
一种铝合金化铣保护胶喷涂、检验及刻型的方法.pdf

书生****瑞梦

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金化铣保护胶喷涂、检验及刻型的方法.pdf
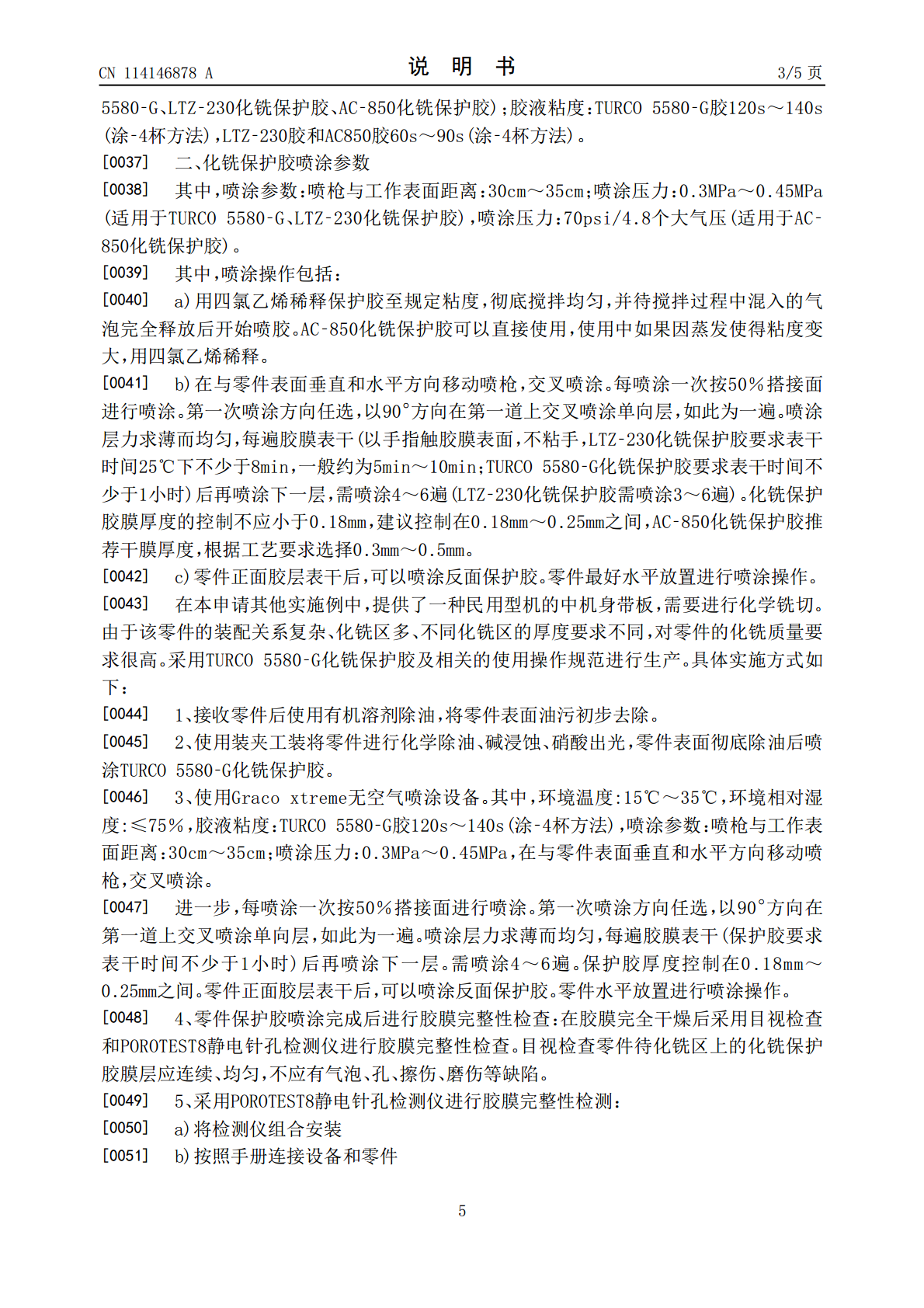
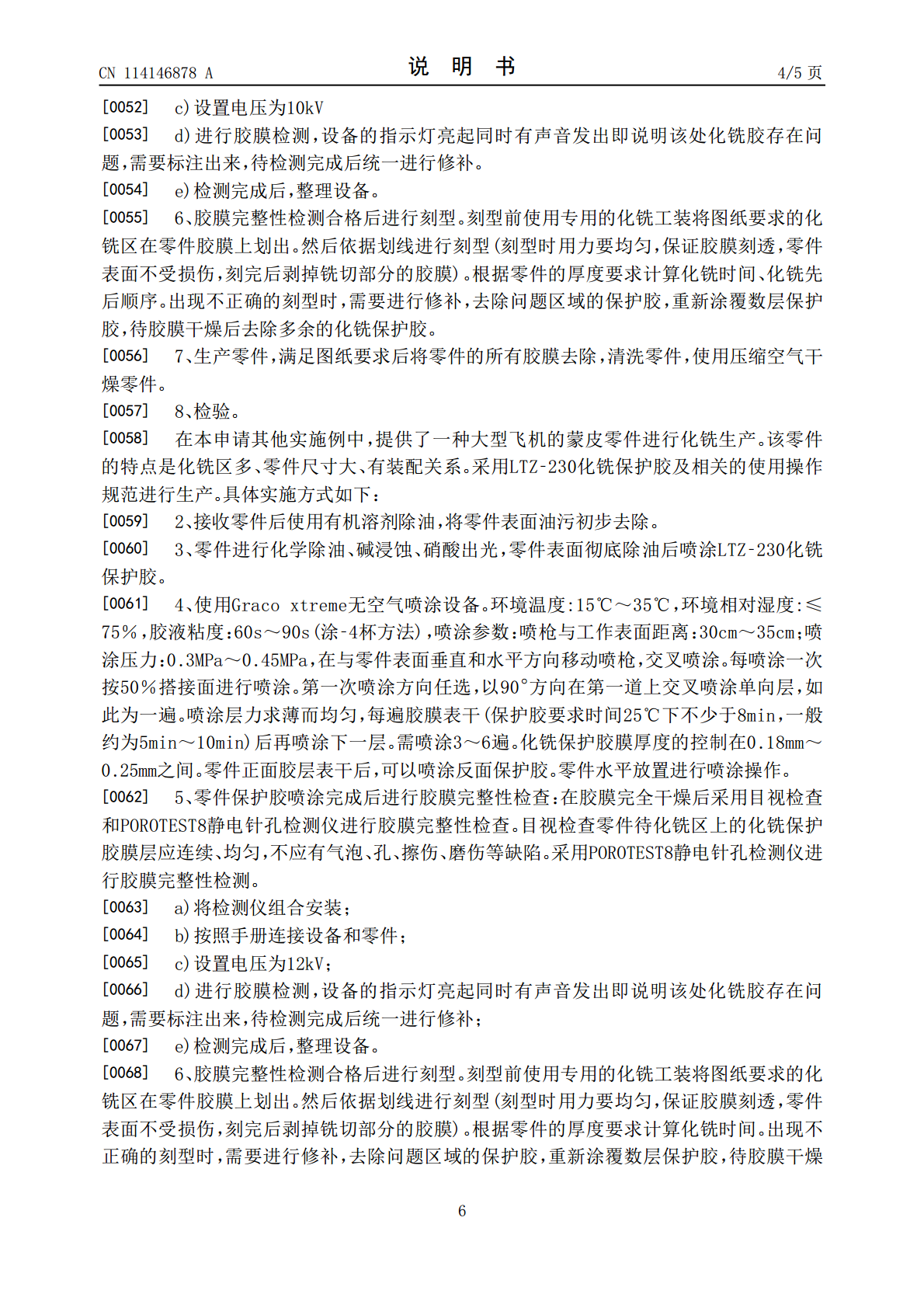
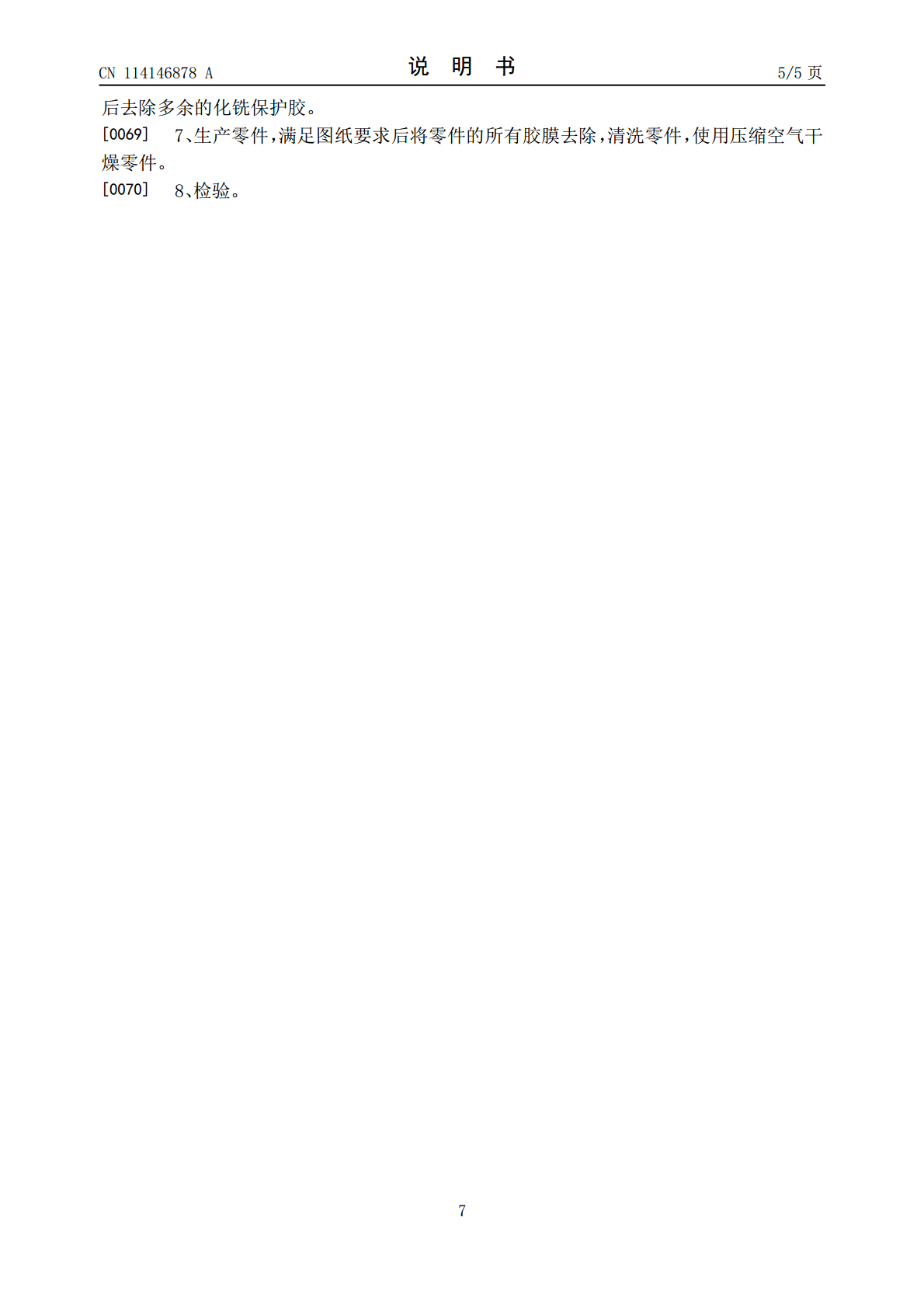
