
一种薄规格带钢退火炉内停车快速复产的方法.pdf

兴朝****45

1/8
2/8
3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄规格带钢退火炉内停车快速复产的方法.pdf
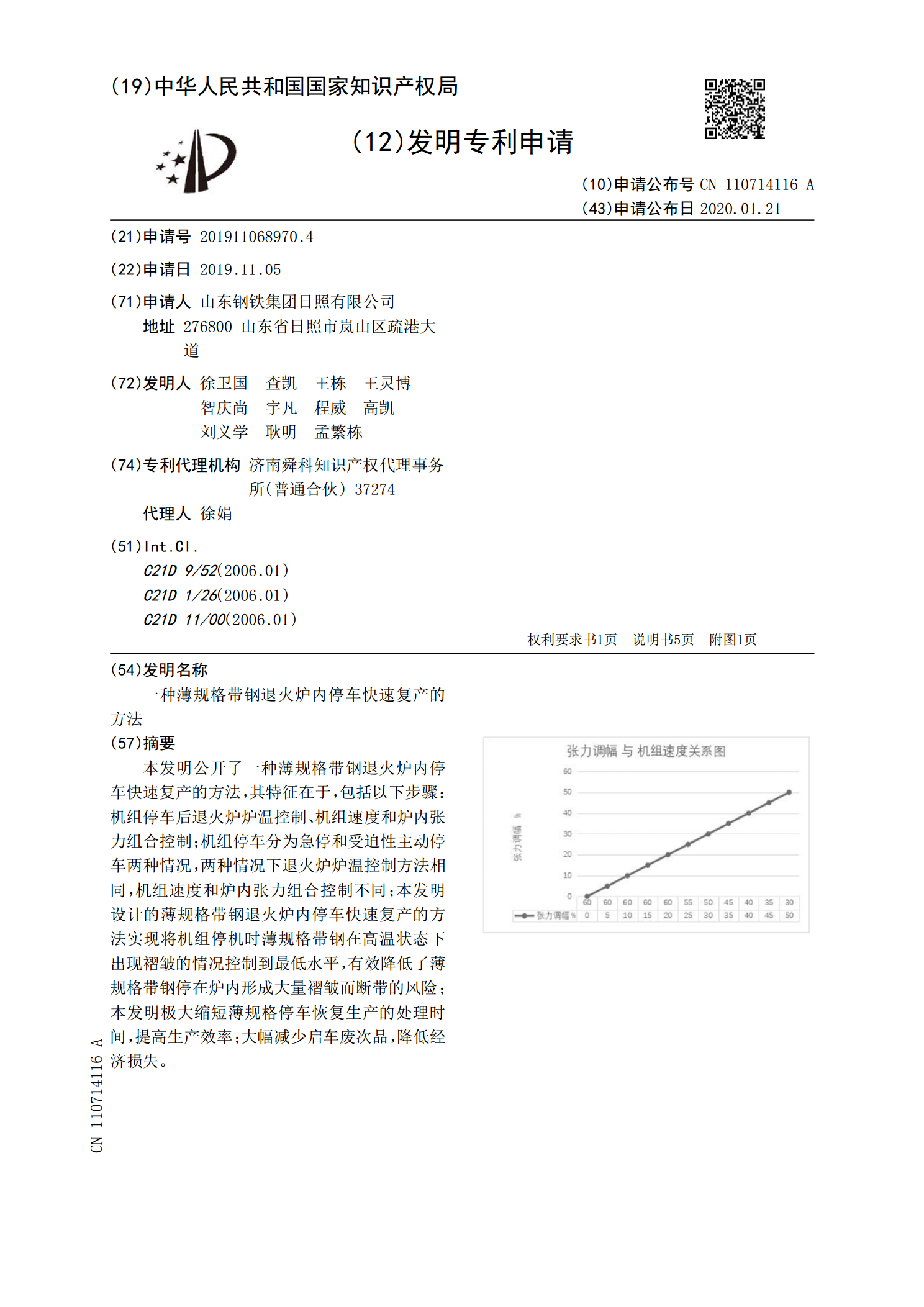
本发明公开了一种薄规格带钢退火炉内停车快速复产的方法,其特征在于,包括以下步骤:机组停车后退火炉炉温控制、机组速度和炉内张力组合控制;机组停车分为急停和受迫性主动停车两种情况,两种情况下退火炉炉温控制方法相同,机组速度和炉内张力组合控制不同;本发明设计的薄规格带钢退火炉内停车快速复产的方法实现将机组停机时薄规格带钢在高温状态下出现褶皱的情况控制到最低水平,有效降低了薄规格带钢停在炉内形成大量褶皱而断带的风险;本发明极大缩短薄规格停车恢复生产的处理时间,提高生产效率;大幅减少启车废次品,降低经济损失。
