
极薄带钢轧制装置及轧制方法.pdf

春兰****89


1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
极薄带钢轧制装置及轧制方法.pdf
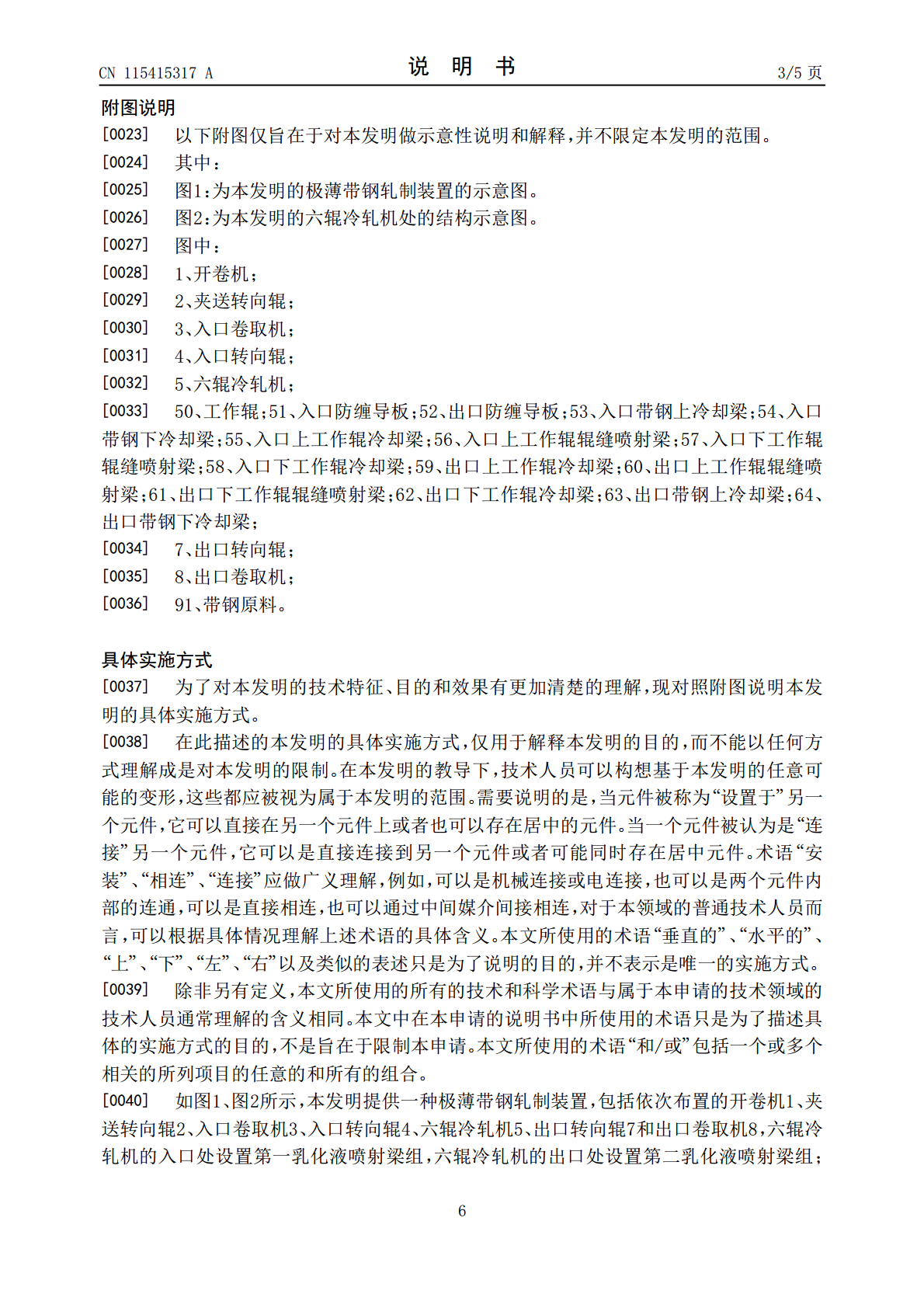
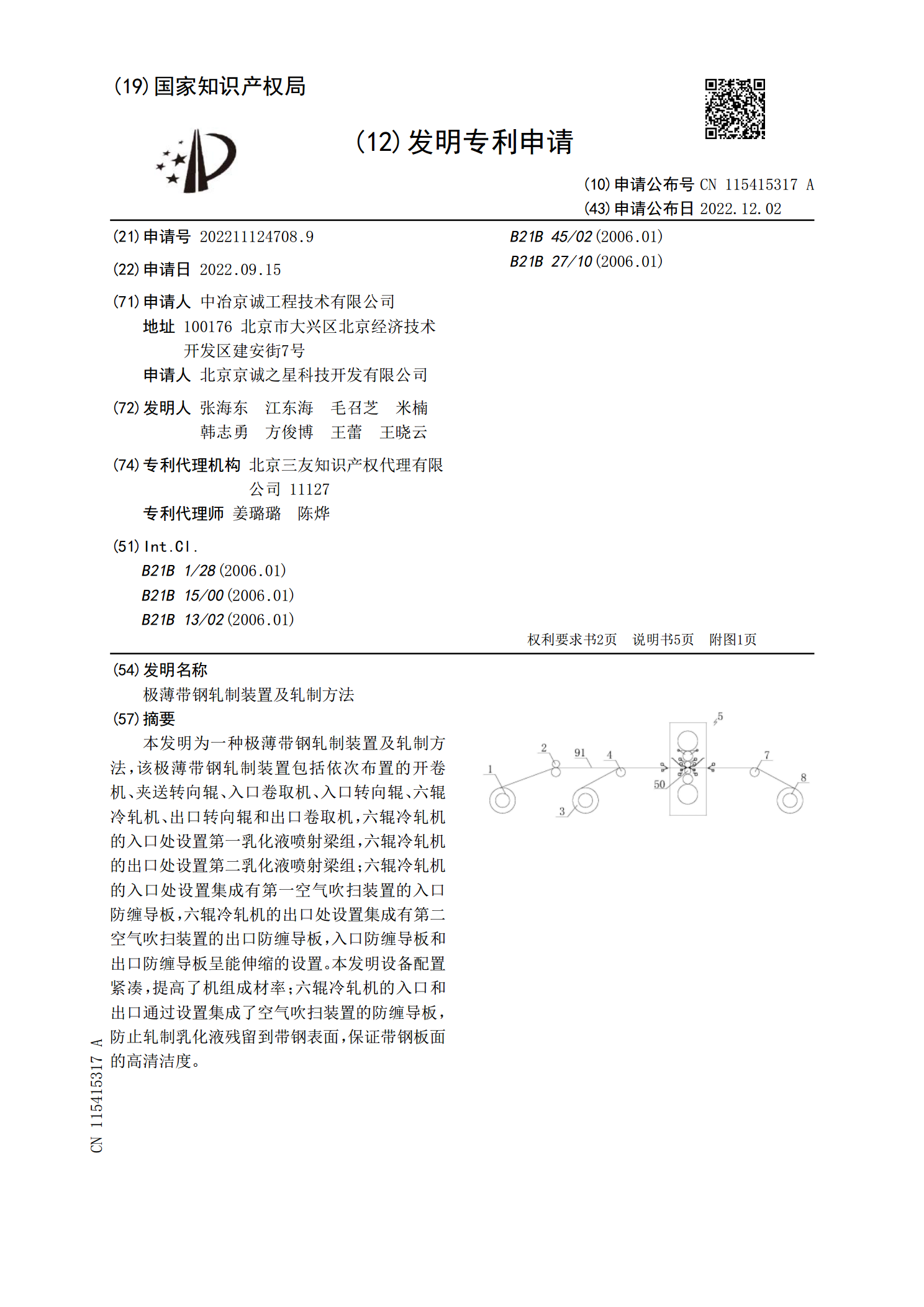
本发明为一种极薄带钢轧制装置及轧制方法,该极薄带钢轧制装置包括依次布置的开卷机、夹送转向辊、入口卷取机、入口转向辊、六辊冷轧机、出口转向辊和出口卷取机,六辊冷轧机的入口处设置第一乳化液喷射梁组,六辊冷轧机的出口处设置第二乳化液喷射梁组;六辊冷轧机的入口处设置集成有第一空气吹扫装置的入口防缠导板,六辊冷轧机的出口处设置集成有第二空气吹扫装置的出口防缠导板,入口防缠导板和出口防缠导板呈能伸缩的设置。本发明设备配置紧凑,提高了机组成材率;六辊冷轧机的入口和出口通过设置集成了空气吹扫装置的防缠导板,防止轧制乳化液

