
一种壳体加工方法.pdf

一条****发啊


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种壳体加工方法.pdf
本发明公开了一种壳体加工方法,进料检验;钻铣凹面,在CNC加工中心上加工,以正面毛坯定位;铣窗口(侧面),在CNC加工中心B轴上加工,以凹平面及孔定位;钻攻正面,在CNC加工中心上加工,以凹平面、销孔定位,压侧壁凸台;成品检验,采用空气量仪,CMM,轮廓仪,粗糙度量仪等先进检具;包装入库,经成品检验合格的产品,定量装框,并用防潮膜封好,入库。本发明提供一种加工方法将易变形工序提前,后续修正变形,保证了加工的质量,极大的提高了后续的投料产出率。

壳体加工方法、壳体及终端.pdf
本发明提供了一种壳体加工方法,用于去除壳体的内表面预留的金属连接桥,其特征在于,所述方法包括步骤:提供一壳体,其中,所述壳体开设有至少一个天线槽,所述壳体的内表面上设置有横跨所述至少一个天线槽的金属连接桥;通过一具有预设刀面厚度的T型加工刀对所述金属连接桥进行预设次数的切削,每次切削对应的厚度,以在所述壳体的内表面去除所述金属连接桥。本发明还提供了一种通过所述壳体加工方法去除了金属连接桥的壳体,以及具有壳体的终端。本发明能够以一种有效的方式去除壳体内表面预留的金属连接桥且可大大降低不良率。
一种壳体的加工方法、壳体及移动终端.pdf
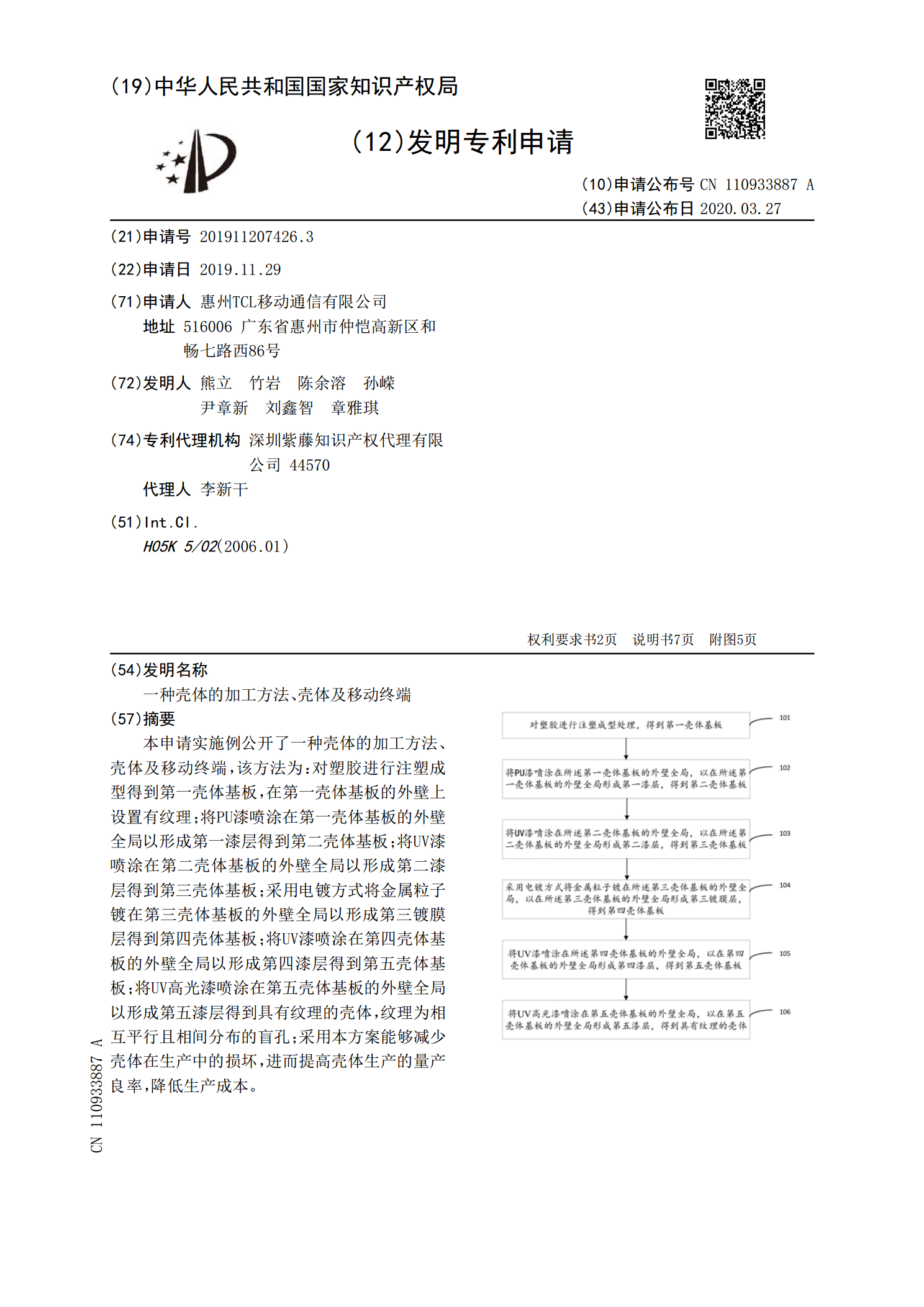
本申请实施例公开了一种壳体的加工方法、壳体及移动终端,该方法为:对塑胶进行注塑成型得到第一壳体基板,在第一壳体基板的外壁上设置有纹理;将PU漆喷涂在第一壳体基板的外壁全局以形成第一漆层得到第二壳体基板;将UV漆喷涂在第二壳体基板的外壁全局以形成第二漆层得到第三壳体基板;采用电镀方式将金属粒子镀在第三壳体基板的外壁全局以形成第三镀膜层得到第四壳体基板;将UV漆喷涂在第四壳体基板的外壁全局以形成第四漆层得到第五壳体基板;将UV高光漆喷涂在第五壳体基板的外壁全局以形成第五漆层得到具有纹理的壳体,纹理为相互平行且
一种壳体的加工方法、壳体和移动终端.pdf
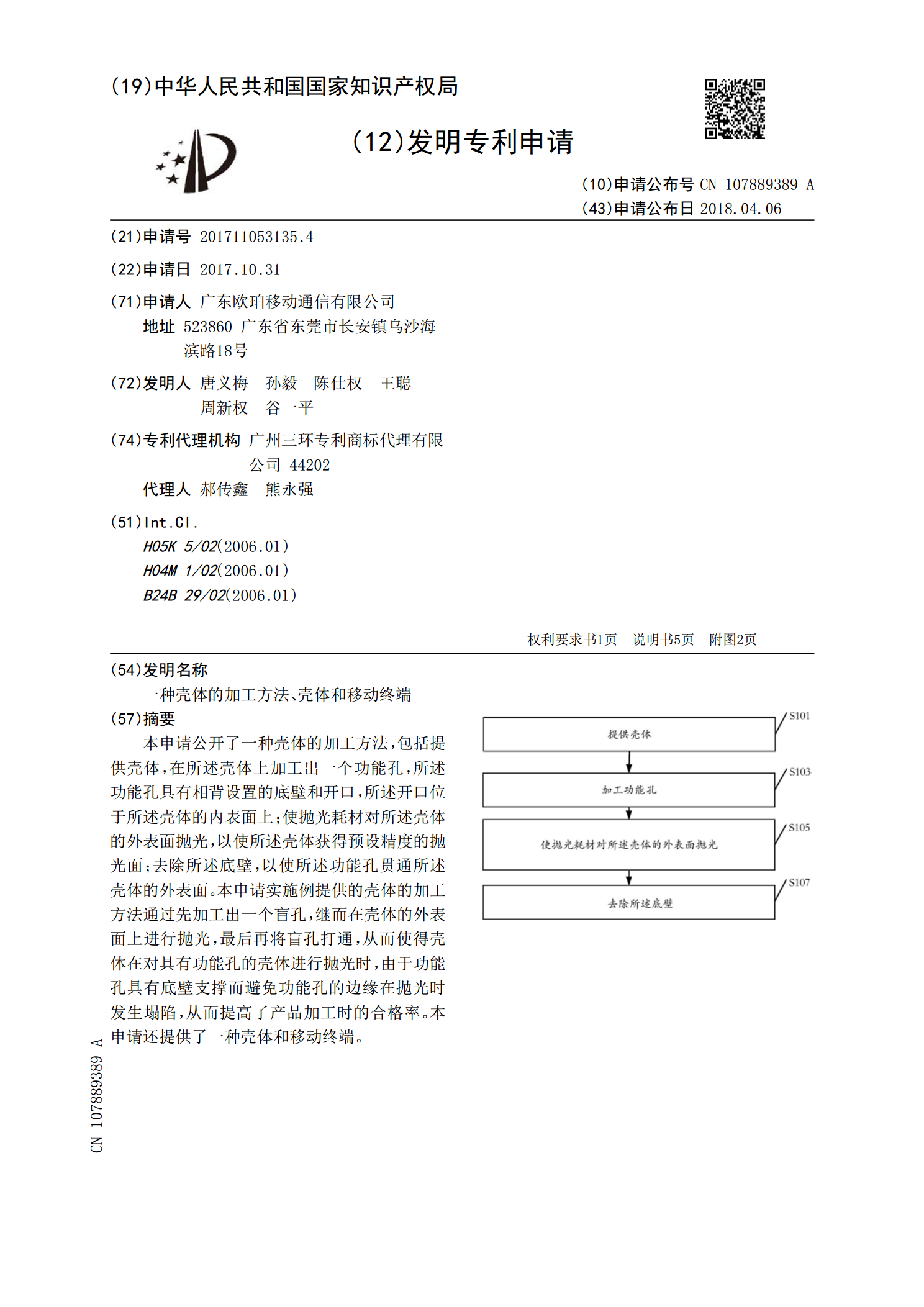
