
一种构件多次刻型、化铣制造方法.pdf

论文****轩吖


1/8

2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种构件多次刻型、化铣制造方法.pdf
为了解决现有的多次刻型技术中存在的刻型精度问题,本发明提供了一种构件多次刻型、化铣制造方法,包括步骤:1)对构件进行一次刻型;2)对构件进行一次化铣;3)将一次化铣后的构件从化铣溶液取出,去除构件表面残留的胶层;4)将构件重新装夹到刻型设备工作台上;5)采集构件外部形貌的三维信息,根据三维信息逆向重建构件当前的三维模型;6)基于步骤5)得到的三维模型、产品要求的化铣侵蚀比参数进行编程,得到下一次刻型加工程序;7)依据步骤6)编制的刻型加工程序对构件进行刻型;8)对构件进行化铣。本发明在刻型的基准为与构件当
一种飞机蒙皮化铣精确刻型方法.pdf
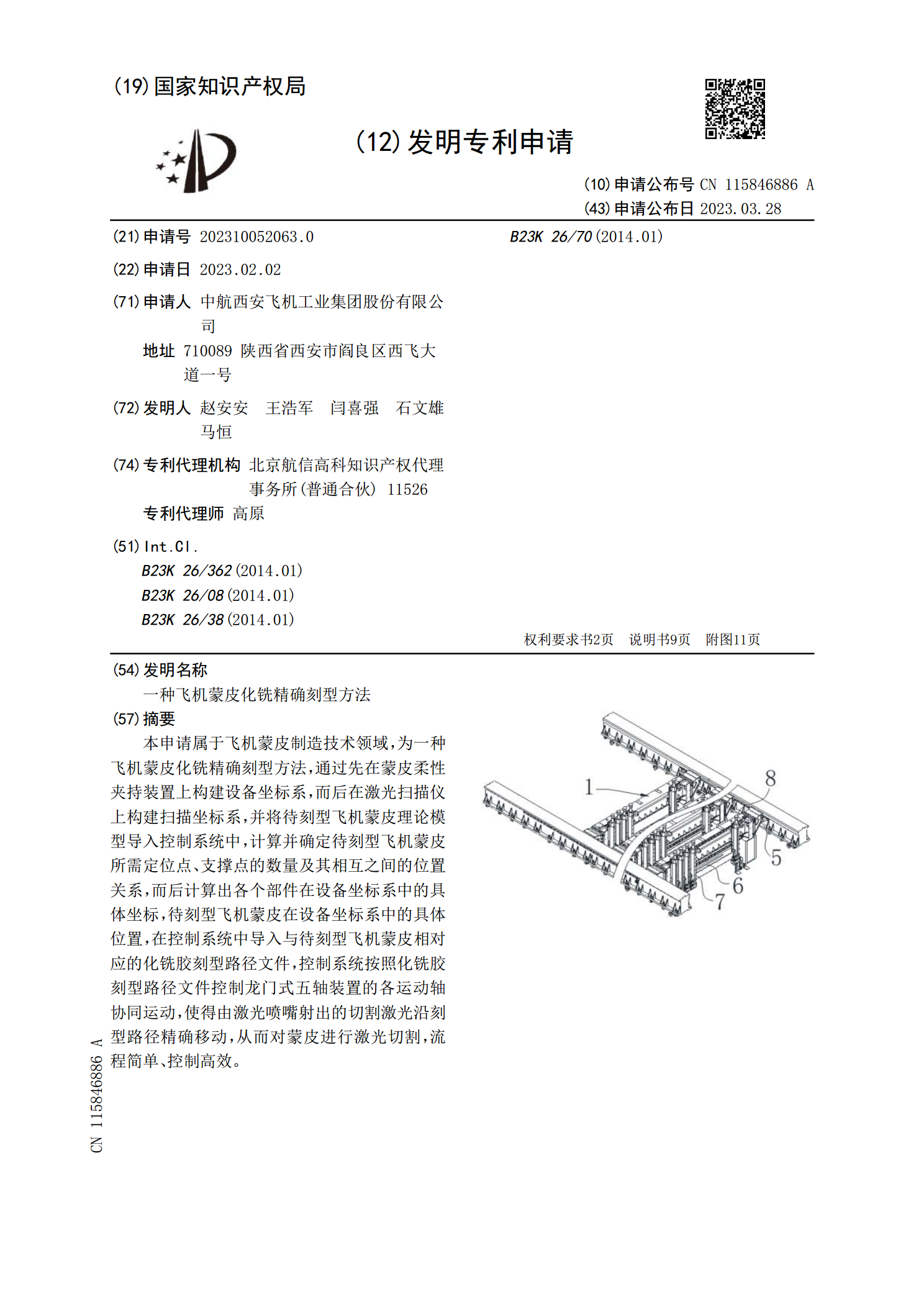
本申请属于飞机蒙皮制造技术领域,为一种飞机蒙皮化铣精确刻型方法,通过先在蒙皮柔性夹持装置上构建设备坐标系,而后在激光扫描仪上构建扫描坐标系,并将待刻型飞机蒙皮理论模型导入控制系统中,计算并确定待刻型飞机蒙皮所需定位点、支撑点的数量及其相互之间的位置关系,而后计算出各个部件在设备坐标系中的具体坐标,待刻型飞机蒙皮在设备坐标系中的具体位置,在控制系统中导入与待刻型飞机蒙皮相对应的化铣胶刻型路径文件,控制系统按照化铣