
高强钢汽车外覆盖件总成及其制造方法.pdf

是浩****32


1/10

2/10
3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高强钢汽车外覆盖件总成及其制造方法.pdf
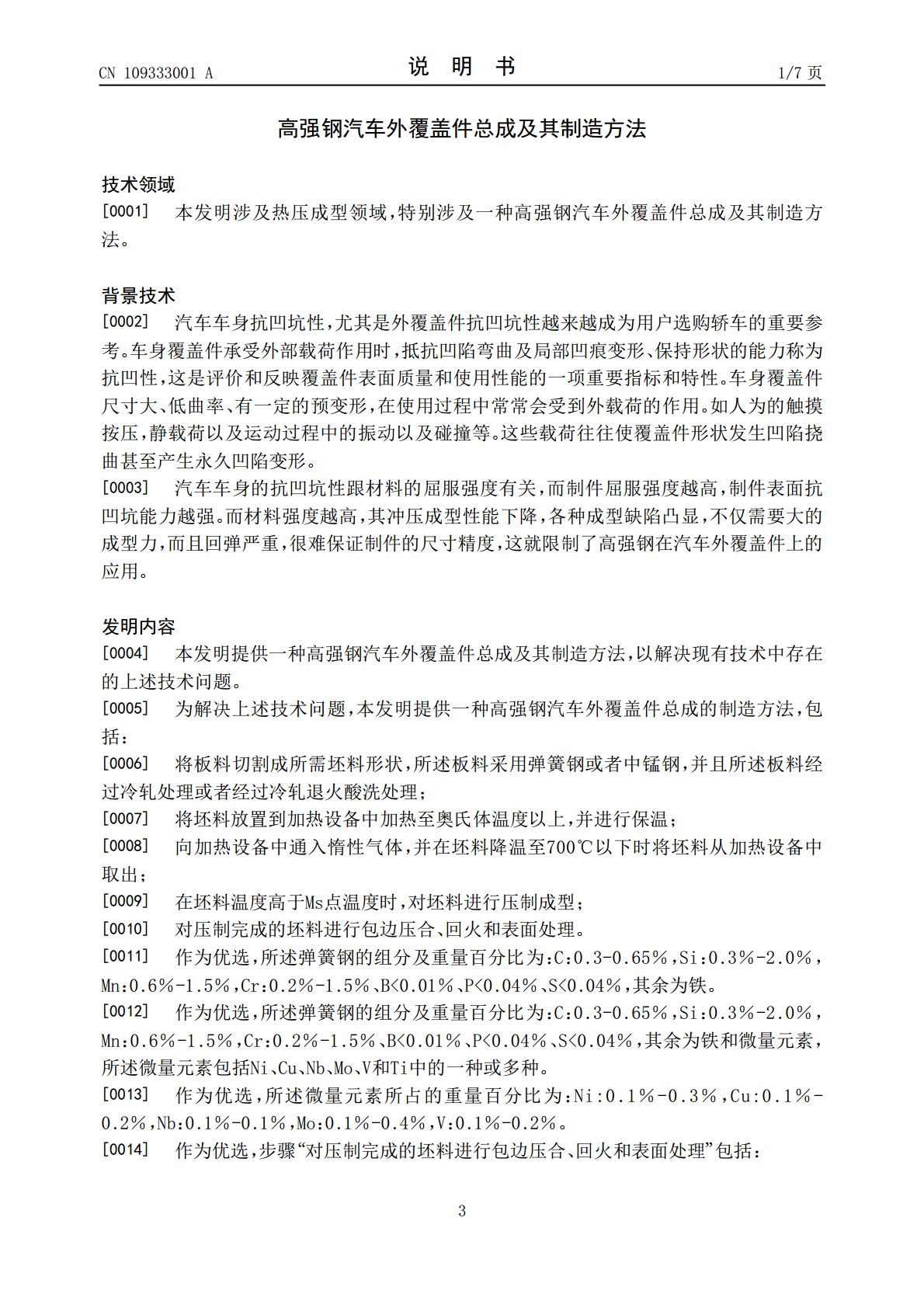
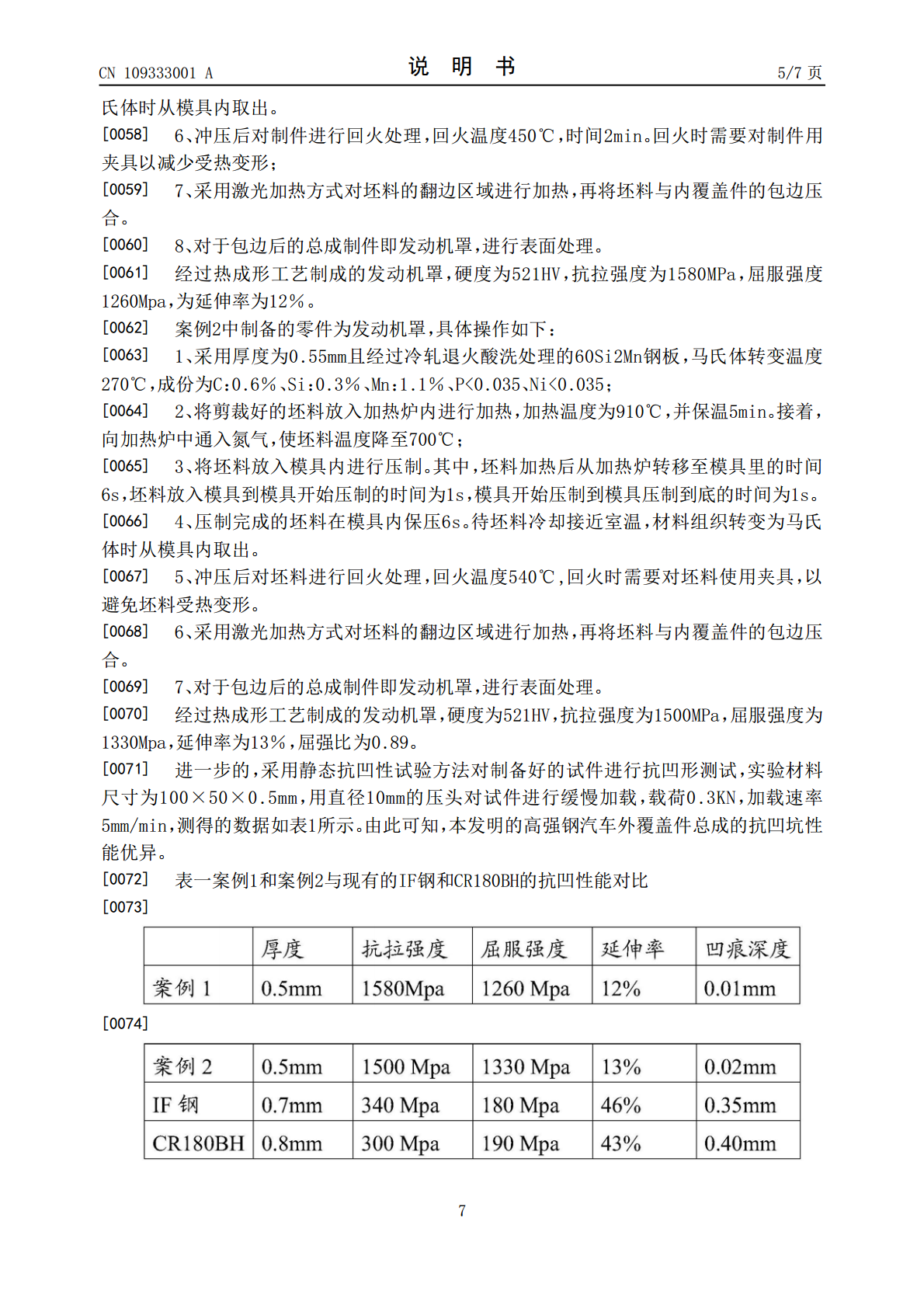
本发明公开了一种高强钢汽车外覆盖件总成及其制造方法,该方法包括:将板料切割成所需坯料形状,所述板料采用弹簧钢或者中锰钢,并且所述板料经过冷轧处理或者经过冷轧退火酸洗处理;将坯料放置到加热设备中加热至奥氏体温度以上,并进行保温;向加热设备中通入惰性气体,并在坯料降温至700℃以下时将坯料从加热设备中取出;在坯料温度高于Ms点温度时,对坯料进行压制成型;对压制完成的坯料进行包边压合、回火和表面处理。本发明采用强度较高的弹簧钢或中锰钢作为汽车外覆盖件总成,抗拉强度在1000Mpa‑2300Mpa,屈服强度在10

