
一种罩式退火生产极薄规格带钢的方法及装置.pdf

努力****梓颖


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种罩式退火生产极薄规格带钢的方法及装置.pdf
本发明公开了一种罩式退火生产极薄规格带钢的方法及装置,在焊接工序中,将来料钢卷开卷后头尾各留存10m以上厚差缺陷段,在厚差缺陷段进行焊接;在脱脂清洗工序中,控制脱脂清洗机组的入口段张力、清洗段张力、出口卷取段单位张力、刷辊工作参数和挤干辊压力均采用设定工作值范围的下半区间范围值;在罩式退火工序中,采用向上层码放堆垛方式,且带钢厚度越薄则所处层数越高;在平整工序中,将钢捆带与带钢头部重叠设定的长度,并将重叠的区域粘合固定。本发明通过优化全流程控制,对脱脂、退火及平整工艺流程及控制参数进行优化,达到极薄规格产
极薄带钢轧制装置及轧制方法.pdf
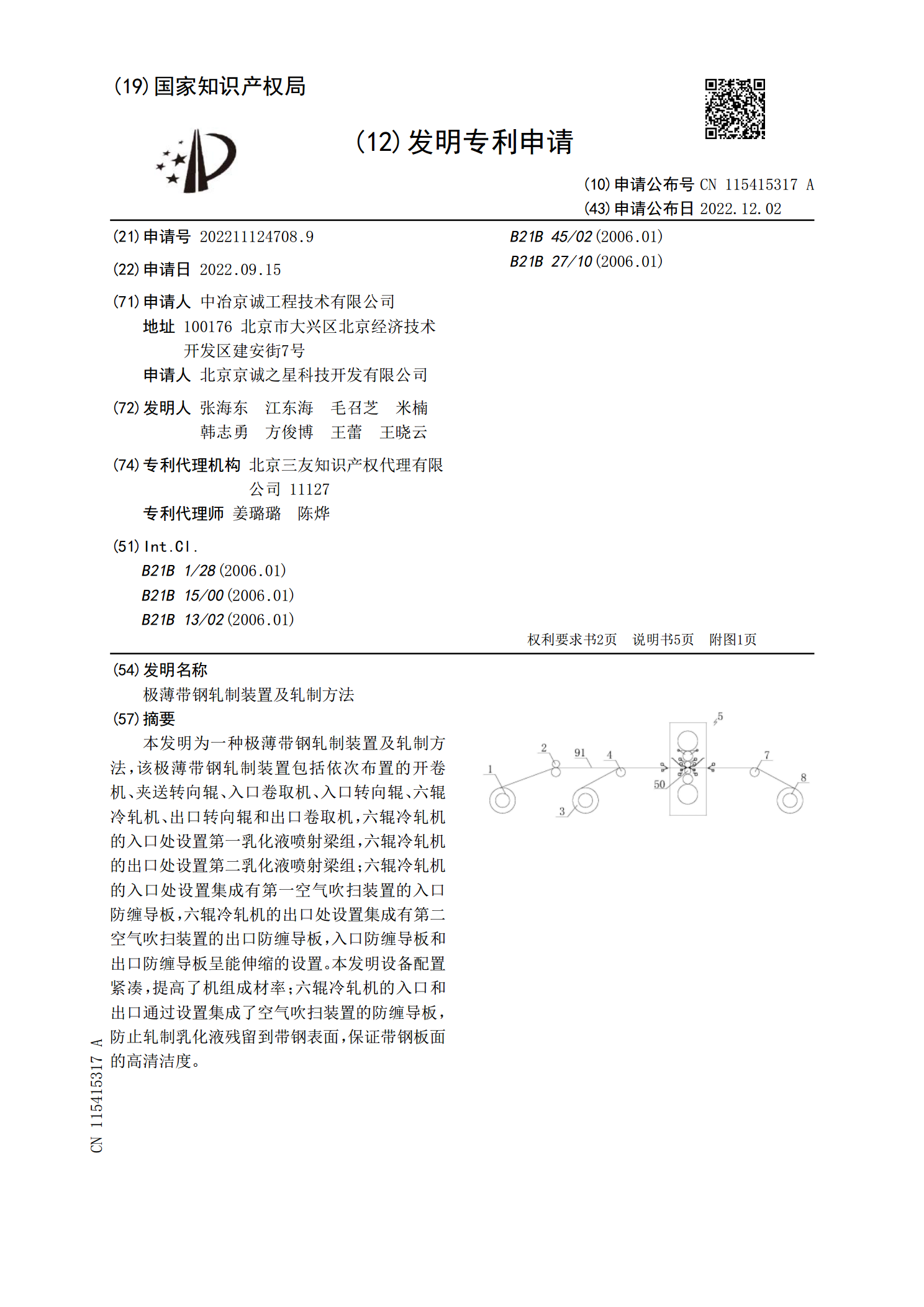
本发明为一种极薄带钢轧制装置及轧制方法,该极薄带钢轧制装置包括依次布置的开卷机、夹送转向辊、入口卷取机、入口转向辊、六辊冷轧机、出口转向辊和出口卷取机,六辊冷轧机的入口处设置第一乳化液喷射梁组,六辊冷轧机的出口处设置第二乳化液喷射梁组;六辊冷轧机的入口处设置集成有第一空气吹扫装置的入口防缠导板,六辊冷轧机的出口处设置集成有第二空气吹扫装置的出口防缠导板,入口防缠导板和出口防缠导板呈能伸缩的设置。本发明设备配置紧凑,提高了机组成材率;六辊冷轧机的入口和出口通过设置集成了空气吹扫装置的防缠导板,防止轧制乳化液
薄规格二次冷轧荫罩带钢的制造方法.pdf
本发明公开了薄规格二次冷轧荫罩带钢的制造方法,其包括以下步骤:转炉炼钢→连续铸坯→热轧→酸洗冷轧→准备机组→连续退火→二次冷轧→脱脂→精整涂油,各元素质量百分含量控制在相应范围,其中C元素的质量