一种薄规格SAPH440带钢及其生产方法.pdf
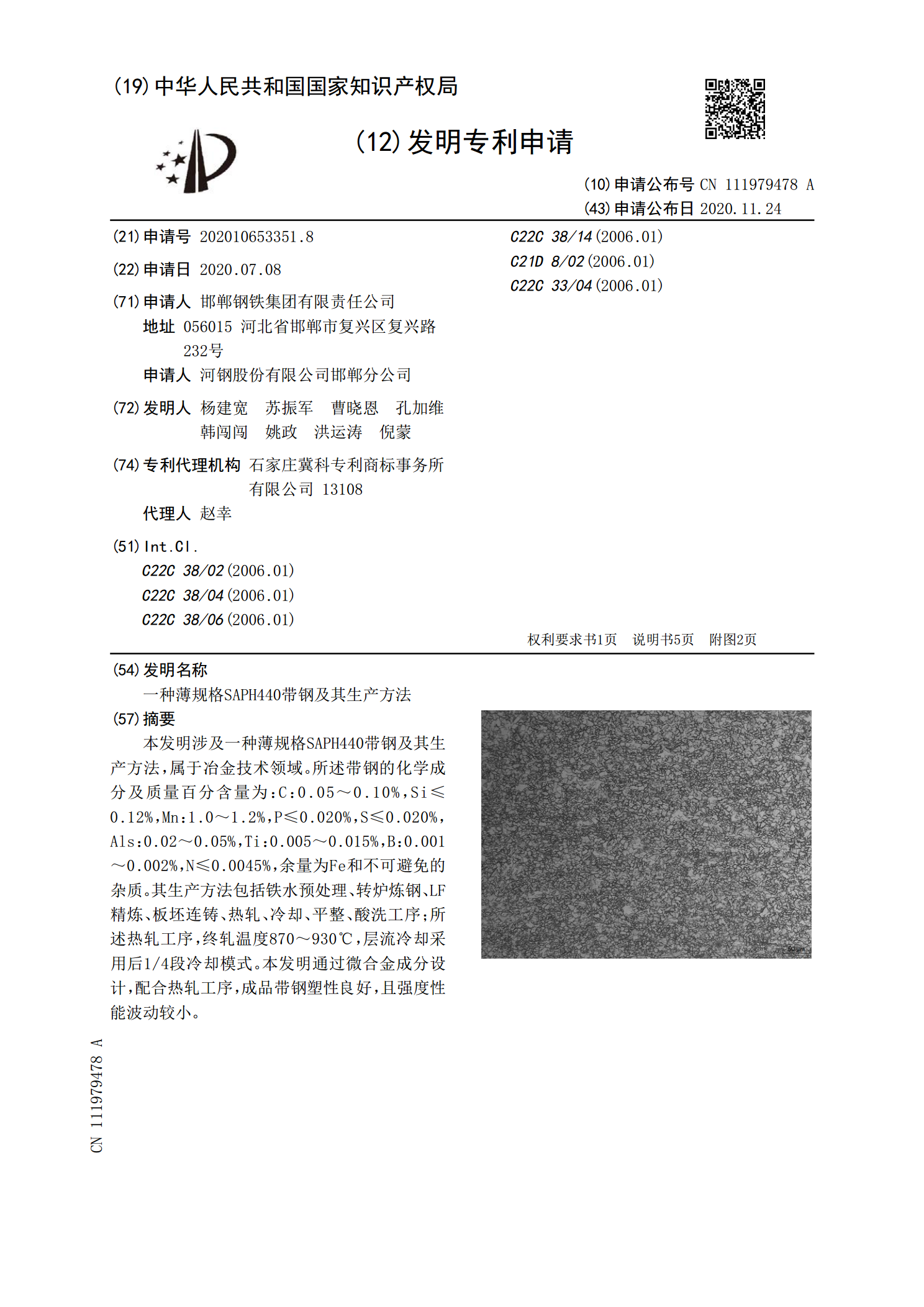
本发明涉及一种薄规格SAPH440带钢及其生产方法,属于冶金技术领域。所述带钢的化学成分及质量百分含量为:C:0.05~0.10%,Si≤0.12%,Mn:1.0~1.2%,P≤0.020%,S≤0.020%,Als:0.02~0.05%,Ti:0.005~0.015%,B:0.001~0.002%,N≤0.0045%,余量为Fe和不可避免的杂质。其生产方法包括铁水预处理、转炉炼钢、LF精炼、板坯连铸、热轧、冷却、平整、酸洗工序;所述热轧工序,终轧温度870~930℃,层流冷却采用后1/4段冷却模式。本发

一种罩式退火生产极薄规格带钢的方法及装置.pdf