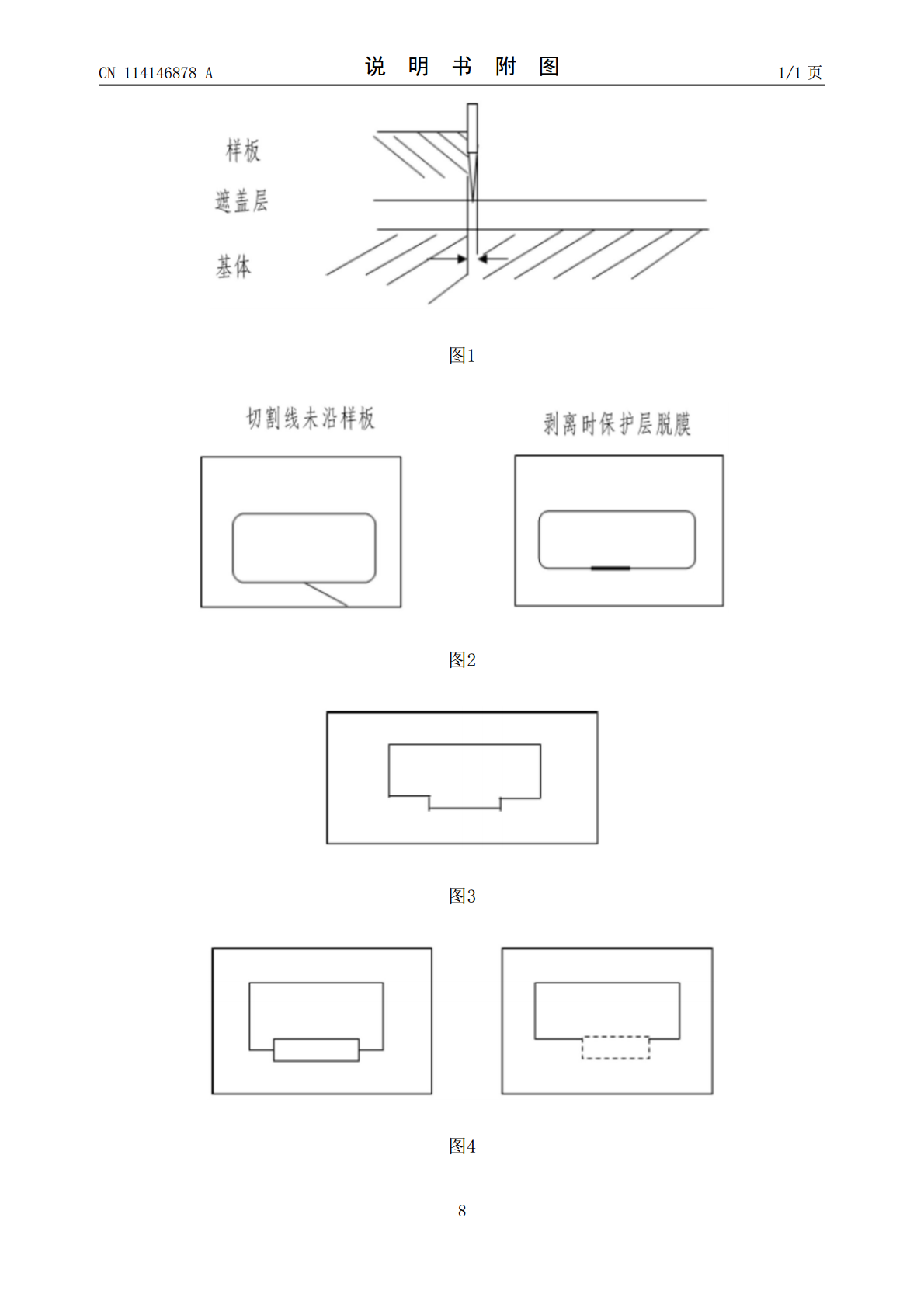
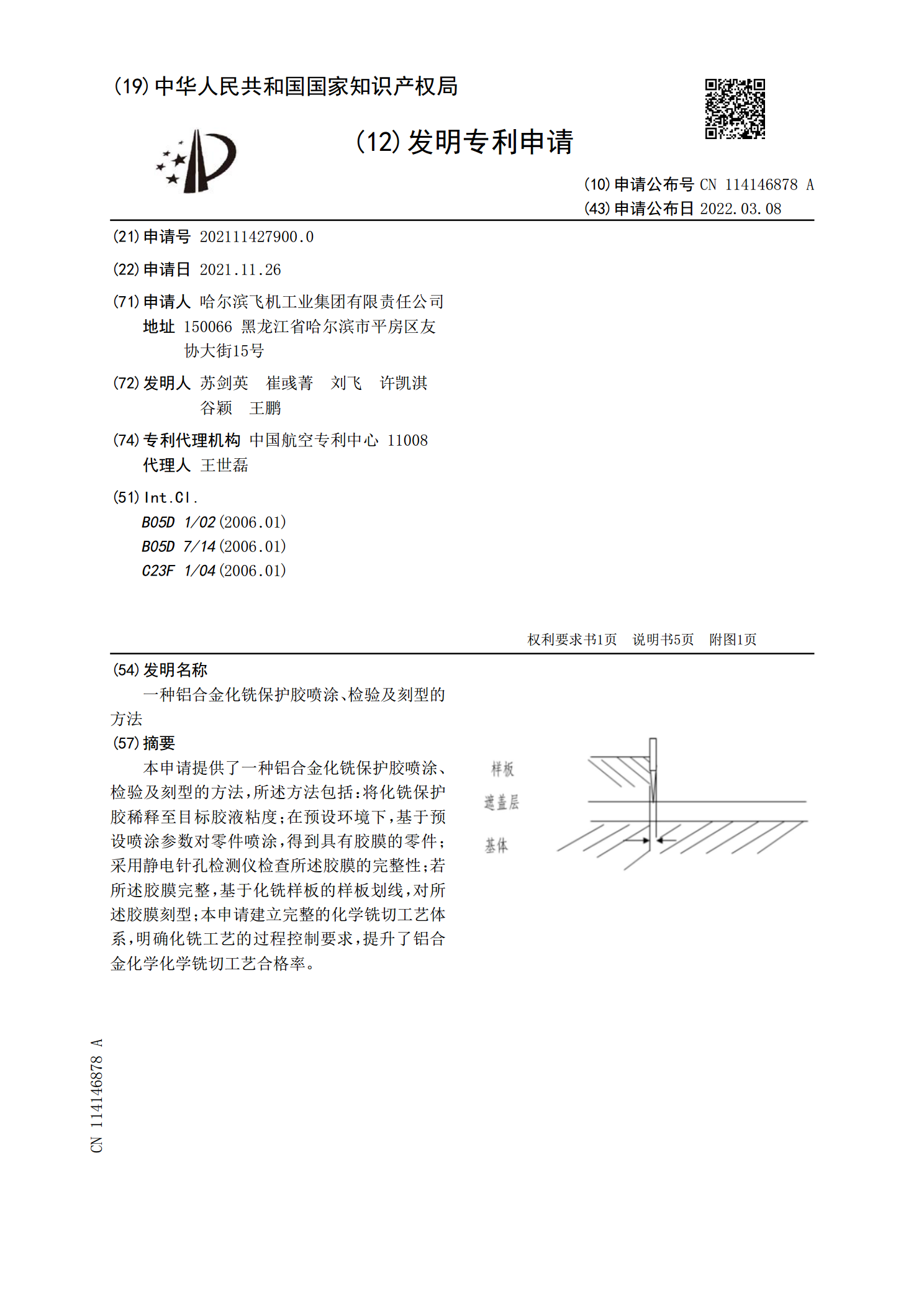
本申请提供了一种铝合金化铣保护胶喷涂、检验及刻型的方法,所述方法包括:将化铣保护胶稀释至目标胶液粘度;在预设环境下,基于预设喷涂参数对零件喷涂,得到具有胶膜的零件;采用静电针孔检测仪检查所述胶膜的完整性;若所述胶膜完整,基于化铣样板的样板划线,对所述胶膜刻型;本申请建立完整的化学铣切工艺体系,明确化铣工艺的过程控制要求,提升了铝合金化学化学铣切工艺合格率。