本申请公开了一种壳体的加工方法,包括提供壳体,在所述壳体上加工出一个功能孔,所述功能孔具有相背设置的底壁和开口,所述开口位于所述壳体的内表面上;使抛光耗材对所述壳体的外表面抛光,以使所述壳体获得预设精度的抛光面;去除所述底壁,以使所述功能孔贯通所述壳体的外表面。本申请实施例提供的壳体的加工方法通过先加工出一个盲孔,继而在壳体的外表面上进行抛光,最后再将盲孔打通,从而使得壳体在对具有功能孔的壳体进行抛光时,由于功能孔具有底壁支撑而避免功能孔的边缘在抛光时发生塌陷,从而提高了产品加工时的合格率。本申请还提供了

一种壳体的加工方法、壳体和移动终端.pdf
本发明公开了一种壳体的加工方法,包括:对壳体的预设区域进行抛光处理;对壳体的外表面进行喷砂处理,以使壳体的外表面形成喷砂结构;在预设区域上沿着预设轮廓线去除喷砂结构,以使预设区域中未覆盖有喷砂结构的部位形成具有抛光面的预设标志。本发明实施例提供的壳体的加工方法通过抛光壳体的预设区域,使得壳体此时的预设区域为高亮的镜面,亮度较高,再沿着预设轮廓线去除预设区域上的喷砂结构,能够直接在预设区域上形成预设标志,并且该预设标志由于并无喷砂结构的覆盖而露出高亮的镜面,形成高亮的预设标志,从而在壳体加工出亮度较高的预设