
一种飞机蒙皮化铣精确刻型方法.pdf

宜欣****外呢


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种飞机蒙皮化铣精确刻型方法.pdf
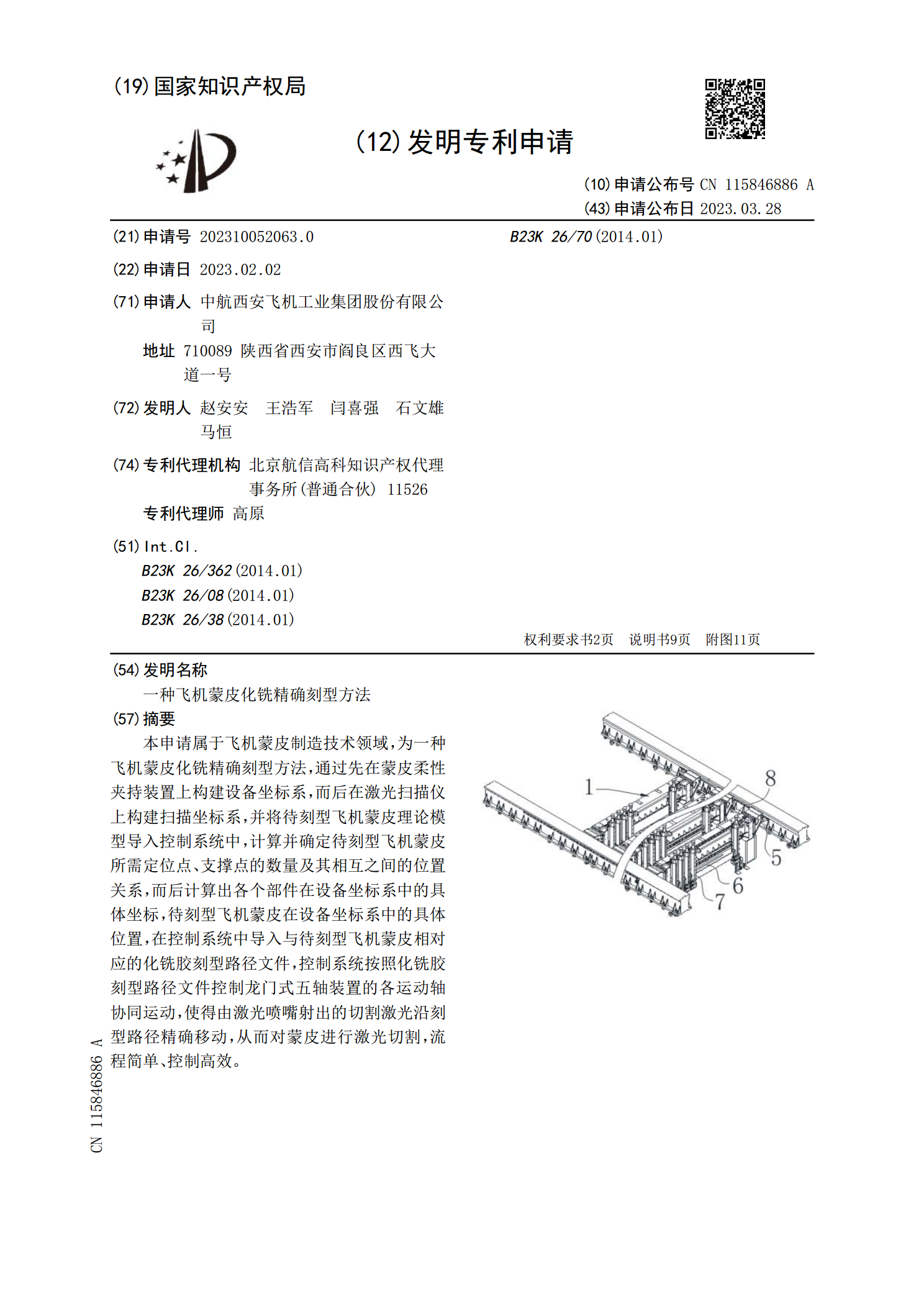
本申请属于飞机蒙皮制造技术领域,为一种飞机蒙皮化铣精确刻型方法,通过先在蒙皮柔性夹持装置上构建设备坐标系,而后在激光扫描仪上构建扫描坐标系,并将待刻型飞机蒙皮理论模型导入控制系统中,计算并确定待刻型飞机蒙皮所需定位点、支撑点的数量及其相互之间的位置关系,而后计算出各个部件在设备坐标系中的具体坐标,待刻型飞机蒙皮在设备坐标系中的具体位置,在控制系统中导入与待刻型飞机蒙皮相对应的化铣胶刻型路径文件,控制系统按照化铣胶刻型路径文件控制龙门式五轴装置的各运动轴协同运动,使得由激光喷嘴射出的切割激光沿刻型路径精确移