一种构件多次刻型、化铣制造方法.pdf
为了解决现有的多次刻型技术中存在的刻型精度问题,本发明提供了一种构件多次刻型、化铣制造方法,包括步骤:1)对构件进行一次刻型;2)对构件进行一次化铣;3)将一次化铣后的构件从化铣溶液取出,去除构件表面残留的胶层;4)将构件重新装夹到刻型设备工作台上;5)采集构件外部形貌的三维信息,根据三维信息逆向重建构件当前的三维模型;6)基于步骤5)得到的三维模型、产品要求的化铣侵蚀比参数进行编程,得到下一次刻型加工程序;7)依据步骤6)编制的刻型加工程序对构件进行刻型;8)对构件进行化铣。本发明在刻型的基准为与构件当
一种飞机蒙皮化铣精确刻型方法.pdf
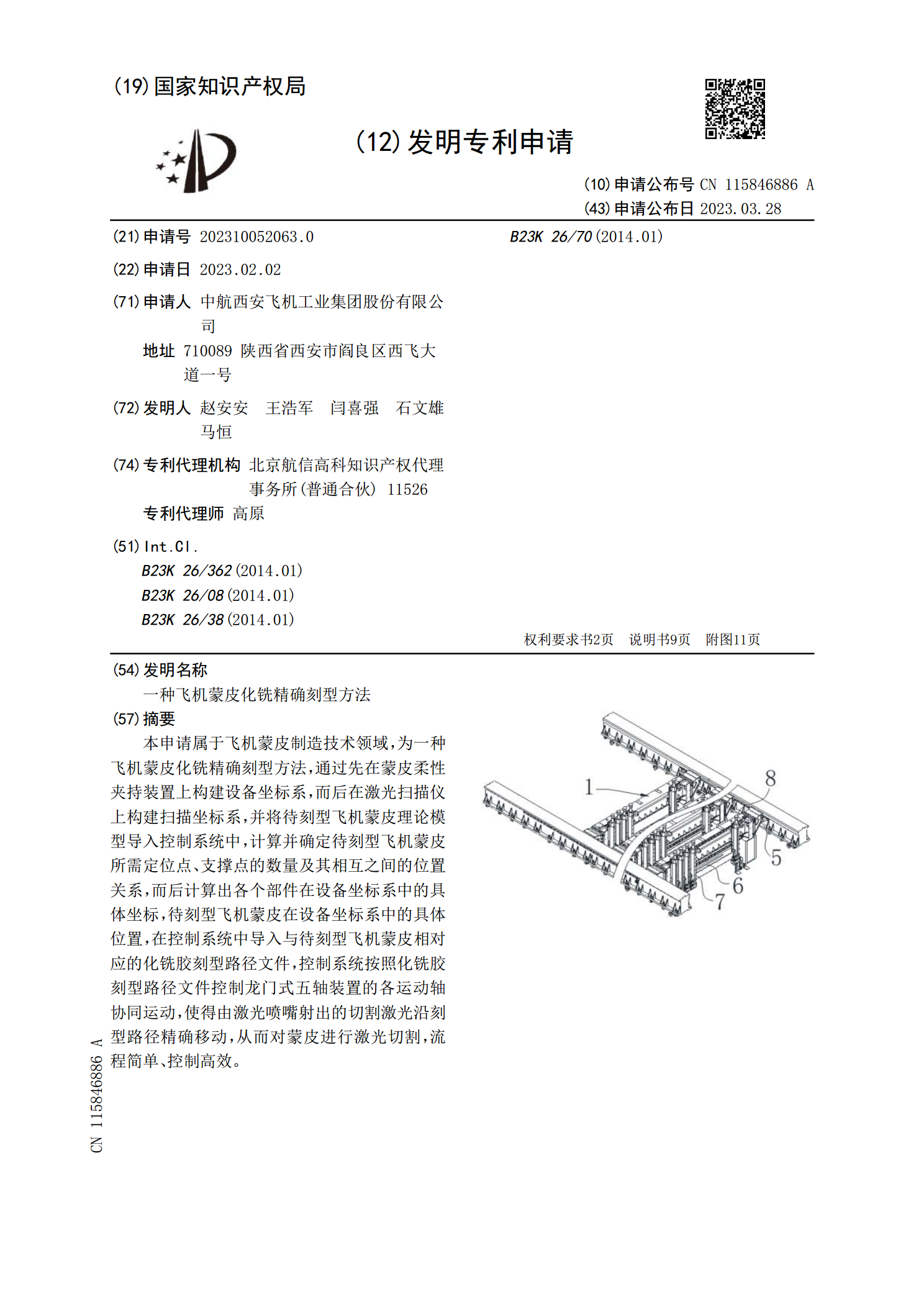
本申请属于飞机蒙皮制造技术领域,为一种飞机蒙皮化铣精确刻型方法,通过先在蒙皮柔性夹持装置上构建设备坐标系,而后在激光扫描仪上构建扫描坐标系,并将待刻型飞机蒙皮理论模型导入控制系统中,计算并确定待刻型飞机蒙皮所需定位点、支撑