
一种钛合金封装壳体的加工方法.pdf

听云****君哇

1/9
2/9
3/9
4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金封装壳体的加工方法.pdf
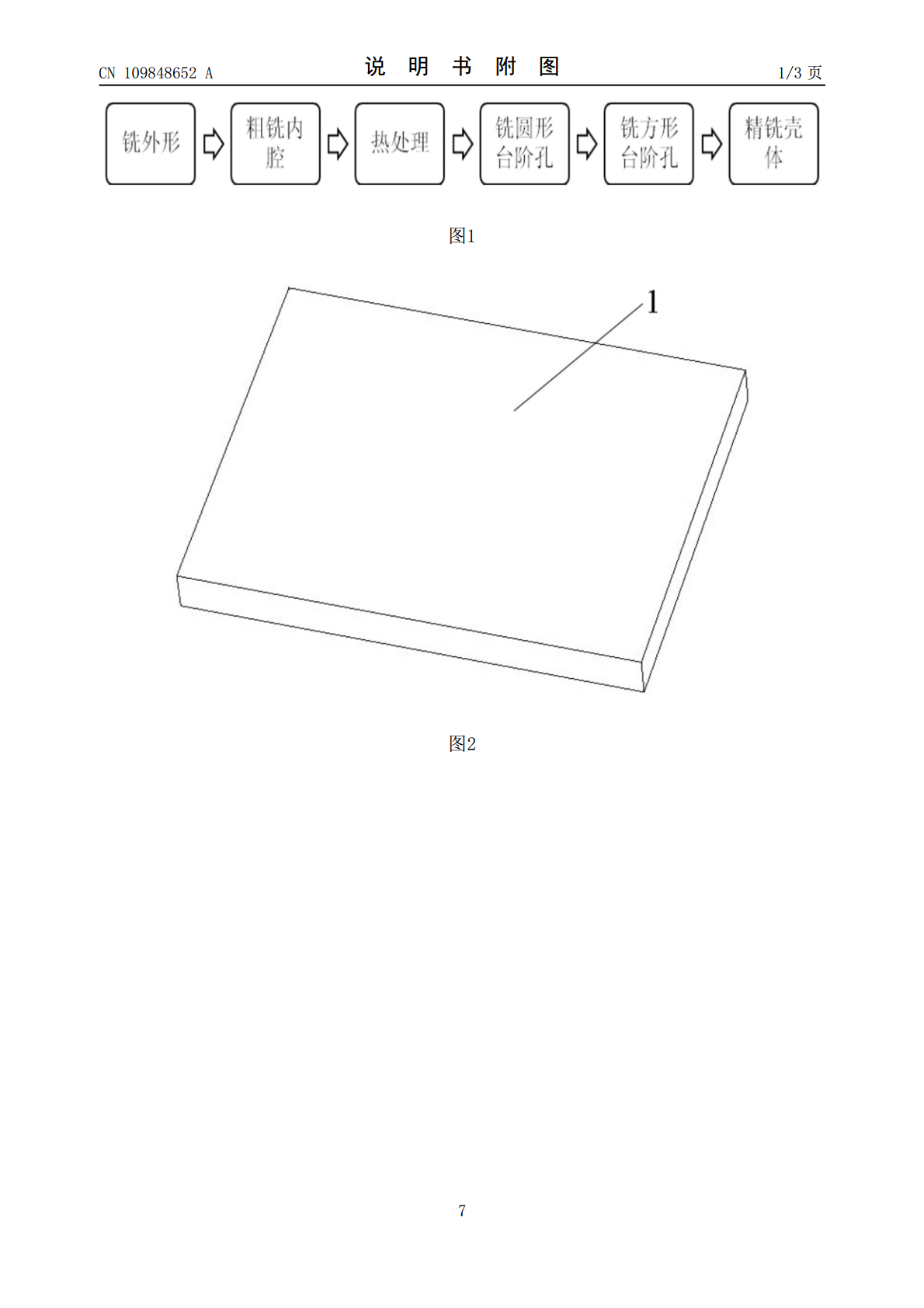
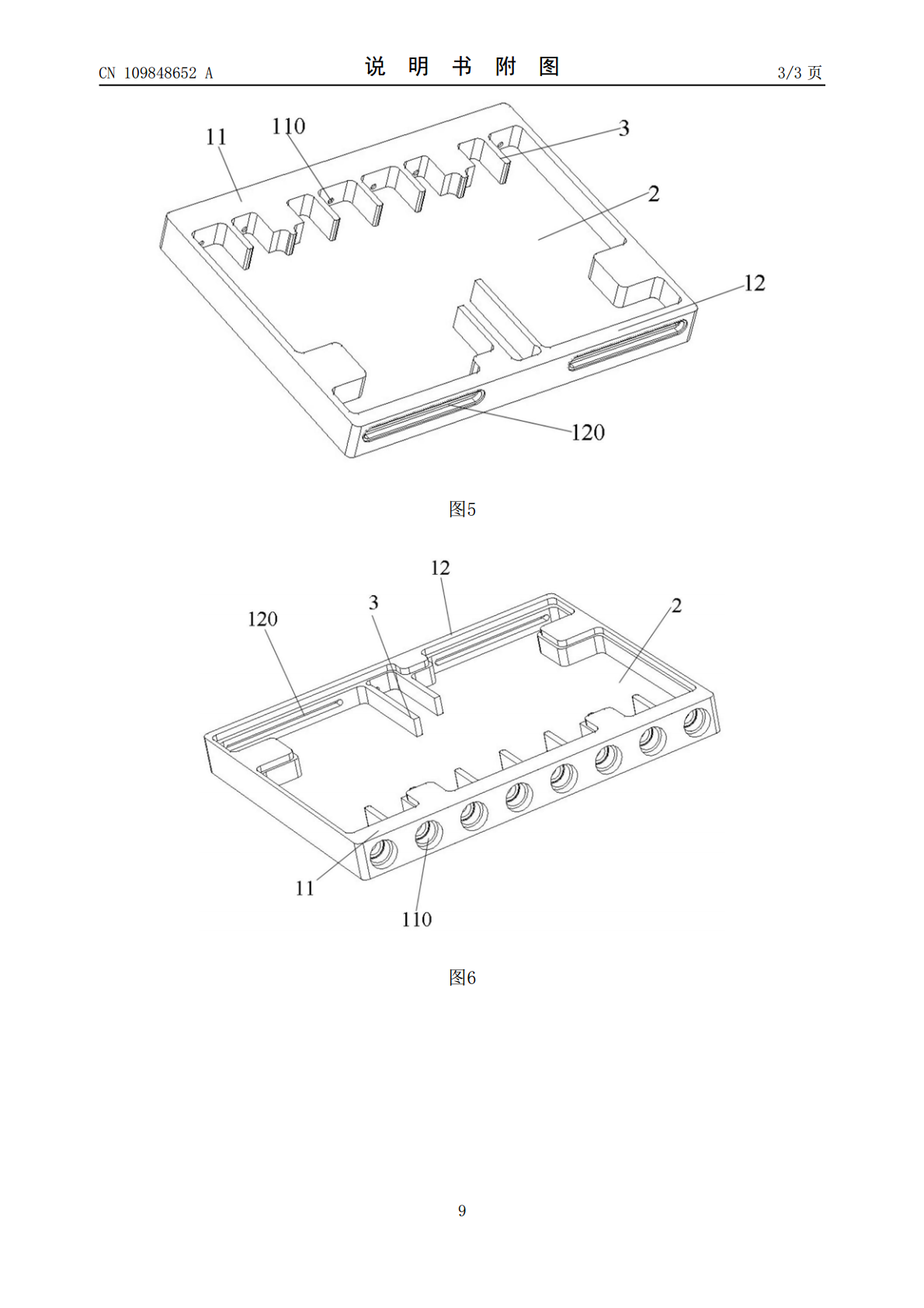
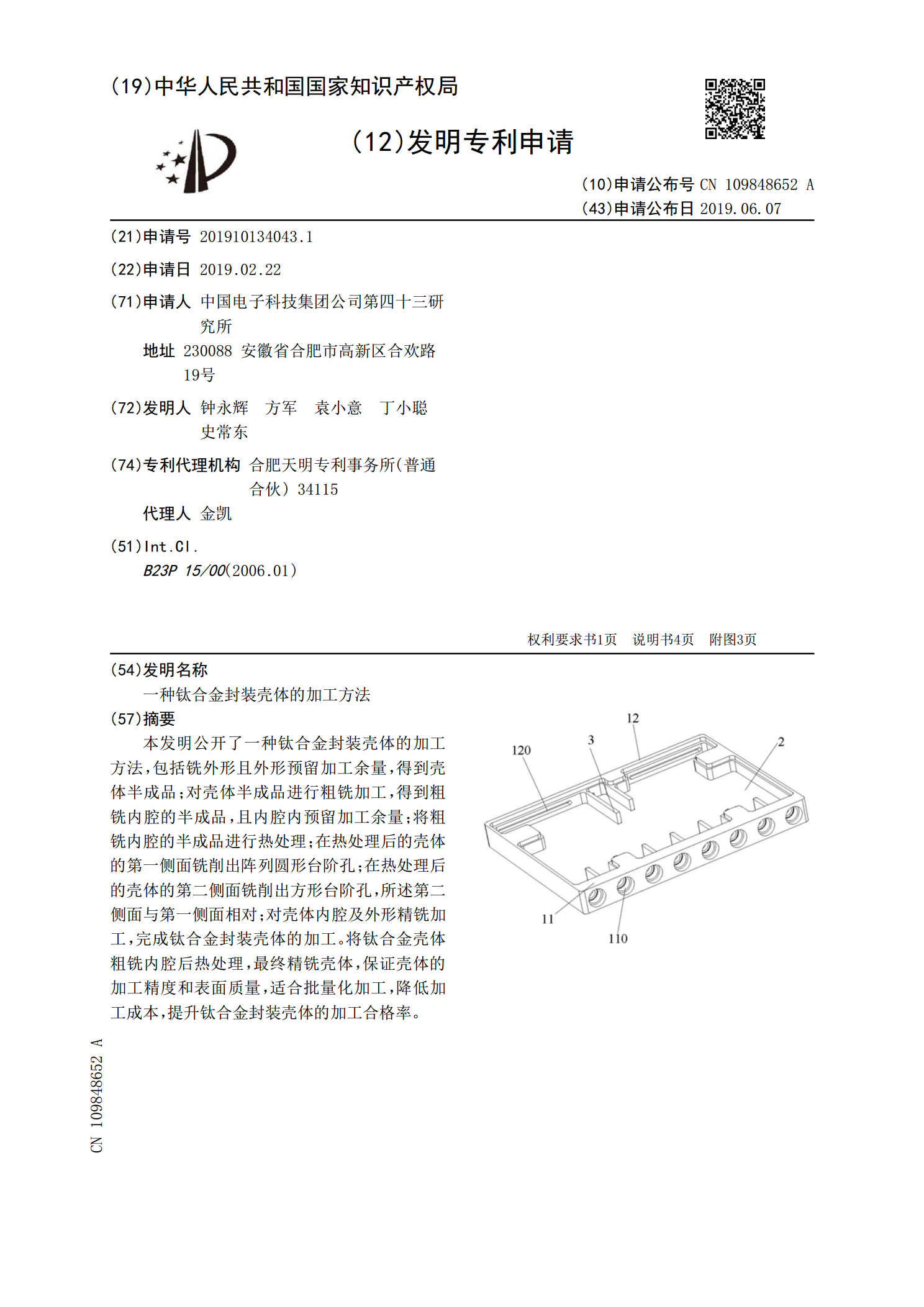
