
一种细长杆螺栓的热处理方法.pdf

霞英****娘子

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种细长杆螺栓的热处理方法.pdf
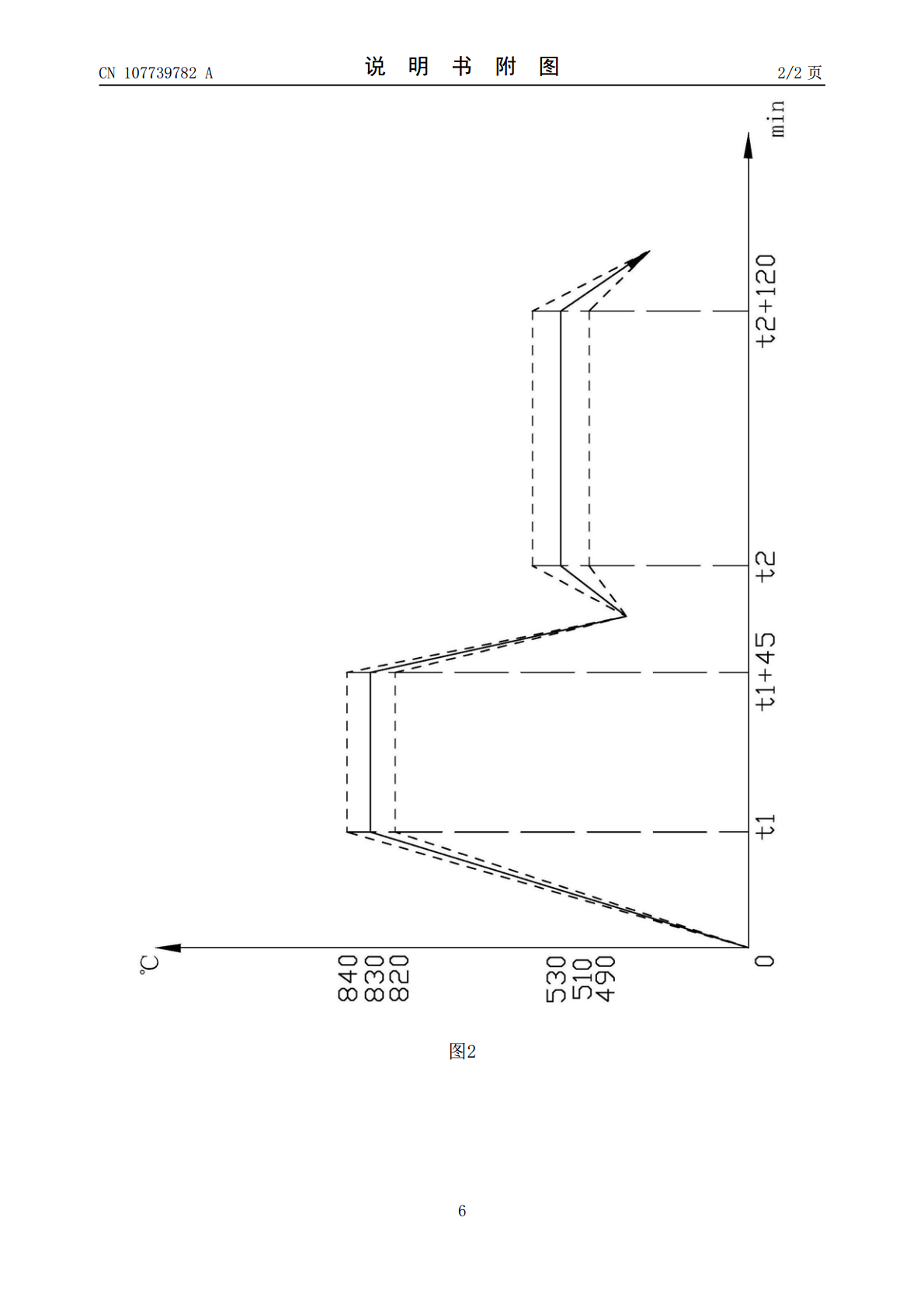
一种细长杆螺栓的热处理方法,其特征在于:包括以下步骤,将螺栓输入网带炉中进行淬火加热,调节网带炉加热温度,使螺栓在820~840℃维持时间大于40分钟;将加热后的螺栓进行淬火冷却;根据螺栓的性能等级调整回火部的回火温度;将冷却后的螺栓送入回火部回火,当螺栓的性能等级为8.8级时,螺栓在590~630℃维持时间大于100分钟,当螺栓的性能等级为10.9级时,螺栓在490~530℃维持时间大于100分钟。本发明的优点在于:通过合理的控制热处理淬火的工艺参数,淬火温度与时间的合理搭配,热处理变形小,热处理后不需
一种AF1410钢长杆锻件的热处理方法.pdf
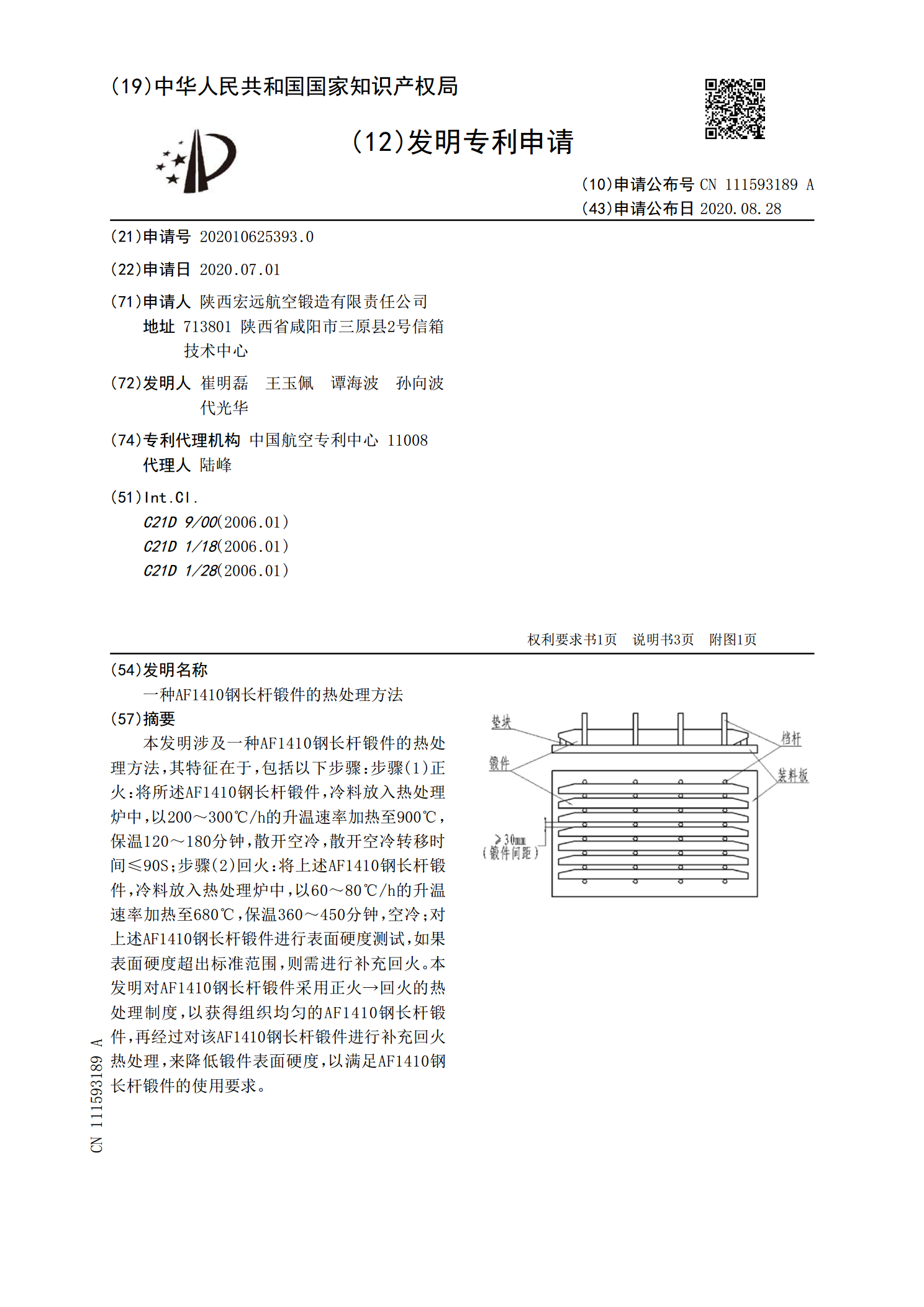
