
型芯的制造方法、以及利用该型芯的制造方法来获取型芯的涡轮构件的制造方法.pdf

韶敏****ab


1/10

2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
型芯的制造方法、以及利用该型芯的制造方法来获取型芯的涡轮构件的制造方法.pdf
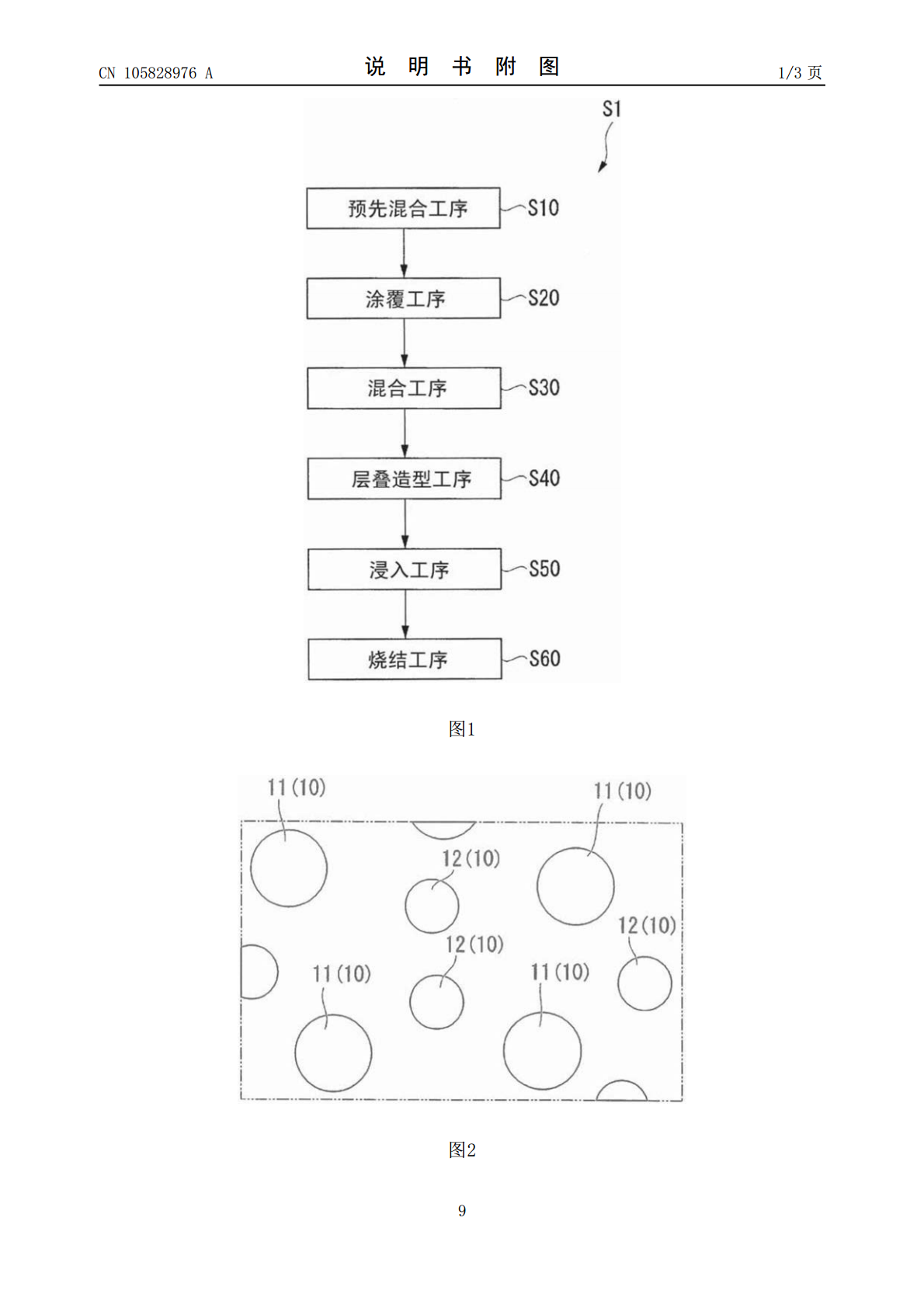
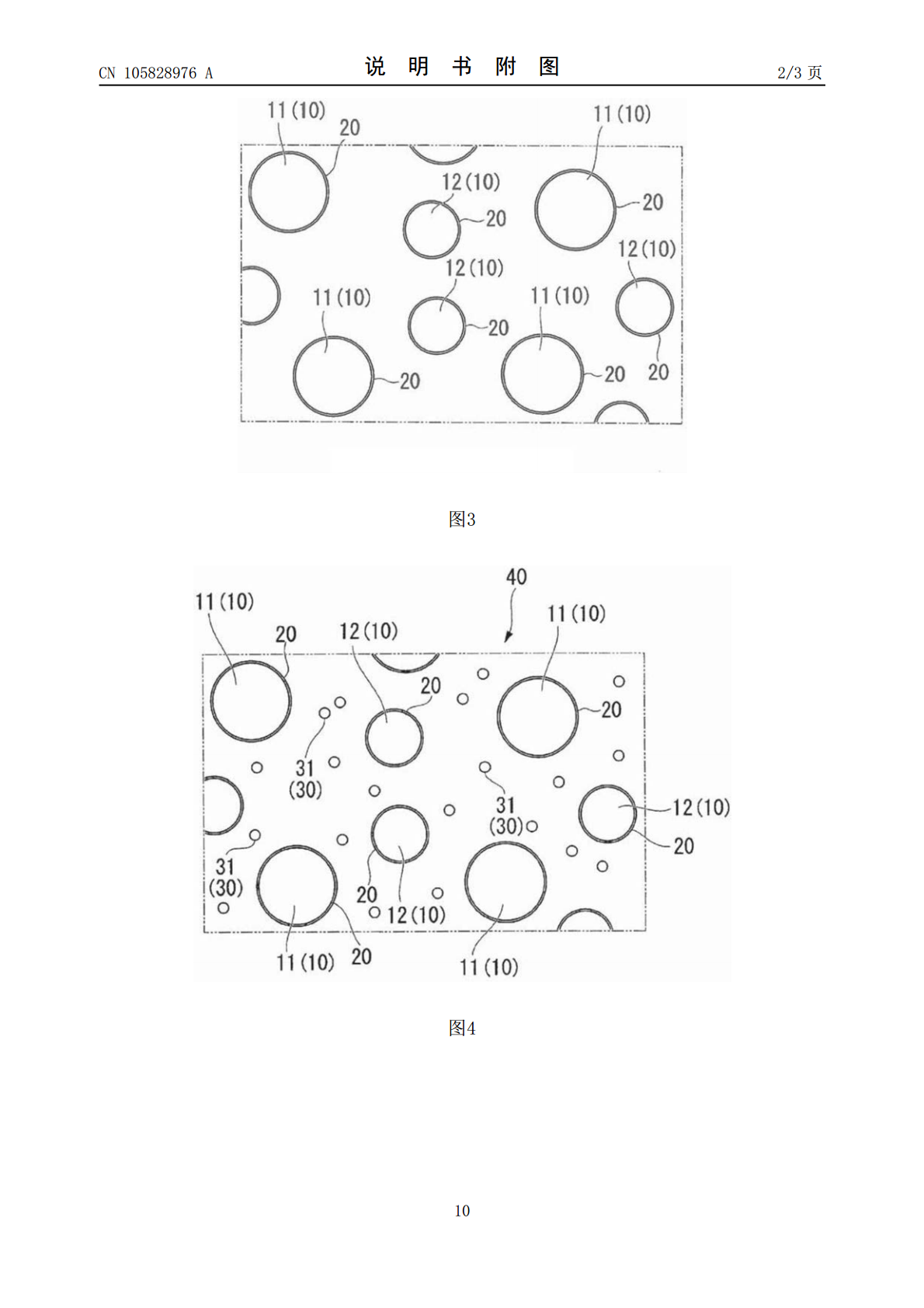
本发明提供一种型芯的制造方法,该型芯的制造方法(S1)包括:涂覆工序(S20),在该涂覆工序(S20)中,向由包含二氧化硅的大颗粒构成的大颗粒组添加有机粘合剂,并对所述大颗粒的表面涂覆所述有机粘合剂;混合工序(S30),在该混合工序(S30)中,在涂覆工序(S20)之后,对所述大颗粒组与由包含二氧化硅且颗粒直径比所述大颗粒小的小颗粒构成的小颗粒组进行混合;层叠造型工序(S40),在该层叠造型工序(S40)中,在混合工序(S30)之后,通过使用了所述大颗粒组与所述小颗粒组的混合物的层叠造型法来形成成形体;以