本发明公开了一种钛合金封装壳体的加工方法,包括铣外形且外形预留加工余量,得到壳体半成品;对壳体半成品进行粗铣加工,得到粗铣内腔的半成品,且内腔内预留加工余量;将粗铣内腔的半成品进行热处理;在热处理后的壳体的第一侧面铣削出阵列圆形台阶孔;在热处理后的壳体的第二侧面铣削出方形台阶孔,所述第二侧面与第一侧面相对;对壳体内腔及外形精铣加工,完成钛合金封装壳体的加工。将钛合金壳体粗铣内腔后热处理,最终精铣壳体,保证壳体的加工精度和表面质量,适合批量化加工,降低加工成本,提升钛合金封装壳体的加工合格率。
一种钛合金壳体、轮轨检测仪器和钛合金壳体的加工方法.pdf
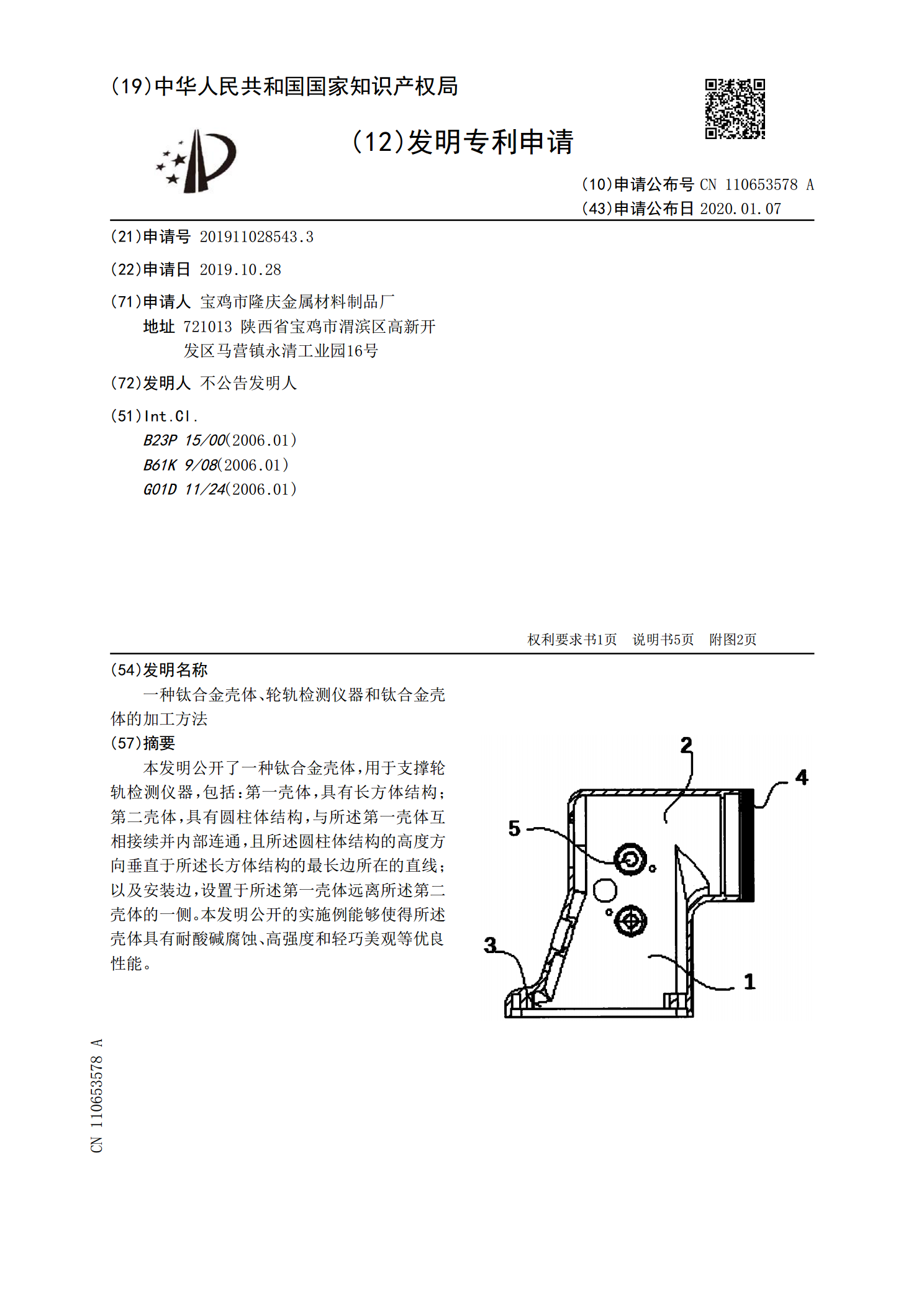
本发明公开了一种钛合金壳体,用于支撑轮轨检测仪器,包括:第一壳体,具有长方体结构;第二壳体,具有圆柱体结构,与所述第一壳体互相接续并内部连通,且所述圆柱体结构的高度方向垂直于所述长方体结构的最长边所在的直线;以及安装边,设置于所述第一壳体远离所述第二壳体的一侧。本发明公开的实施例能够使得所述壳体具有耐酸碱腐蚀、高强度和轻巧美观等优良性能。

一种钛合金油箱壳体成形方法.pdf