高强钢汽车覆盖件总成及其制造方法和装置.pdf
本发明公开了一种高强钢汽车覆盖件总成及其制造方法和装置,该方法包括:将板料落料成所需坯料形状,所述板料采用马氏体钢,并且所述板料经过冷轧处理或者经过冷轧退火酸洗处理;将坯料放置到加热设备中加热至奥氏体温度以上;向加热设备中通入惰性气体,并在坯料降温至700℃以下时将坯料从加热设备中取出;对压边圈进行加热至Ms‑Ac1温度之间;在坯料温度高于Ms点温度时,对坯料进行压制成型;对压制完成的坯料进行包边压合、回火和表面处理。采用本发明的方法制造的汽车覆盖件总成,具有很高的抗拉强度和屈服强度,抗凹性能优异,节省钢

热冲压高强钢汽车车身覆盖件及其制造方法、制造系统.pdf
本发明公开了一种热冲压高强钢汽车车身覆盖件及其制造方法、制造系统,该方法包括对马氏体不锈钢板进行剪裁,所述马氏体不锈钢板为冷轧退火酸洗态;将剪裁好的板料放到加热装置内加热达到奥氏体状态并保温;将加热后的板料放置到压机的模具内进行压制成型;压制完成后的板料在模具内保压并冷却,当板料的材料组织转变为马氏体时,从模具中取出后,最后进行表面处理。本发明采用马氏体不锈钢材料,经过热冲压成形来获得汽车车身的外覆盖件,由于屈服强度很高,弹性极好,可以吸收更多的外来物体撞击能量,获得极好的抗凹坑性能,还可以进行制件厚度的
高强度钢产品及其制造方法.pdf
一种热轧带钢产品,其包括按重量百分比(重量%)计组成如下的化学组成:0.030%?0.10%的C、0%?1.10%的Si、0.50%?2.0%的Mn、小于0.020%的P、小于0.010%的S、小于0.010%的N、0%?0.60%的Cr、0%?0.20%的Ni、0%?0.25%的Cu、0%?0.30%的Mo、0%?0.15%的Al、0%?0.10%的Nb、0.10%?0.30%的V、小于0.020%的Ti、0%?0.0010%的B,余量为Fe和不可避免的杂质,其中热轧带钢产品的微观结构按体积百分数(体积
高强度钢产品及其制造方法.pdf
一种热轧带钢产品,其具有按重量百分比(重量%)计组成如下的化学成分:0.025%?0.070%的C、0%?1.10%的Si、0.50%?2.0%的Mn、<0.020%的P、<0.050%的S、<0.010%的N、0%?0.60%的Cr、0%?0.20%的Ni、0%?0.25%的Cu、0%?0.20%的Mo、0%?0.15%的Al、0%?0.050%的Nb、0.020%?0.20%的V、0.020%?0.15%的Ti、0%?0.0010%的B,余量为Fe和不可避免的