胶刻型路径文件控制龙门式五轴装置的各运动轴协同运动,使得由激光喷嘴射出的切割激光沿刻型路径精确移
一种铝合金化铣保护胶喷涂、检验及刻型的方法.pdf
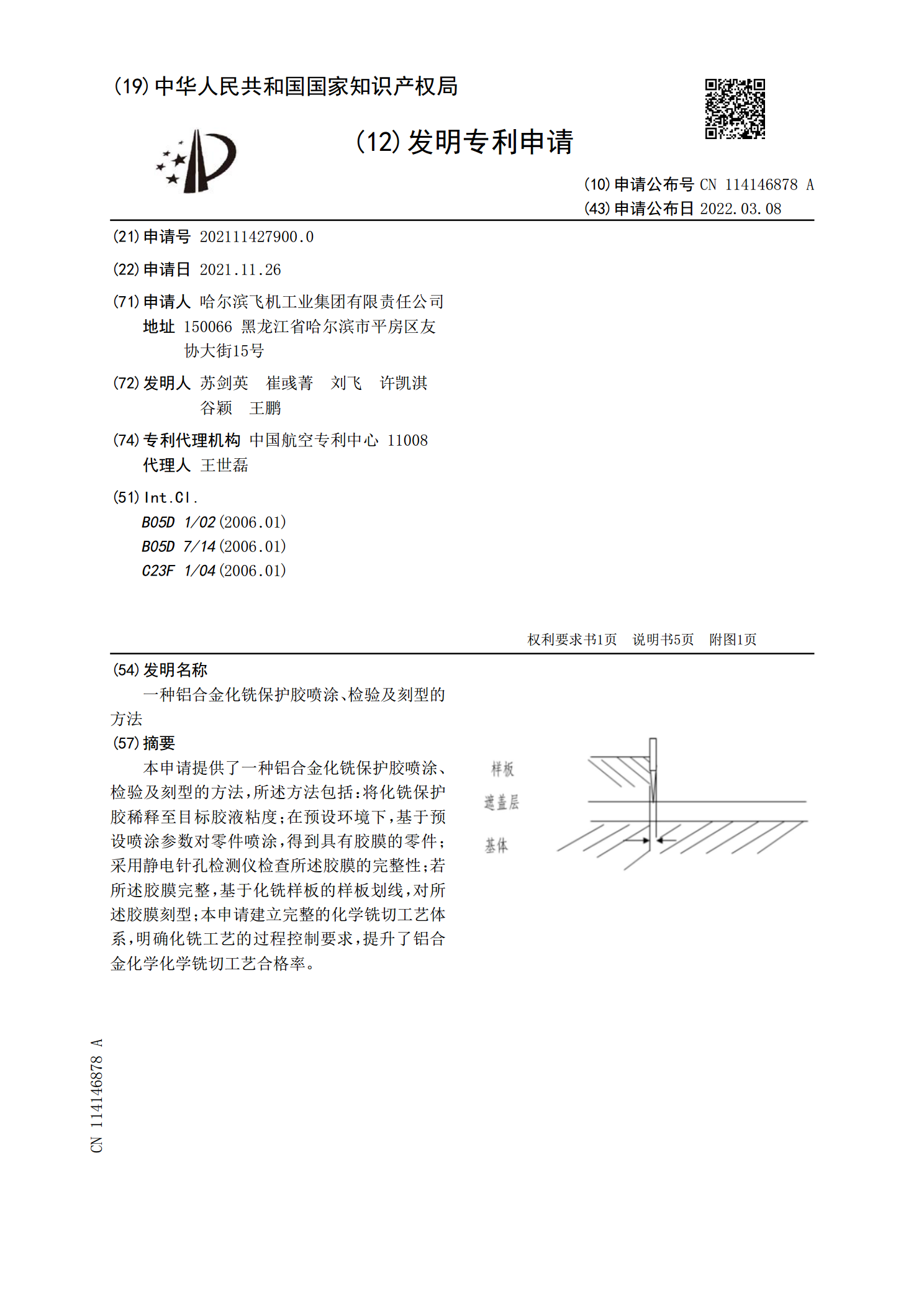
本申请提供了一种铝合金化铣保护胶喷涂、检验及刻型的方法,所述方法包括:将化铣保护胶稀释至目标胶液粘度;在预设环境下,基于预设喷涂参数对零件喷涂,得到具有胶膜的零件;采用静电针孔检测仪检查所述胶膜的完整性;若所述胶膜完整,基于化铣样板的样板划线,对所述胶膜刻型;本申请建立完整的化学铣切工艺体系,明确化铣工艺的过程控制要求,提升了铝合金化学化学铣切工艺合格率。
型芯的制造方法、以及利用该型芯的制造方法来获取型芯的涡轮构件的制造方法.pdf