本发明涉及一种AF1410钢长杆锻件的热处理方法,其特征在于,包括以下步骤:步骤(1)正火:将所述AF1410钢长杆锻件,冷料放入热处理炉中,以200~300℃/h的升温速率加热至900℃,保温120~180分钟,散开空冷,散开空冷转移时间≤90S;步骤(2)回火:将上述AF1410钢长杆锻件,冷料放入热处理炉中,以60~80℃/h的升温速率加热至680℃,保温360~450分钟,空冷;对上述AF1410钢长杆锻件进行表面硬度测试,如果表面硬度超出标准范围,则需进行补充回火。本发明对AF1410钢长杆锻件

一种超大头长杆螺栓制造方法与模具结构.pdf
本发明公开一种超大头长杆螺栓制造方法:第一步:准备杆件毛坯;线材坯料的截面面积等于终成型杆径截面面积的1.5-1.8倍。第二步:螺栓螺杆部分预缩细,直径减小的面积比为20-25%。第三步:螺栓螺杆部分缩细成形,直径减小的面积比为20-25%;第四步:头部镦粗双锥体预成形,双锥体包括上正锥体和下倒锥体;上正锥体预留圆柱形定位导向夹持高度3毫米;上正锥体脱模斜度为8°-15°;下倒锥体脱模斜度为12°-15°;上正锥体高度比下倒锥体高度小1~7.5mm。下倒锥体占双锥体体积一半以上,在静模中成形,减少了动模中