本发明属于精密钣金加工领域,公开了一种钛合金油箱壳体成形方法,包括以下步骤:步骤一:按钛合金油箱壳体中性层理论直径尺寸计算零件展开料形状,并沿轧制坯料的纤维方向下料,得到平板板料;步骤二:根据冷滚机的结构参数确定油箱壳体冷滚弯直径;步骤三:利用冷滚机按照油箱壳体冷滚弯直径对平板板料进行滚弯成形;步骤四:对滚弯成形的板料进行对接焊接;步骤五:对焊接形成的圆筒件进行热校形和稳定化处理。本发明通过展开料计算、主动轮下压位移补偿计算、电子束对接焊和热校形稳定化处理的复合工艺,大大节省了热成形工艺所需要的工艺余量和

一种壳体加工方法.pdf
本发明公开了一种壳体加工方法,进料检验;钻铣凹面,在CNC加工中心上加工,以正面毛坯定位;铣窗口(侧面),在CNC加工中心B轴上加工,以凹平面及孔定位;钻攻正面,在CNC加工中心上加工,以凹平面、销孔定位,压侧壁凸台;成品检验,采用空气量仪,CMM,轮廓仪,粗糙度量仪等先进检具;包装入库,经成品检验合格的产品,定量装框,并用防潮膜封好,入库。本发明提供一种加工方法将易变形工序提前,后续修正变形,保证了加工的质量,极大的提高了后续的投料产出率。
一种封装管壳体.pdf