飞机蒙皮厚度精确加工的最新技术——以数铣替代化铣的绿色加工工艺.docx
飞机蒙皮厚度精确加工的最新技术——以数铣替代化铣的绿色加工工艺随着飞机设计技术和加工工艺的不断进步,对于飞机蒙皮厚度的要求也越来越高,尤其是对于飞行器的结构强度和重量控制。随之而来的是对于加工精度和效率的要求也越来越高。传统的化学铣加工由于存在大量废水和废气,对环境造成了严重的污染,同时也限制了生产效率。因此,以数铣替代化铣的绿色加工工艺成为了研究的热点和重要的发展方向。数铣技术是从计算机数字化控制技术发展而来的一种高精度加工工艺,它的优势在于可以通过数控加工机床对零件进行高精度的加工,同时其加工过程中不
一种飞机蒙皮化铣机床固定装置.pdf
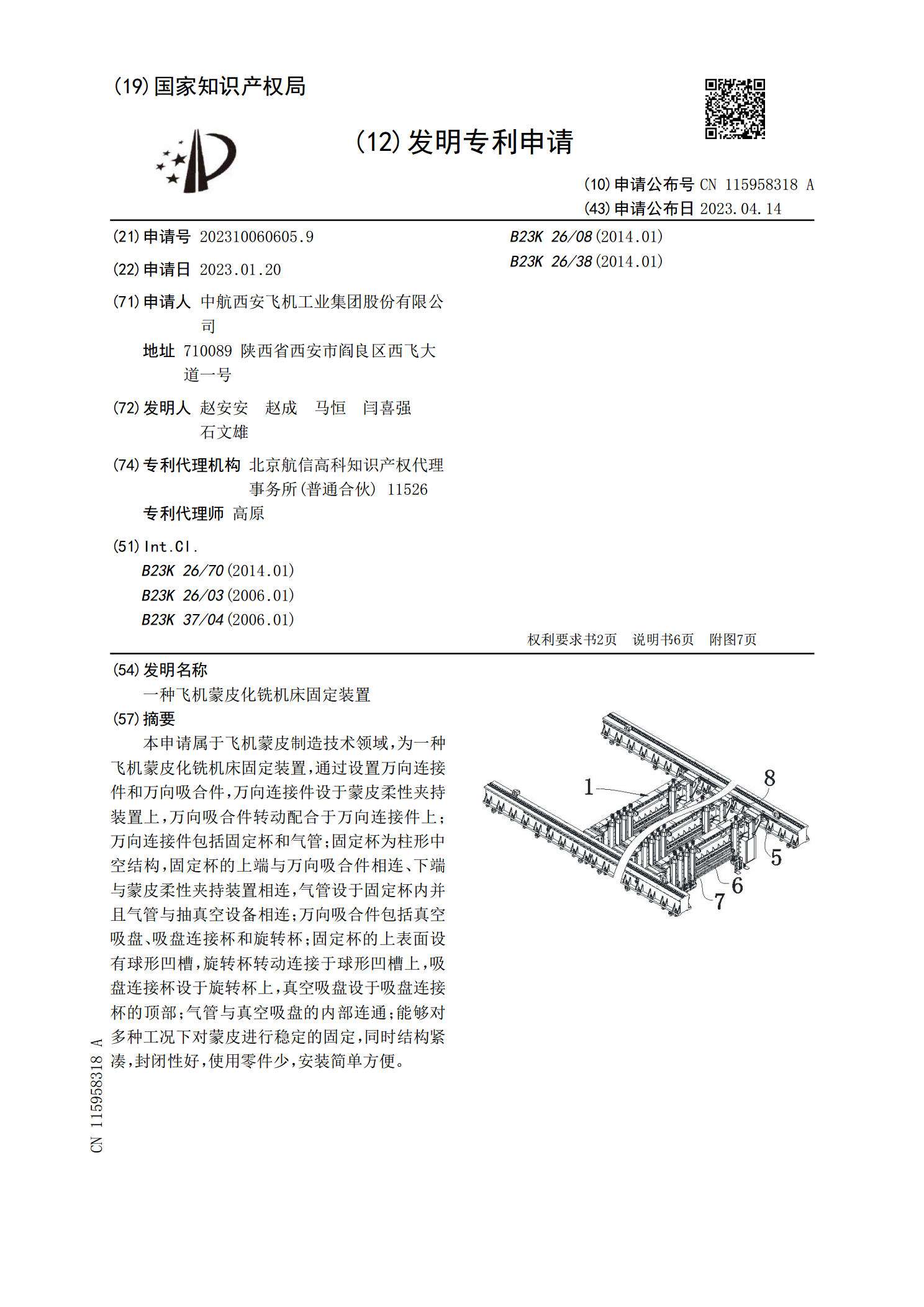
本申请属于飞机蒙皮制造技术领域,为一种飞机蒙皮化铣机床固定装置,通过设置万向连接件和万向吸合件,万向连接件设于蒙皮柔性夹持装置上,万向吸合件转动配合于万向连接件上;万向连接件包括固定杯和气管;固定杯为柱形中空结构,固定杯的上端与万向吸合件相连、下端与蒙皮柔性夹持装置相连,气管设于固定杯内并且气管与抽真空设备相连;万向吸合件包括真空吸盘、吸盘连接杯和旋转杯;固定杯的上表面设有球形凹槽,旋转杯转动连接于球形凹槽上,吸盘连接杯设于旋转杯上,真空吸盘设于吸盘连接杯的顶部;气管与真空吸盘的内部连通;能够对多种工况下

