
一种钛合金油箱壳体成形方法.pdf

是秋****写意

1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钛合金油箱壳体成形方法.pdf
本发明属于精密钣金加工领域,公开了一种钛合金油箱壳体成形方法,包括以下步骤:步骤一:按钛合金油箱壳体中性层理论直径尺寸计算零件展开料形状,并沿轧制坯料的纤维方向下料,得到平板板料;步骤二:根据冷滚机的结构参数确定油箱壳体冷滚弯直径;步骤三:利用冷滚机按照油箱壳体冷滚弯直径对平板板料进行滚弯成形;步骤四:对滚弯成形的板料进行对接焊接;步骤五:对焊接形成的圆筒件进行热校形和稳定化处理。本发明通过展开料计算、主动轮下压位移补偿计算、电子束对接焊和热校形稳定化处理的复合工艺,大大节省了热成形工艺所需要的工艺余量和
一种近β型低成本钛合金壳体的挤压成形方法.pdf
本发明公开了一种近β型低成本钛合金壳体的挤压成形方法。本发明首先是将钛合金预制坯料放入对电阻加热炉中加热至Tβ‑20℃,保温1小时,接着将加热好的钛合金坯料放入挤压模具中,合模,采用专用的加热控温装置,对钛合金挤压过程进行变温控制,挤压完成后,取出制件,空冷,最终完成整个钛合金壳体的精密成形。应用本发明,可以避免钛合金挤压件在挤压时发生裂纹或内部β斑,外部质量和内部组织好,产品性能得到提高,工序简便,生产效率高。
一种钛合金壳体、轮轨检测仪器和钛合金壳体的加工方法.pdf
本发明公开了一种钛合金壳体,用于支撑轮轨检测仪器,包括:第一壳体,具有长方体结构;第二壳体,具有圆柱体结构,与所述第一壳体互相接续并内部连通,且所述圆柱体结构的高度方向垂直于所述长方体结构的最长边所在的直线;以及安装边,设置于所述第一壳体远离所述第二壳体的一侧。本发明公开的实施例能够使得所述壳体具有耐酸碱腐蚀、高强度和轻巧美观等优良性能。
