
车身覆盖件及其制造方法、车门以及汽车.pdf

一吃****继勇


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车身覆盖件及其制造方法、车门以及汽车.pdf
本发明提供一种车身覆盖件及其制造方法、车门以及汽车。所述车身覆盖件包括覆盖件主体,以及嵌入所述覆盖件主体的若干个互相独立的金属支撑件;所述金属支撑件作为嵌件与所述覆盖件主体通过嵌件注塑成型工艺形成一体,各个所述金属支撑件之间留有间隙。降低了车身覆盖件的重量的同时,又保证了车身覆盖件的刚度。

热冲压高强钢汽车车身覆盖件及其制造方法、制造系统.pdf
本发明公开了一种热冲压高强钢汽车车身覆盖件及其制造方法、制造系统,该方法包括对马氏体不锈钢板进行剪裁,所述马氏体不锈钢板为冷轧退火酸洗态;将剪裁好的板料放到加热装置内加热达到奥氏体状态并保温;将加热后的板料放置到压机的模具内进行压制成型;压制完成后的板料在模具内保压并冷却,当板料的材料组织转变为马氏体时,从模具中取出后,最后进行表面处理。本发明采用马氏体不锈钢材料,经过热冲压成形来获得汽车车身的外覆盖件,由于屈服强度很高,弹性极好,可以吸收更多的外来物体撞击能量,获得极好的抗凹坑性能,还可以进行制件厚度的
汽车的车身结构以及该汽车的车身结构的制造方法.pdf
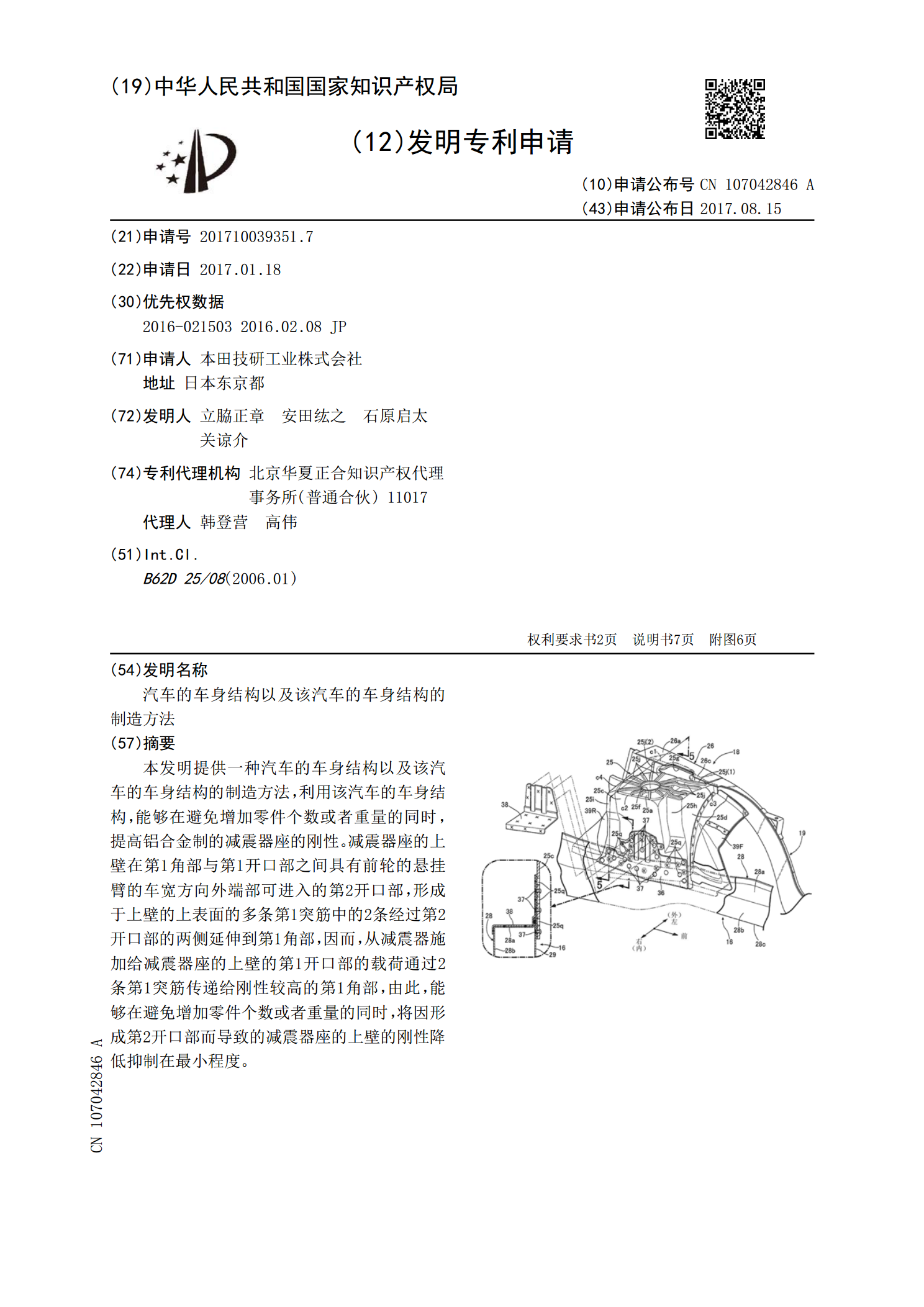
本发明提供一种汽车的车身结构以及该汽车的车身结构的制造方法,利用该汽车的车身结构,能够在避免增加零件个数或者重量的同时,提高铝合金制的减震器座的刚性。减震器座的上壁在第1角部与第1开口部之间具有前轮的悬挂臂的车宽方向外端部可进入的第2开口部,形成于上壁的上表面的多条第1突筋中的2条经过第2开口部的两侧延伸到第1角部,因而,从减震器施加给减震器座的上壁的第1开口部的载荷通过2条第1突筋传递给刚性较高的第1角部,由此,能够在避免增加零件个数或者重量的同时,将因形成第2开口部而导致的减震器座的上壁的刚性降低抑制

高强钢汽车外覆盖件总成及其制造方法.pdf
本发明公开了一种高强钢汽车外覆盖件总成及其制造方法,该方法包括:将板料切割成所需坯料形状,所述板料采用弹簧钢或者中锰钢,并且所述板料经过冷轧处理或者经过冷轧退火酸洗处理;将坯料放置到加热设备中加热至奥氏体温度以上,并进行保温;向加热设备中通入惰性气体,并在坯料降温至700℃以下时将坯料从加热设备中取出;在坯料温度高于Ms点温度时,对坯料进行压制成型;对压制完成的坯料进行包边压合、回火和表面处理。本发明采用强度较高的弹簧钢或中锰钢作为汽车外覆盖件总成,抗拉强度在1000Mpa‑2300Mpa,屈服强度在10

高强钢汽车覆盖件总成及其制造方法和装置.pdf
本发明公开了一种高强钢汽车覆盖件总成及其制造方法和装置,该方法包括:将板料落料成所需坯料形状,所述板料采用马氏体钢,并且所述板料经过冷轧处理或者经过冷轧退火酸洗处理;将坯料放置到加热设备中加热至奥氏体温度以上;向加热设备中通入惰性气体,并在坯料降温至700℃以下时将坯料从加热设备中取出;对压边圈进行加热至Ms‑Ac1温度之间;在坯料温度高于Ms点温度时,对坯料进行压制成型;对压制完成的坯料进行包边压合、回火和表面处理。采用本发明的方法制造的汽车覆盖件总成,具有很高的抗拉强度和屈服强度,抗凹性能优异,节省钢