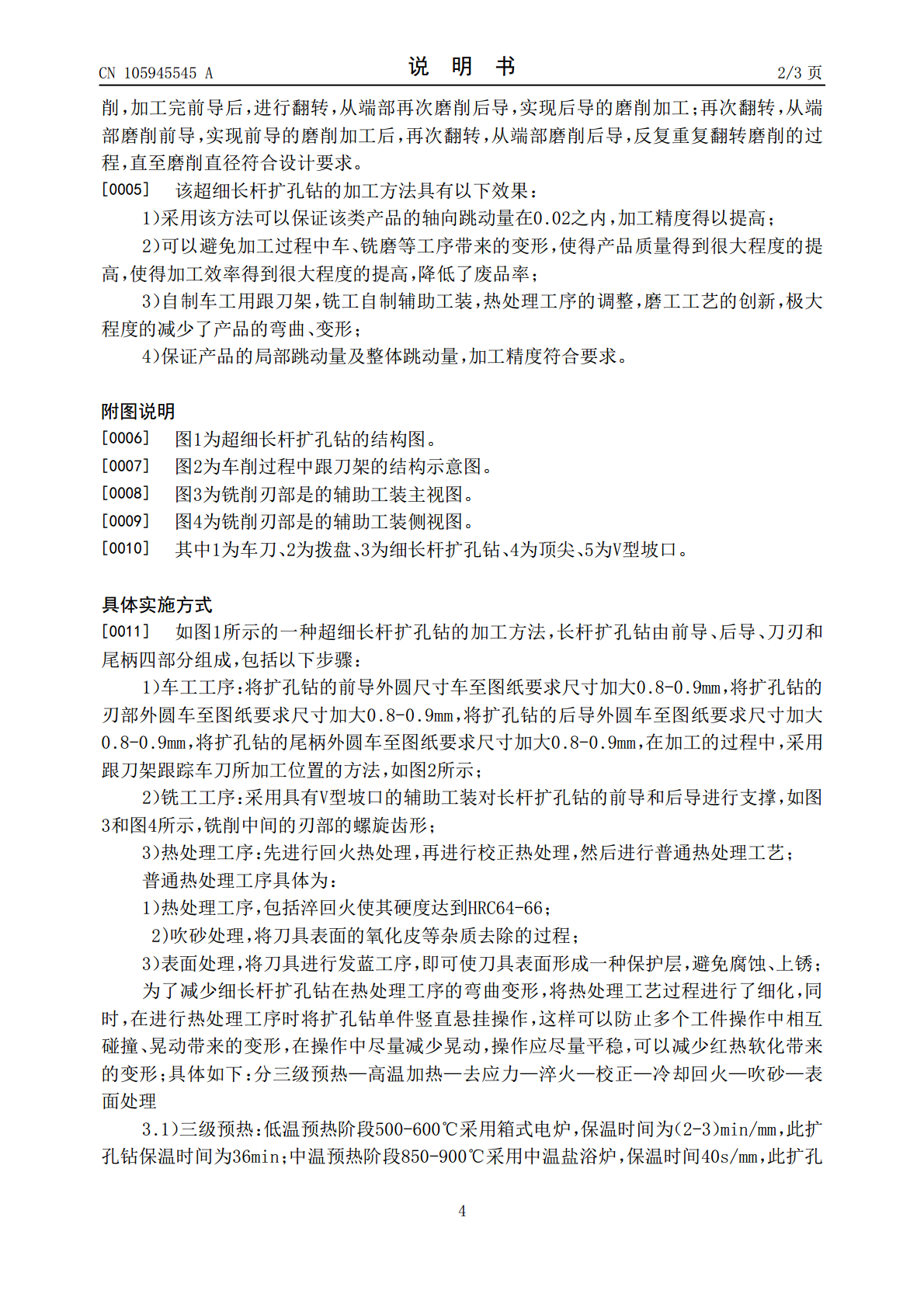
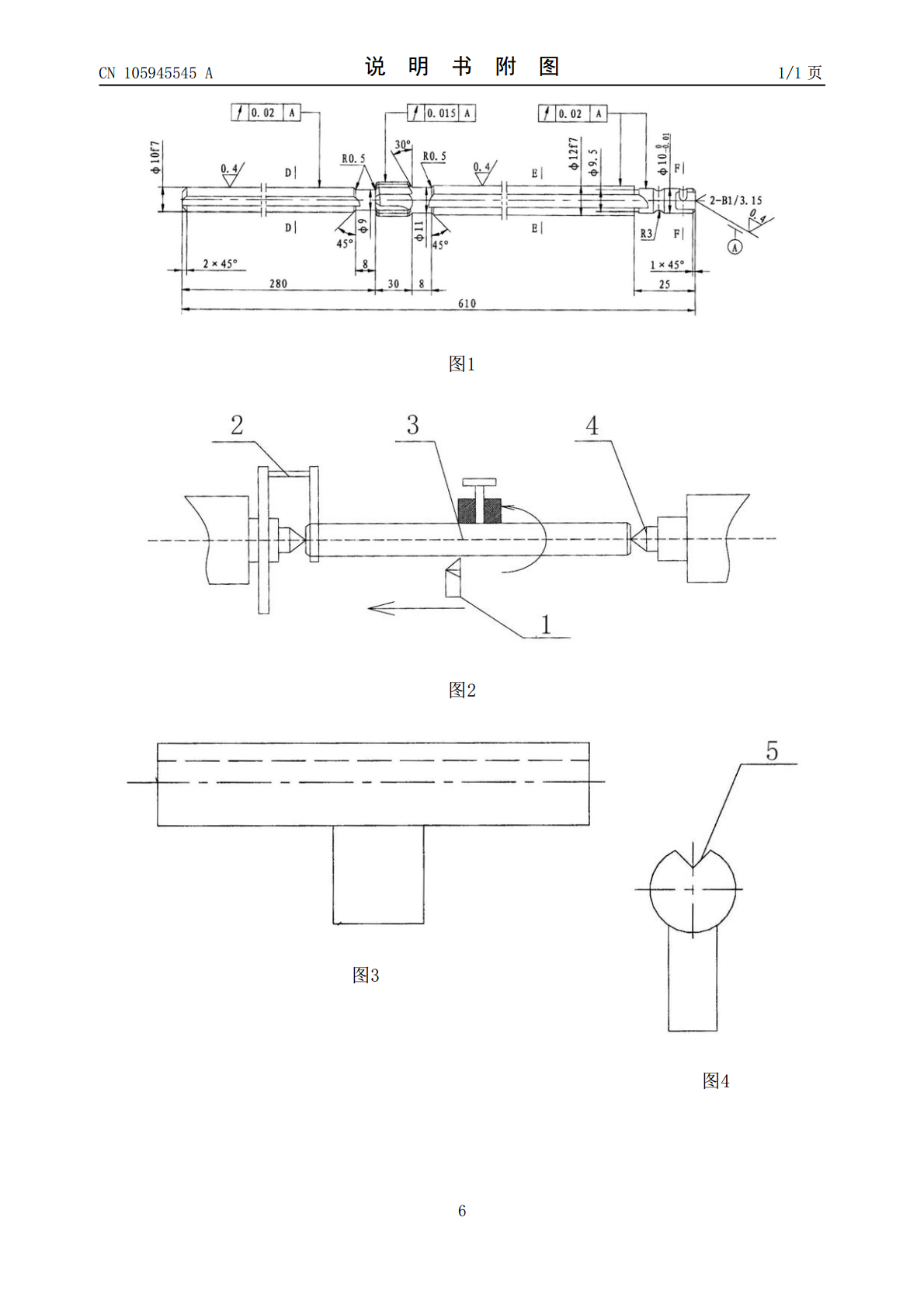
本发明涉及一种超细长杆扩孔钻的加工方法,包括以下步骤:1)车工工序;2)铣工工序;3)热处理工序;4)外磨工序:4.1)将超细长杆扩孔钻的轴线与刀具行走路线呈α角度;4.2)将砂轮的进刀量设定为0.02mm,从前导的一端部磨削到刃部左端面,并测量磨削的前导两端的外圆直径尺寸是否一致;4.3)如果磨削后的两端外圆直径不一致,继续调大α角度,并再次磨削,直至前导的两端外圆直径相等为止;4.4)按事先设定好的角度对超细长杆扩孔钻进行装夹,反复重复翻转磨削的过程,直至磨削直径符合设计要求。该方法改变了原有超细长杆

一种新型数控钻扩孔加工装置.pdf
一种新型数控钻扩孔加工装置,其特征在于:所述的新型数控钻扩孔加工装置包括电力输入端、安装支撑架、固定梁、第一电机、第二电机、第三电机、第一钻具、第二钻具、第三钻具;其中:安装支撑架内安装有固定梁,固定梁上活动安装设有第一电机、第二电机和第三电