一种废旧螺栓的热处理方法.pdf
本发明公开了一种废旧螺栓的热处理方法,其特征在于,包括如下步骤:将废旧螺栓进行水洗处理1~2h;取出废旧螺栓烘干,进行打磨处理;取出废旧螺栓,在500~550℃盐浴炉中淬火3~4h。
一种长杆类工件热处理线.pdf
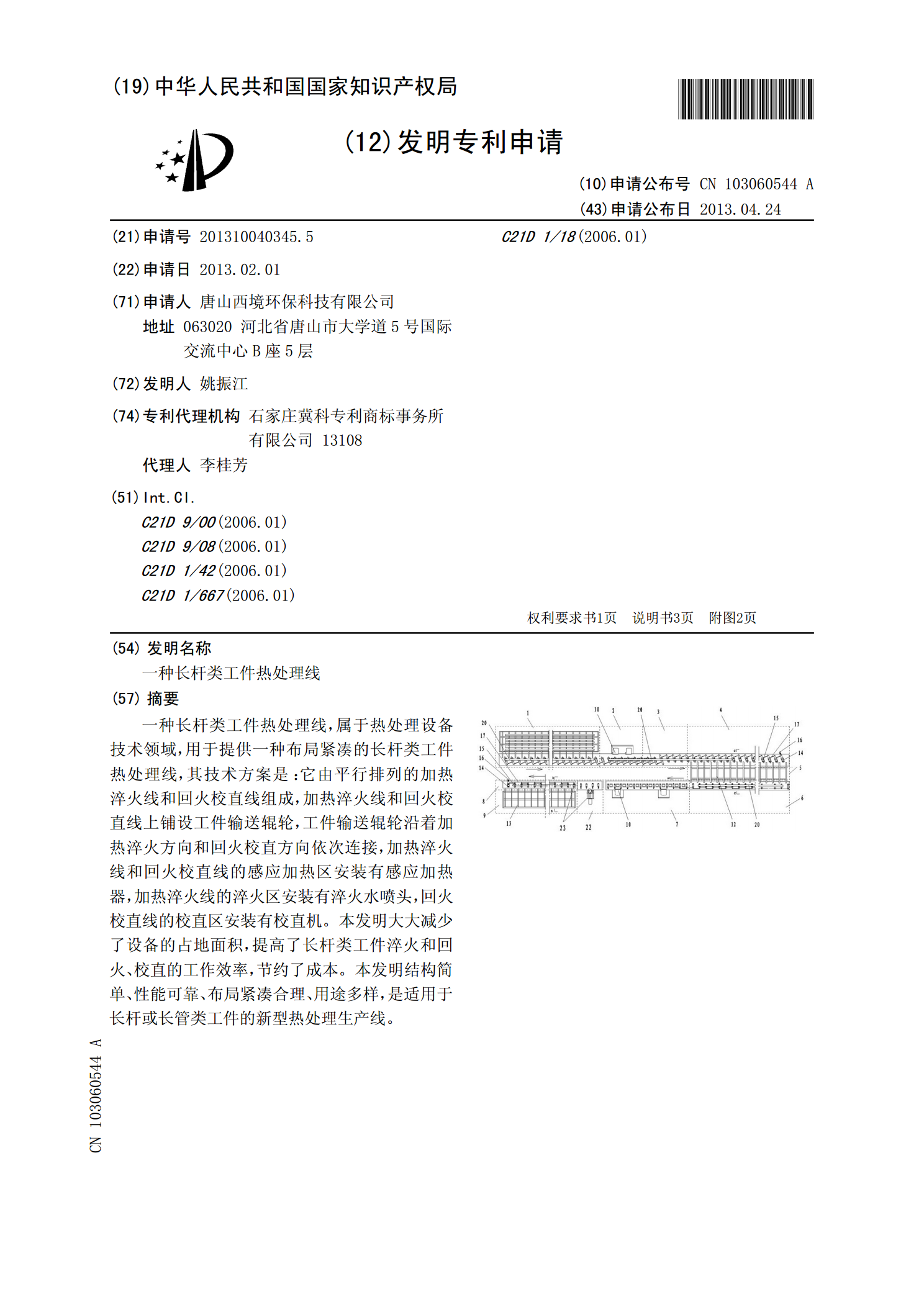
一种长杆类工件热处理线,属于热处理设备技术领域,用于提供一种布局紧凑的长杆类工件热处理线,其技术方案是:它由平行排列的加热淬火线和回火校直线组成,加热淬火线和回火校直线上铺设工件输送辊轮,工件输送辊轮沿着加热淬火方向和回火校直方向依次连接,加热淬火线和回火校直线的感应加热区安装有感应加热器,加热淬火线的淬火区安装有淬火水喷头,回火校直线的校直区安装有校直机。本发明大大减少了设备的占地面积,提高了长杆类工件淬火和回火、校直的工作效率,节约了成本。本发明结构简单、性能可靠、布局紧凑合理、用途多样,是适用于长杆