六辊轧机极薄带钢可逆轧制分析.docx
六辊轧机极薄带钢可逆轧制分析一、引言随着科技的不断进步,金属材料的使用领域和要求也在不断提高。特别是在电子、通讯、航空、汽车等领域,对极薄带钢的需求越来越大。极薄带钢的生产离不开先进的轧制技术。六辊轧机是一种常用的带钢轧制设备,能够满足极薄带钢的轧制需求。但是,如何实现极薄带钢的高品质可逆轧制是需要研究和探究的。本文将对六辊轧机的极薄带钢可逆轧制进行分析,探讨轧制工艺流程、轧制参数的影响等相关问题,为优化轧制工艺提供理论依据。二、六辊轧机的轧制工艺流程六辊轧机是通过轧制来改变带钢的截面形状和纤维组织,从而
一种可避免轧制极薄带钢边裂的热轧带钢的制备方法.pdf
本发明涉及一种可避免轧制极薄带钢边裂的热轧带钢的制备方法,包括:(1)冶炼工艺:铁水脱硫、转炉冶炼、氩站吹氩处理、连铸成板坯;(2)热轧工艺:将板坯加热到1210~1260℃,同板温差≤30℃;然后进行粗轧,精轧,宽度为B的板坯粗轧时侧压量ΔB按下式控制:50≥ΔB≥35×B/1250×(B-1050)/(1250-1050)+35×B/1050×(1250-B)/(1250-1050);最后进行卷取,即得。本发明简便易行,使用稳定,统一性好,降低了合金成本,缩短生产周期;该方法所得SPHC热轧带钢防止极

六辊单机架可逆轧机轧制极薄带钢技术探讨.docx
六辊单机架可逆轧机轧制极薄带钢技术探讨随着钢铁工业的发展和技术的进步,轧制技术不断改进,为生产高品质的带钢提供了更好的条件。六辊单机架可逆轧机作为一种先进的带钢轧制设备,已经得到广泛应用。在轧制极薄带钢方面,该设备具有一定的优势和挑战,需要进行技术探讨和实践。一、六辊单机架可逆轧机概述六辊单机架可逆轧机是一种常用的轧制设备,具有以下特点:一、多辊传递轧制力,轧制效果好;二、可逆转进行正反两个方向的轧制,可连续生产;三、具有高精度的控制系统,可精确控制轧制压力和轧制速度。此外,该设备还可以适应多种厚度和宽度

热轧圆钢轧制薄带钢的实验研究.docx
热轧圆钢轧制薄带钢的实验研究热轧圆钢是一种常见的金属制品,广泛应用于建筑、机械制造、汽车制造等领域。而将热轧圆钢轧制成薄带钢,可以使得其在某些特定应用中更加优越,例如电子、电气工业中的电磁铁芯。本文旨在对热轧圆钢轧制薄带钢的实验研究进行探讨,以期对相关领域的研究和应用提供参考。一、热轧圆钢制备热轧圆钢通常是通过热轧工艺制备而成。热轧工艺是指通过高温(通常高于材料的再结晶温度)下对材料的轧制、捏压等加工方式,将其变形成所需形状的制造工艺。在热轧工艺中,一般需要将圆钢进行预处理,包括除锈、去污、切割等工序,以