机,且分别由不同的电力输入端控制,第一电机、第二电机和第三电机可以在固定梁上下运动,第一电机、第二电机和第三电机分别连接第一钻具、第二钻具和第三钻具,钻具有母钻头和子钻头组成,母钻头套设在子钻头外,子钻头外壁与所述母钻头通孔内壁紧密配合。本发明的优点:本发明所述的一种

一种超细铝丝的加工方法.pdf
本发明公开了一种超细铝丝的加工方法,包括以下步骤:S1:对铝芯线材进行拉丝,线径控制为0.1‑2mm,该铝芯线材外包裹有金属层,铝的金属活动性大于该金属层的金属活动性;S2:将若干根金属铝芯线通过束绞机进行束绞处理;S3:将束绞后的金属铝芯线束外包裹同一金属层或者套设同一金属套后进行二次拉丝,包裹的金属层或者金属套的厚度为该金属铝芯线束直径的0.05‑0.2,拉丝后铝丝线径控制为0.5‑1.5μm;S4:通过电解酸洗将金属层剥离,在20‑40℃浓度10‑30%的强酸进行酸洗,正极采用铝棒,负极采用铅板,电

一种定向钻穿越的正向扩孔方法.pdf
本发明公开了一种定向钻穿越的正向扩孔方法,该方法包括:选取高点作为入土点,低点作为出土点,导向孔从所述入土点平滑钻进至所述出土点,所述导向孔在到达出土点前预留一段不打通的预留段;采用正扩钻具对所述导向孔从所述入土点至所述预留段进行扩孔,并逐级扩孔至设计尺寸;对所述预留段进行逐级扩孔,扩孔至设计尺寸。本发明的有益效果为:通过定向钻正扩方法进行山体定向钻穿越,采用预留段的方式保持导向孔中的泥浆回流,减少了正扩施工中泥浆漏失,导向孔施工曲线平滑,降低了钻杆刺漏、断裂风险,及因此造成的施工安全隐患,并能有效降低成
一种扩孔钻头的加工工艺方法.pdf
本发明提供一种扩孔钻头的加工工艺方法,包括以下步骤:S1、选料,将选择的原料防止在熔炼炉内,S2、淬火保温处理,将熔炼炉点燃,使得放置在熔炼炉内的原料融化,此时将淬火混合溶液倒入熔炼炉内,在充分混合后,将淬炼的原料倾倒入成型模具内,控制温度,使得其成型,S3、冷水处理,将成型后的产品原型连同模型放入冷水中使其冷,S4、切割,将原始的产品原型使用线切割法切割所需长度的毛坯,成品及反修产品,S5、磨顶尖,将切割后的产品利用磨床磨出顶尖。本发明通过控制淬火过程中的淬火混合溶液的比例控制,使得生产出来的成品硬度加