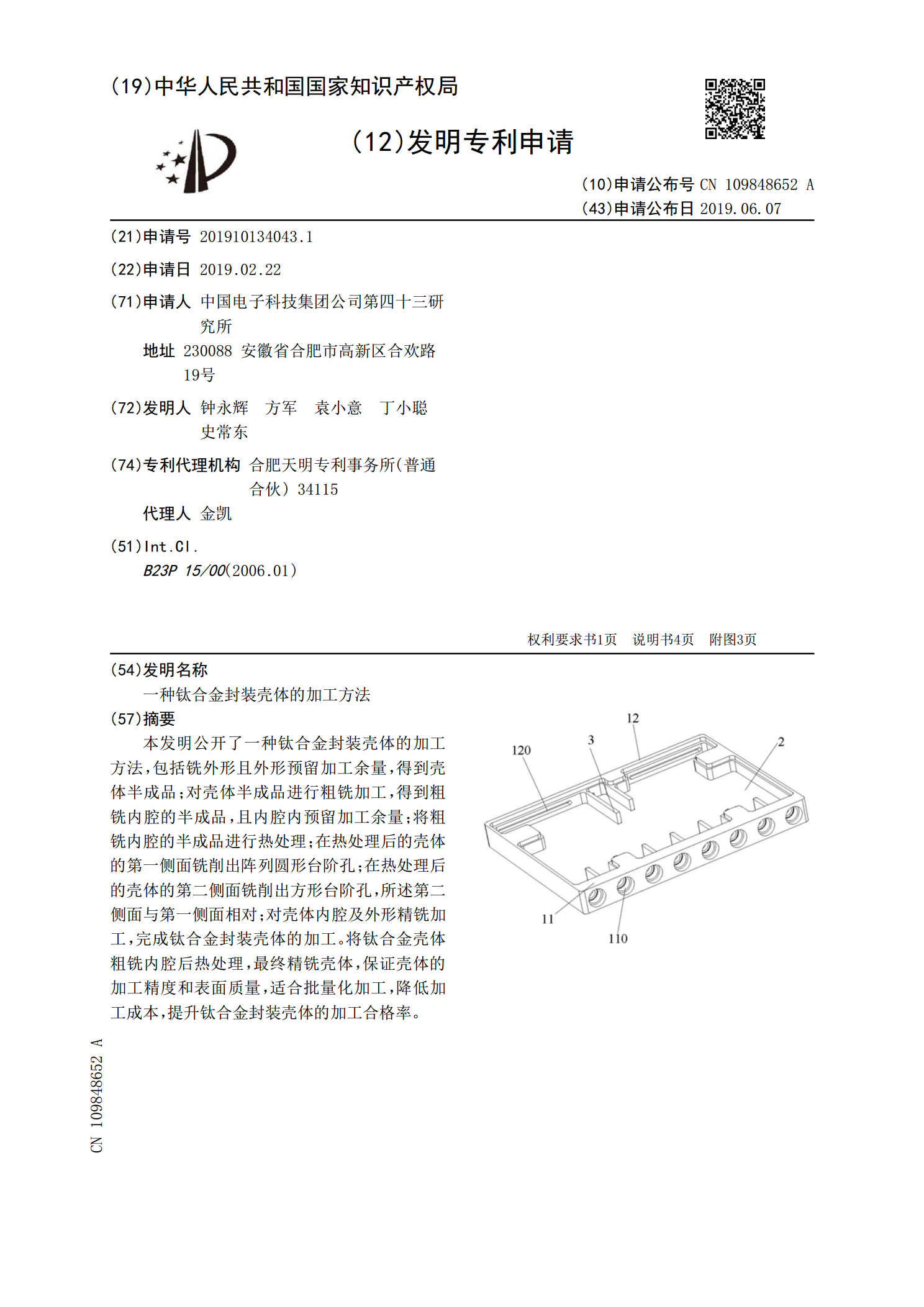
一种钛合金封装壳体的加工方法.pdf
本发明公开了一种钛合金封装壳体的加工方法,包括铣外形且外形预留加工余量,得到壳体半成品;对壳体半成品进行粗铣加工,得到粗铣内腔的半成品,且内腔内预留加工余量;将粗铣内腔的半成品进行热处理;在热处理后的壳体的第一侧面铣削出阵列圆形台阶孔;在热处理后的壳体的第二侧面铣削出方形台阶孔,所述第二侧面与第一侧面相对;对壳体内腔及外形精铣加工,完成钛合金封装壳体的加工。将钛合金壳体粗铣内腔后热处理,最终精铣壳体,保证壳体的加工精度和表面质量,适合批量化加工,降低加工成本,提升钛合金封装壳体的加工合格率。
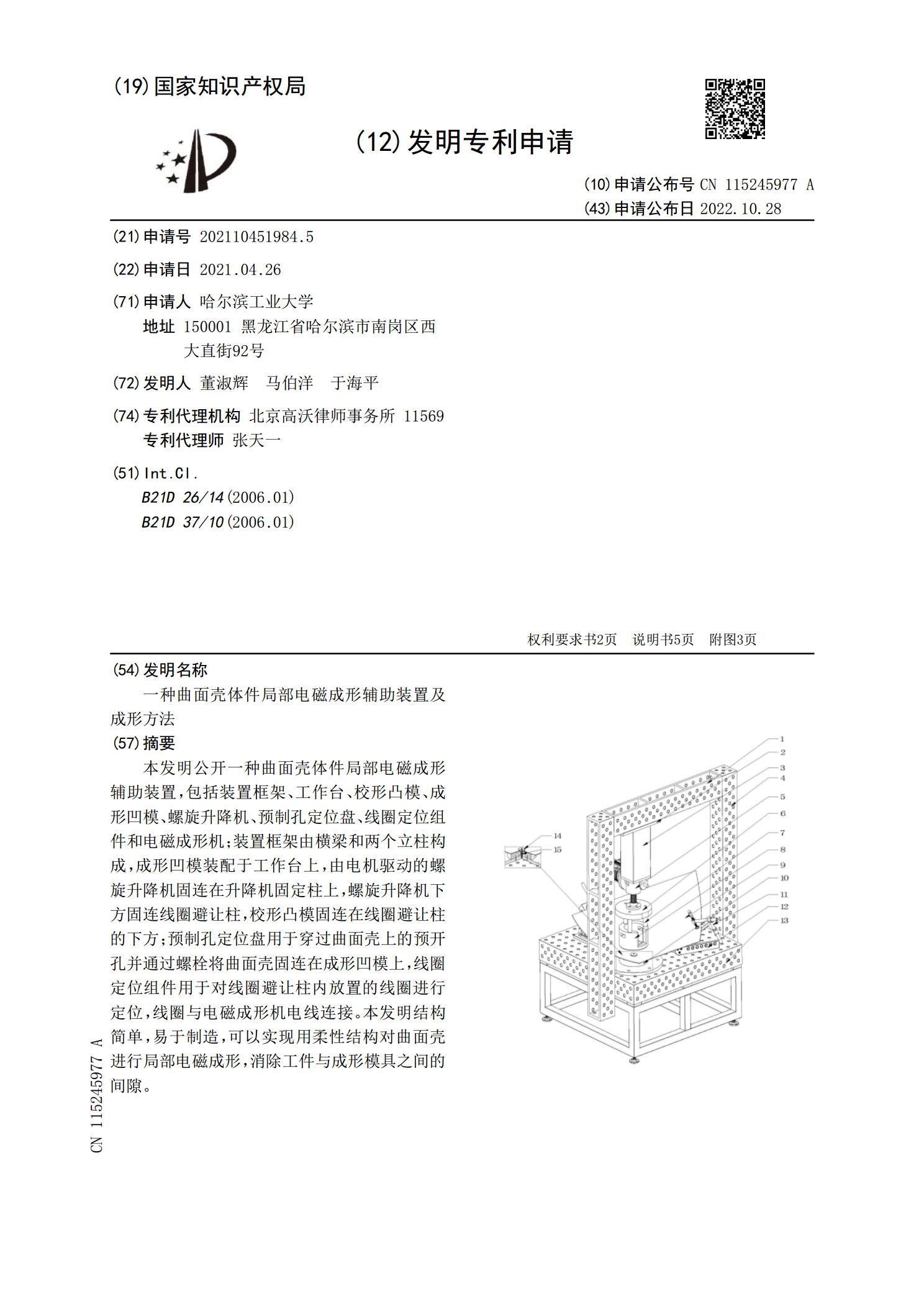
一种曲面壳体件局部电磁成形辅助装置及成形方法.pdf
本发明公开一种曲面壳体件局部电磁成形辅助装置,包括装置框架、工作台、校形凸模、成形凹模、螺旋升降机、预制孔定位盘、线圈定位组件和电磁成形机;装置框架由横梁和两个立柱构成,成形凹模装配于工作台上,由电机驱动的螺旋升降机固连在升降机固定柱上,螺旋升降机下方固连线圈避让柱,校形凸模固连在线圈避让柱的下方;预制孔定位盘用于穿过曲面壳上的预开孔并通过螺栓将曲面壳固连在成形凹模上,线圈定位组件用于对线圈避让柱内放置的线圈进行定位,线圈与电磁成形机电线连接。本发明结构简单,易于制造,可以实现用柔性结构对曲面壳进行局部电