点的数量及其相互之间的位置关系,而后计算出各个部件在设备坐标系中的具体坐标,待刻型飞机蒙皮在设备坐标系中的具体位置,在控制系统中导入与待刻型飞机蒙皮相对应的化铣胶刻型路径文件,控制系统按照化铣胶刻型路径文件控制龙门式五轴装置的各运动轴协同运动,使得由激光喷嘴射出的切割激光沿刻型路径精确移

线激光扫描化铣胶刻线的路径规划方法及系统.pdf
本发明提供了一种线激光扫描化铣胶刻线的路径规划方法及系统,包括:步骤1:将线激光扫描仪固定在五轴数控机床的末端执行器上,由五轴数控机床带动线激光扫描仪对化铣胶刻线进行五轴联动式的扫描;步骤2:通过交叉式的扫描方法,将线激光扫描仪发射的线激光与化铣胶刻线的夹角设置在预设范围内,对化铣胶刻线进行扫描。与现有技术相比,本发明通过交叉式的扫描方法,将线激光扫描仪发射的线激光与化铣胶刻线的夹角设置在预设范围内,从而为精确提取化铣胶刻线的中心位置提供了可靠的数据支撑,同时也为化铣胶刻线的自动化检测技术开辟了一条新的技

钛合金基体化铣保护胶层激光刻型工艺参数研究.pptx
钛合金基体化铣保护胶层激光刻型工艺参数研究目录钛合金基体的特性钛合金的物理和化学性质钛合金在航空航天领域的应用钛合金加工的挑战和难点化铣保护胶层的作用化铣保护胶层的材料选择化铣保护胶层的制备工艺化铣保护胶层在钛合金加工中的作用激光刻型工艺参数的影响激光功率对刻型效果的影响扫描速度对刻型效果的影响光束质量对刻型效果的影响焦点位置对刻型效果的影响实验设计与结果分析实验材料与设备实验过程与方法实验结果与分析工艺参数优化与改进应用前景与展望激光刻型工艺在钛合金加工中的应用前景激光刻型工艺在其他材料加工中的应用拓展