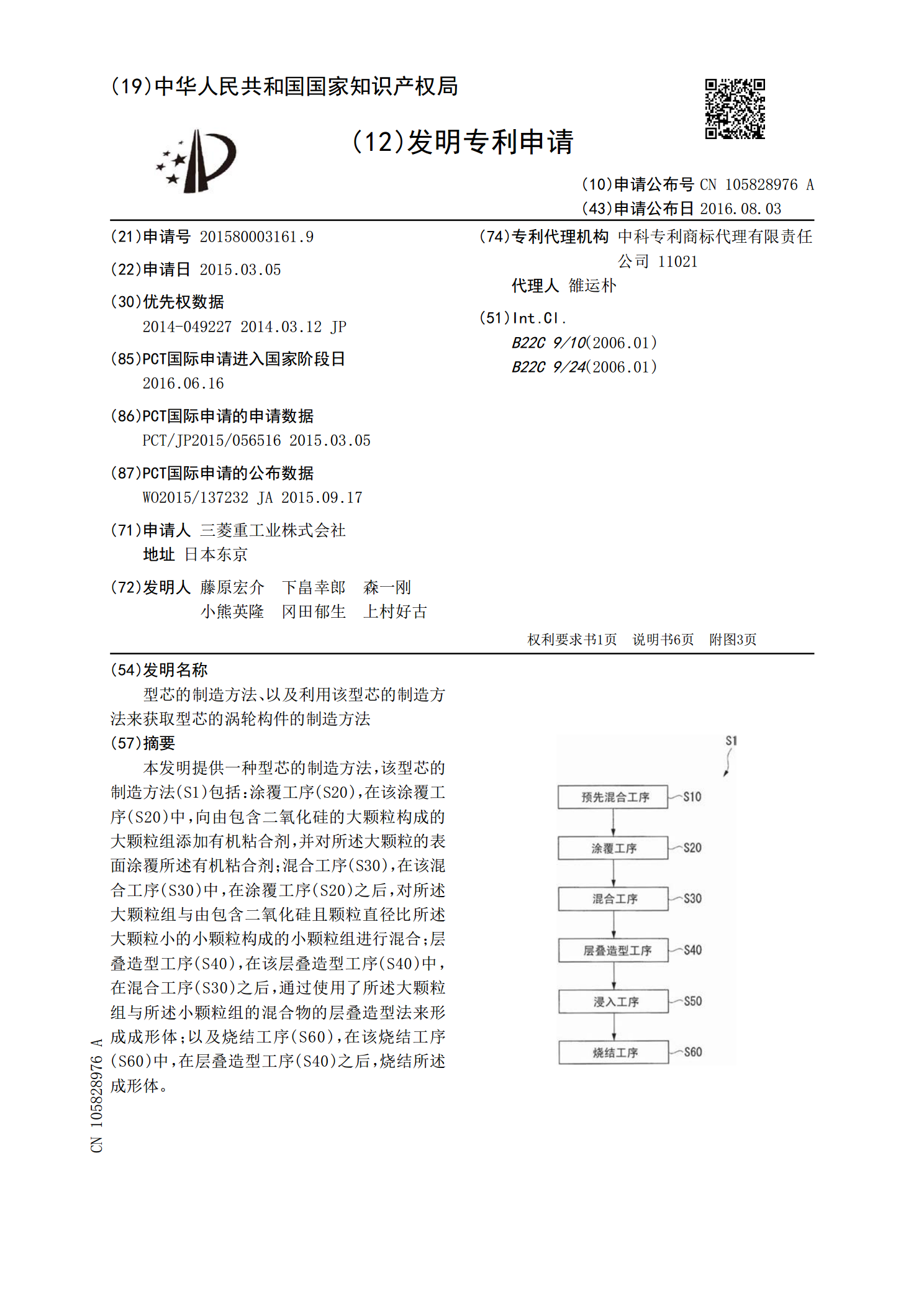
本发明提供一种型芯的制造方法,该型芯的制造方法(S1)包括:涂覆工序(S20),在该涂覆工序(S20)中,向由包含二氧化硅的大颗粒构成的大颗粒组添加有机粘合剂,并对所述大颗粒的表面涂覆所述有机粘合剂;混合工序(S30),在该混合工序(S30)中,在涂覆工序(S20)之后,对所述大颗粒组与由包含二氧化硅且颗粒直径比所述大颗粒小的小颗粒构成的小颗粒组进行混合;层叠造型工序(S40),在该层叠造型工序(S40)中,在混合工序(S30)之后,通过使用了所述大颗粒组与所述小颗粒组的混合物的层叠造型法来形成成形体;以