百分含量控制在≤0.002%,连续退火的加热段、均热段板温为685~705℃,均热时间为30~50s;二次冷轧压下量为20~50%。采用该方法可获得具有较好的表面质量和使用性能,厚度≤0.15mm,超低碳的荫罩带钢产品,且采用二次冷轧工艺可提高退火后产品的强度和硬度、省去脱碳退火工序、缩短了生产流程、降低了生产成本
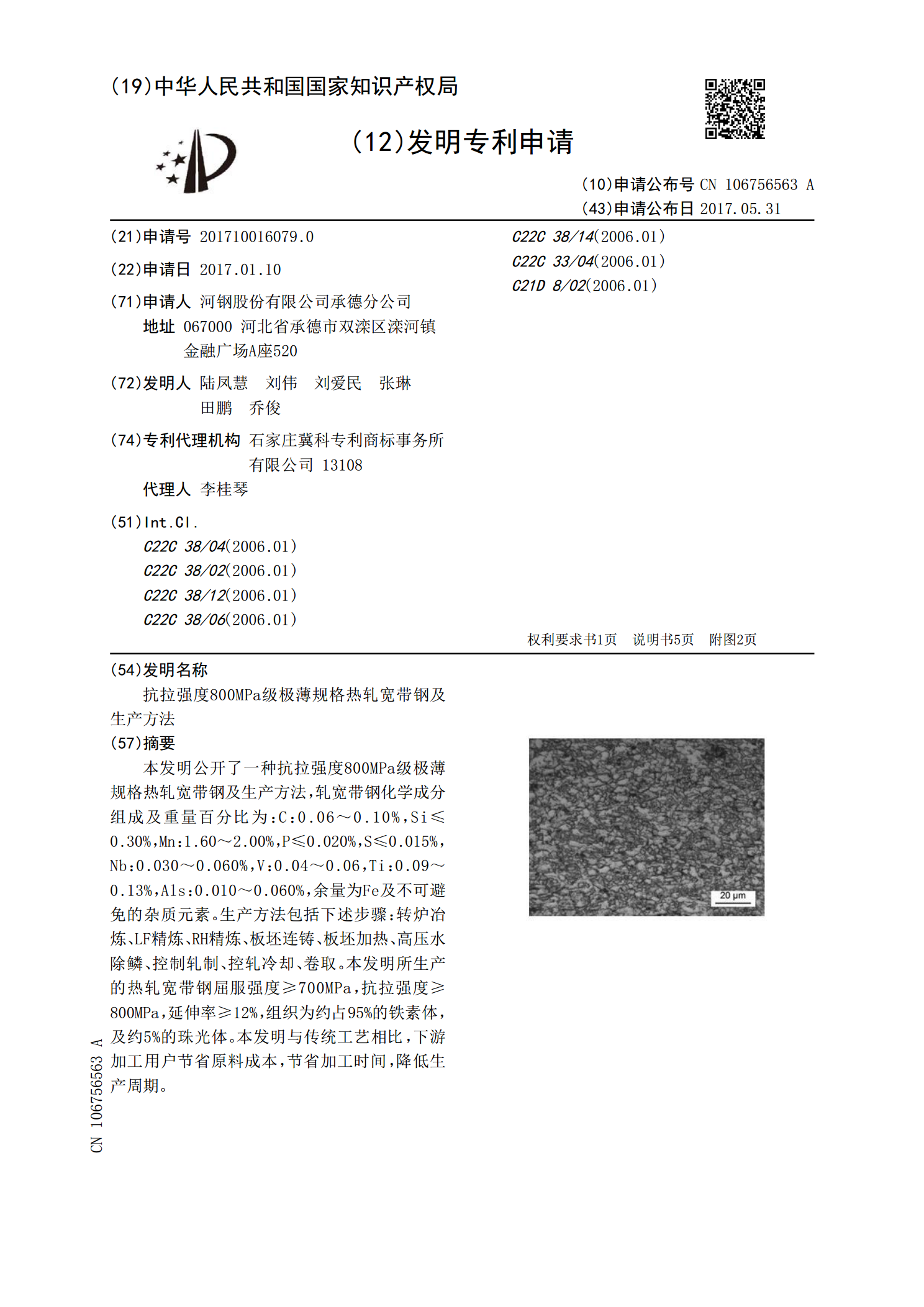
抗拉强度800MPa级极薄规格热轧宽带钢及生产方法.pdf
本发明公开了一种抗拉强度800MPa级极薄规格热轧宽带钢及生产方法,轧宽带钢化学成分组成及重量百分比为:C:0.06~0.10%,Si≤0.30%,Mn:1.60~2.00%,P≤0.020%,S≤0.015%,Nb:0.030~0.060%,V:0.04~0.06,Ti:0.09~0.13%,Als:0.010~0.060%,余量为Fe及不可避免的杂质元素。