单曲度化铣蒙皮数字化精确制造技术.docx
单曲度化铣蒙皮数字化精确制造技术单曲度化铣蒙皮数字化精确制造技术摘要:单曲度化铣蒙皮是一种高精度制造技术,通过数字化技术和先进的铣床设备,可以精确制造复杂曲面结构。本文将介绍单曲度化铣蒙皮的概念、原理以及在航空航天等领域的应用。同时,重点讨论数字化精确制造技术在单曲度化铣蒙皮中的作用,并对未来的发展方向进行展望。一、引言随着科技的不断发展,人们对于制造技术的要求也越来越高。特别是在航空航天领域,对于复杂曲面结构的制造要求非常严格。传统的制造方法难以满足这些要求,所以单曲度化铣蒙皮数字化精确制造技术应运而生

一种构件多次刻型、化铣制造方法.pdf
为了解决现有的多次刻型技术中存在的刻型精度问题,本发明提供了一种构件多次刻型、化铣制造方法,包括步骤:1)对构件进行一次刻型;2)对构件进行一次化铣;3)将一次化铣后的构件从化铣溶液取出,去除构件表面残留的胶层;4)将构件重新装夹到刻型设备工作台上;5)采集构件外部形貌的三维信息,根据三维信息逆向重建构件当前的三维模型;6)基于步骤5)得到的三维模型、产品要求的化铣侵蚀比参数进行编程,得到下一次刻型加工程序;7)依据步骤6)编制的刻型加工程序对构件进行刻型;8)对构件进行化铣。本发明在刻型的基准为与构件当