接合构件制造装置及接合构件的制造方法.pdf
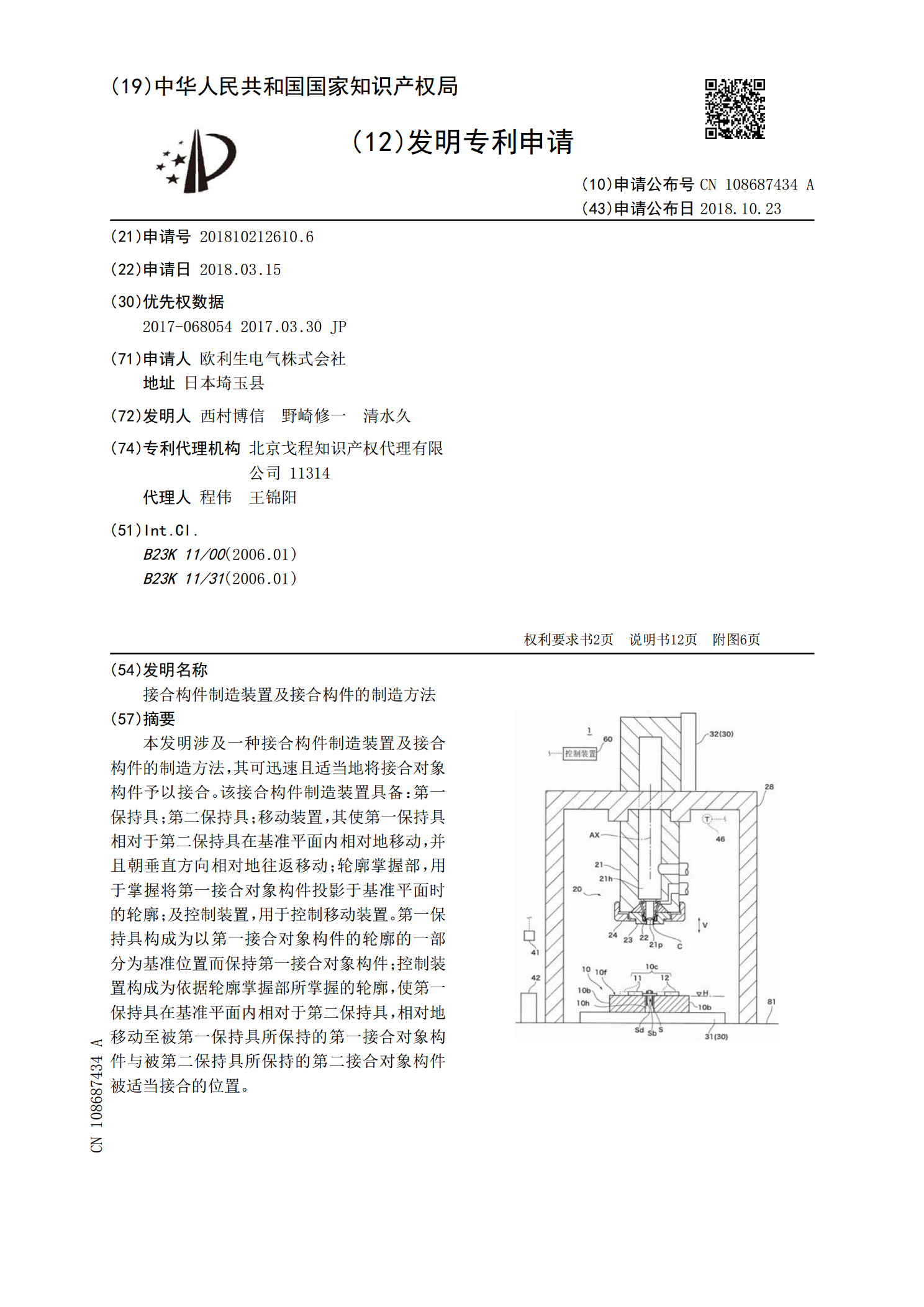
本发明涉及一种接合构件制造装置及接合构件的制造方法,其可迅速且适当地将接合对象构件予以接合。该接合构件制造装置具备:第一保持具;第二保持具;移动装置,其使第一保持具相对于第二保持具在基准平面内相对地移动,并且朝垂直方向相对地往返移动;轮廓掌握部,用于掌握将第一接合对象构件投影于基准平面时的轮廓;及控制装置,用于控制移动装置。第一保持具构成为以第一接合对象构件的轮廓的一部分为基准位置而保持第一接合对象构件;控制装置构成为依据轮廓掌握部所掌握的轮廓,使第一保持具在基准平面内相对于第二保持具,相对地移动至被第一