刚性型芯以及使用该刚性型芯的充气轮胎的制造方法.pdf
本发明提供容易将型芯主体取出的技术。包含环状的型芯主体(11),该型芯主体(11)具备对充气轮胎的内表面进行成形的成形面(18),型芯主体(11)由多个扇形体构成,并且,朝径向内侧将各扇形体取出。型芯主体(11)的成形面(18)的位于对胎侧部进行成形的区域的部位的最大宽度W、与对胎圈部的胎趾端进行成形的胎趾端成形位置(18e)处的轮胎轴向上的宽度Bd之比Bd/W为0.80以上。在成形面(18)的从胎趾端成形位置(18e)至最大宽度W的位置的内侧区间(30),在成形面(18)引出的切线(T)的角度α为45度

刚性型芯及使用该刚性型芯制造充气轮胎的方法.pdf
根据本发明,减少了用于型芯移除步骤的周期时间,同时抑制了橡胶构件的粘附位置在生胎形成步骤期间的移位。该刚性型芯具有环形的型芯本体,型芯本体具有用于模制成型充气轮胎的内表面的轮胎形成表面。型芯本体由沿周向方向分开并且可沿轮胎半径方向移动的多个型芯段形成。型芯段的形成了轮胎形成表面的外表面的表面粗糙度(Ra)为2.0μm到20.0μm。
刚性型芯以及轮胎的制造方法.pdf
本发明提供刚性型芯以及轮胎的制造方法,通过实施对刚性型芯的外表面与硫化成形后的轮胎的内腔面之间供给高压流体的流体供给工序而能够高效地将刚性型芯取出。轮胎(T)的制造方法中使用了包含对轮胎的内腔面进行硫化成形的具有刚性的外表面(7a)的刚性型芯(1),该轮胎的制造方法包括:生胎成形工序,将未硫化的橡胶部件粘贴于刚性型芯的外表面而对生胎(t)进行成形;硫化工序,将生胎与刚性型芯一起进行硫化成形;以及取出工序(S1),将刚性型芯(1)从硫化成形后的轮胎取出,取出工序(S1)包括对刚性型芯的外表面与轮胎的内腔面之
轮胎形成用的刚性型芯及使用该刚性型芯的轮胎制造方法.pdf
在型芯加工法中,抑制型芯段之间的橡胶啮合,并且抑制由热膨胀引起的产生型芯段之间的半径方向的阶梯差。型芯主体(2)被分割为第1型芯段(5A)、第2型芯段(5B)以及配置于其间的对接部件(6),其中,该第1型芯段(5A)的周向两端面(5As)朝向半径方向内侧而向周向宽度增加的方向倾斜,该第2型芯段(5B)的周向两端面(5Bs)朝向半径方向内侧而向周向宽度减小的方向倾斜,且与所述型芯段(5A)交替配置。对接部件(6)的杨氏模量(Ea)比第1、第2型芯段(5A、5B)的杨氏模量(Eb)小。