本发明公开了一种罩式退火生产极薄规格带钢的方法及装置,在焊接工序中,将来料钢卷开卷后头尾各留存10m以上厚差缺陷段,在厚差缺陷段进行焊接;在脱脂清洗工序中,控制脱脂清洗机组的入口段张力、清洗段张力、出口卷取段单位张力、刷辊工作参数和挤干辊压力均采用设定工作值范围的下半区间范围值;在罩式退火工序中,采用向上层码放堆垛方式,且带钢厚度越薄则所处层数越高;在平整工序中,将钢捆带与带钢头部重叠设定的长度,并将重叠的区域粘合固定。本发明通过优化全流程控制,对脱脂、退火及平整工艺流程及控制参数进行优化,达到极薄规格产
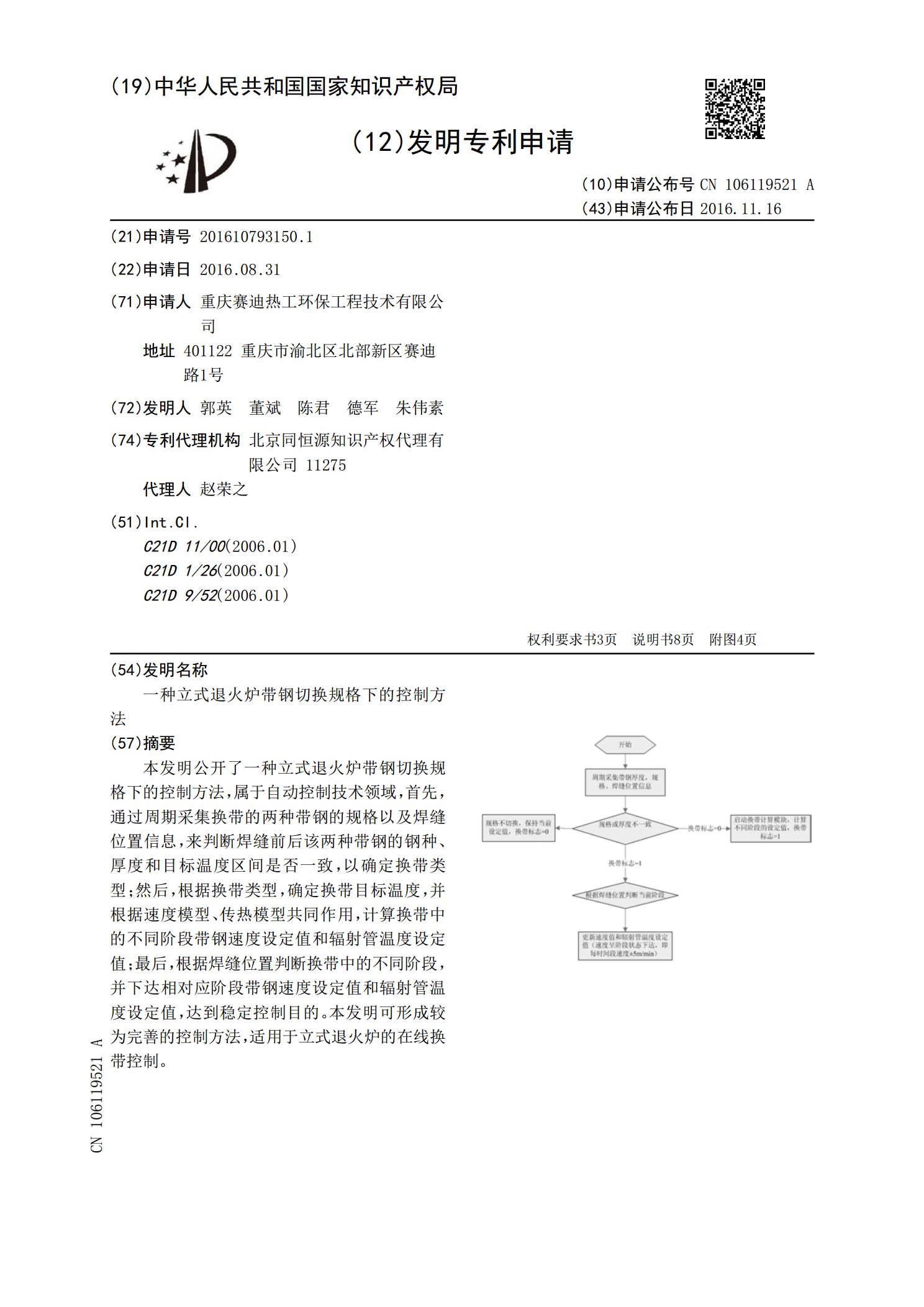
一种立式退火炉带钢切换规格下的控制方法.pdf
本发明公开了一种立式退火炉带钢切换规格下的控制方法,属于自动控制技术领域,首先,通过周期采集换带的两种带钢的规格以及焊缝位置信息,来判断焊缝前后该两种带钢的钢种、厚度和目标温度区间是否一致,以确定换带类型;然后,根据换带类型,确定换带目标温度,并根据速度模型、传热模型共同作用,计算换带中的不同阶段带钢速度设定值和辐射管温度设定值;最后,根据焊缝位置判断换带中的不同阶段,并下达相对应阶段带钢速度设定值和辐射管温度设定值,达到稳定控制目的。本发明可形成较为完善的控制方法,适用于立式退火炉的在线换带控制。
一种退火炉内带钢缩颈量测量方法.pdf
本发明公开了一种退火炉内带钢缩颈量测量方法:在退火炉入口处A点的传动辊和出口处B点的传动辊上分别设置一旋转编码器,控制各传动辊马达驱动传动辊转动,带动带钢在张力作用下平直地、与传动辊之间没有相对滑动地从退火炉的入口处A点向出口处B点行进,控制带钢的行进速度变化不大于10mpm,控制退火炉的退火温度变化不大于10℃,采用模型计算公式得到带钢的缩颈量ΔW。采用本技术方案所述的测量方法可以准确、高效、实时地测得带钢在退火炉内发生的缩颈量,从而较之手工测量大大提高了测量的效率和准确率。