生产方法包括下述步骤:转炉冶炼、LF精炼、RH精炼、板坯连铸、板坯加热、高压水除鳞、控制轧制、控轧冷却、卷取。本发明所生产的热轧宽带钢屈服强度≥70
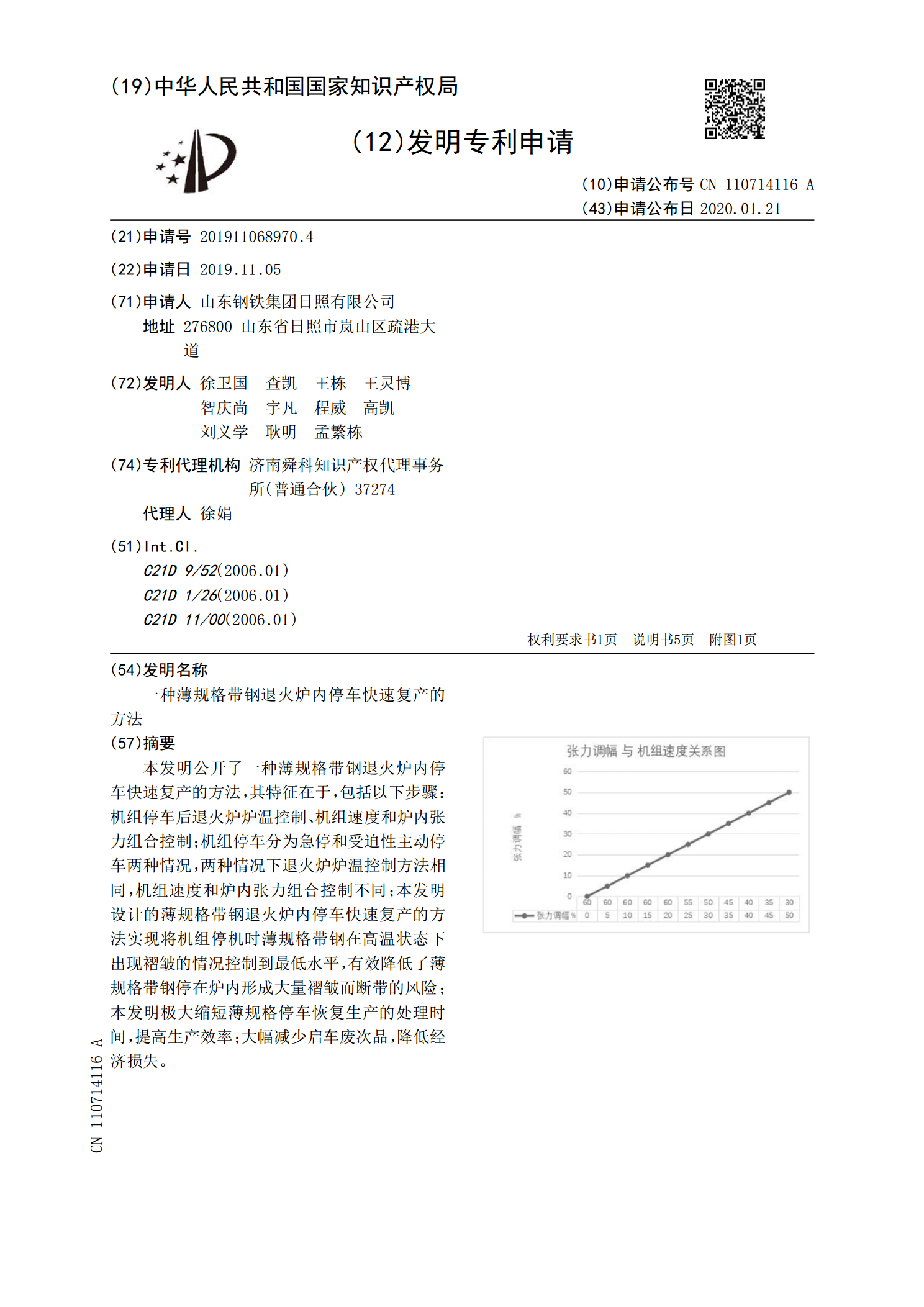
一种薄规格带钢退火炉内停车快速复产的方法.pdf
本发明公开了一种薄规格带钢退火炉内停车快速复产的方法,其特征在于,包括以下步骤:机组停车后退火炉炉温控制、机组速度和炉内张力组合控制;机组停车分为急停和受迫性主动停车两种情况,两种情况下退火炉炉温控制方法相同,机组速度和炉内张力组合控制不同;本发明设计的薄规格带钢退火炉内停车快速复产的方法实现将机组停机时薄规格带钢在高温状态下出现褶皱的情况控制到最低水平,有效降低了薄规格带钢停在炉内形成大量褶皱而断带的风险;本发明极大缩短薄规格停车恢复生产的处理时间,提高生产效率;大幅减少启车废次品,降低经济损失。