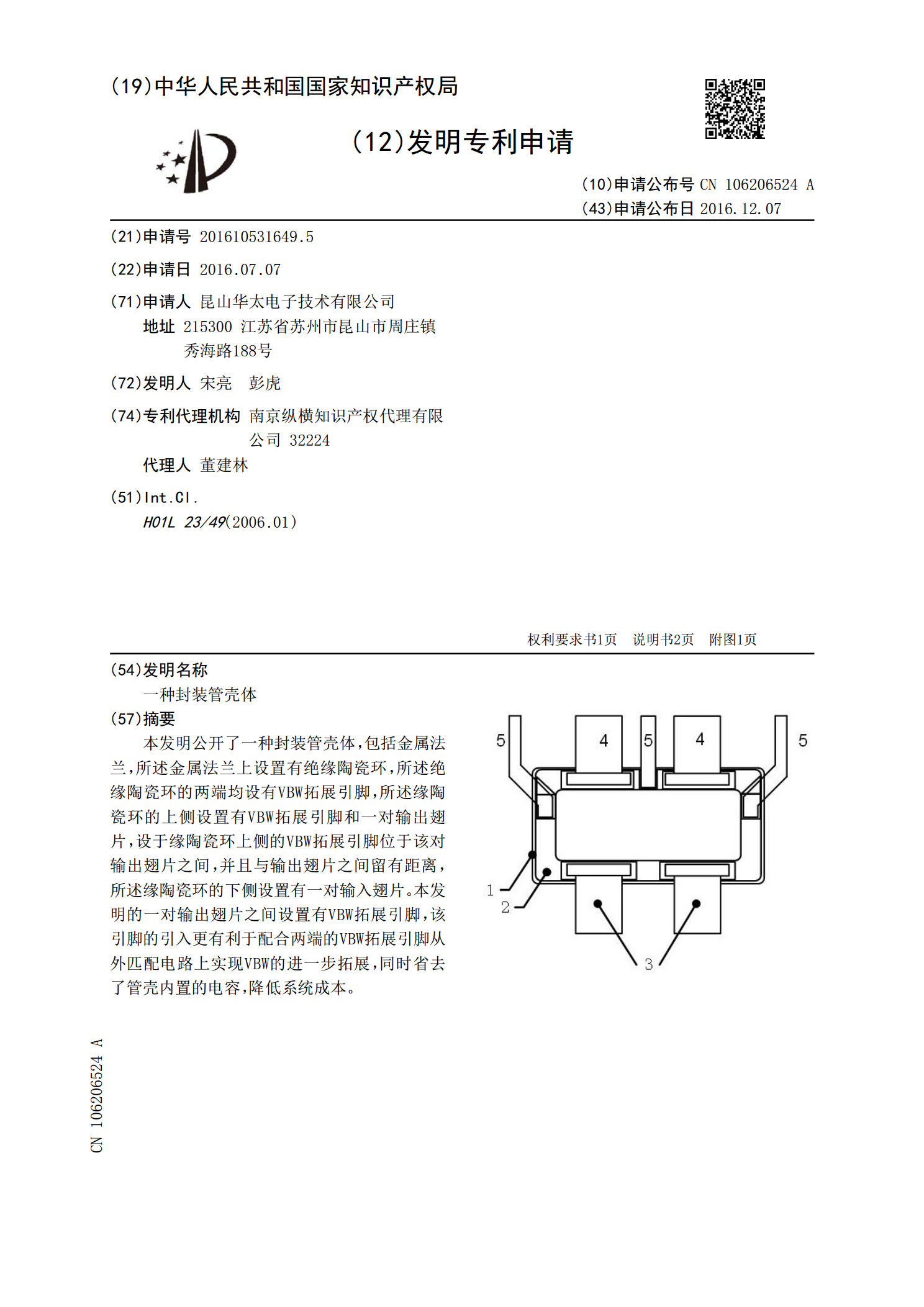
本发明公开了一种封装管壳体,包括金属法兰,所述金属法兰上设置有绝缘陶瓷环,所述绝缘陶瓷环的两端均设有VBW拓展引脚,所述缘陶瓷环的上侧设置有VBW拓展引脚和一对输出翅片,设于缘陶瓷环上侧的VBW拓展引脚位于该对输出翅片之间,并且与输出翅片之间留有距离,所述缘陶瓷环的下侧设置有一对输入翅片。本发明的一对输出翅片之间设置有VBW拓展引脚,该引脚的引入更有利于配合两端的VBW拓展引脚从外匹配电路上实现VBW的进一步拓展,同时省去了管壳内置的电容,降低系统成本。