
一种抑制薄壁机匣切削加工震颤的辅助夹具.pdf

论文****酱吖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种抑制薄壁机匣切削加工震颤的辅助夹具.pdf
本发明公开了一种抑制薄壁机匣切削加工震颤的辅助夹具,利用弹簧单元组和六边形框架的配合将辅助夹具固定在薄壁机匣的内壁或外壁,可有效抑制薄壁机匣加工过程中的振动,提高薄壁机匣的加工精度;适用性强,可根据薄壁机匣加工面的不同将辅助夹具固定在薄壁机匣的内壁或外壁,对于不同尺寸的薄壁机匣只需改变连接杆的长度,能够随应用环境的变化做相应调整,应用范围较广;无需对机床进行改进,使用简单,成本较低;安装简单,无需借助其他动力装置,适用于不同加工工序;结构简单,不会影响薄壁机匣各特征面的加工,即使对安装辅助夹具的一面进行加
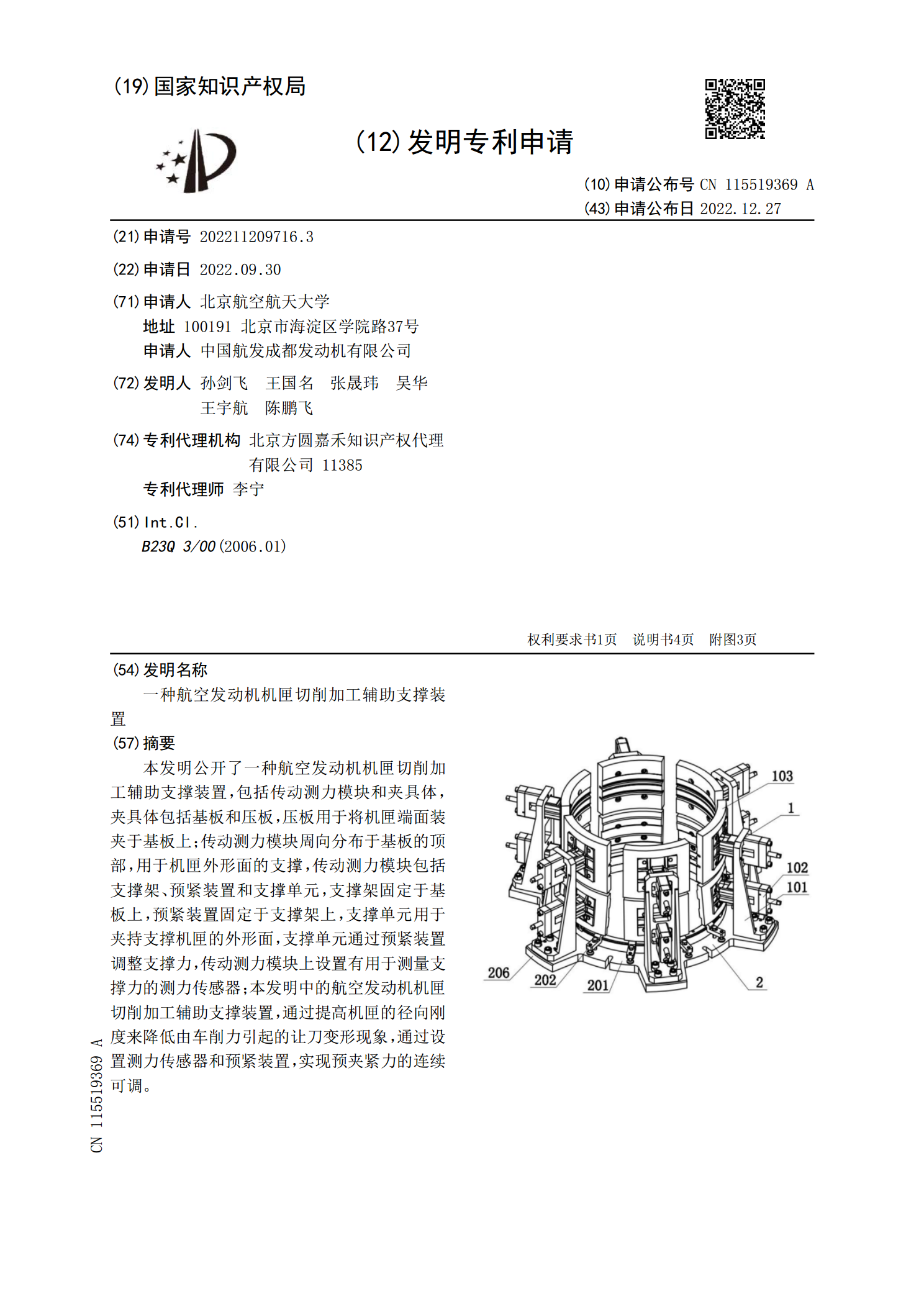
一种航空发动机机匣切削加工辅助支撑装置.pdf
本发明公开了一种航空发动机机匣切削加工辅助支撑装置,包括传动测力模块和夹具体,夹具体包括基板和压板,压板用于将机匣端面装夹于基板上;传动测力模块周向分布于基板的顶部,用于机匣外形面的支撑,传动测力模块包括支撑架、预紧装置和支撑单元,支撑架固定于基板上,预紧装置固定于支撑架上,支撑单元用于夹持支撑机匣的外形面,支撑单元通过预紧装置调整支撑力,传动测力模块上设置有用于测量支撑力的测力传感器;本发明中的航空发动机机匣切削加工辅助支撑装置,通过提高机匣的径向刚度来降低由车削力引起的让刀变形现象,通过设置测力传感器

一种薄壁带涂层机匣加工方法.pdf
一种薄壁带涂层机匣加工方法,机匣壳体的加工路线安排,在将精车工序中将内部重要尺寸、涉及后续装配的尺寸留0.3mm~0.5mm余量,待喷涂工序结束后再进行剩余余量的加工,有效的抵消喷涂工序中吹砂、喷涂工序对壳体的冲击;喷涂工序前在内型面或装配T型槽内安装随行的橡胶材料填充物,在喷涂工序进行应用;抵消喷涂、吹砂工步对零件的冲击力;对保证型面的余量均匀,控制最终状态下零件的变形量。本发明的优点:整个加工流程进行了调整优化,节省了用于装配的潜修工作量70%以上,同时避免了后续涂层脱落、掉块的情况,涂层的使用寿命提

一种高温合金薄壁机匣数控车加工方法.pdf
一种高温合金薄壁机匣数控车加工方法,其特征在于:在编制数控加工程序时,采用循环程序和轮廓程序两种方式结合,在循环程序中直接设定切削深度,机床操作者不能随意改动;最后一刀采用轮廓程序,保证零件的粗糙度和加工精度;数控程序走刀路线:在循环程序中采用对称切削的新式加工方法,先车加工外圆再对称车加工内孔;先车加工安装边上方再对称车加工安装边下方;合理的设置切削余量。本发明的优点:本发明所述的高温合金薄壁机匣数控车加工方法,进行机匣、叶盘类零件的数控车削加工,保证了零件车削加工的尺寸及精度,缩短零件加工时间,降低加
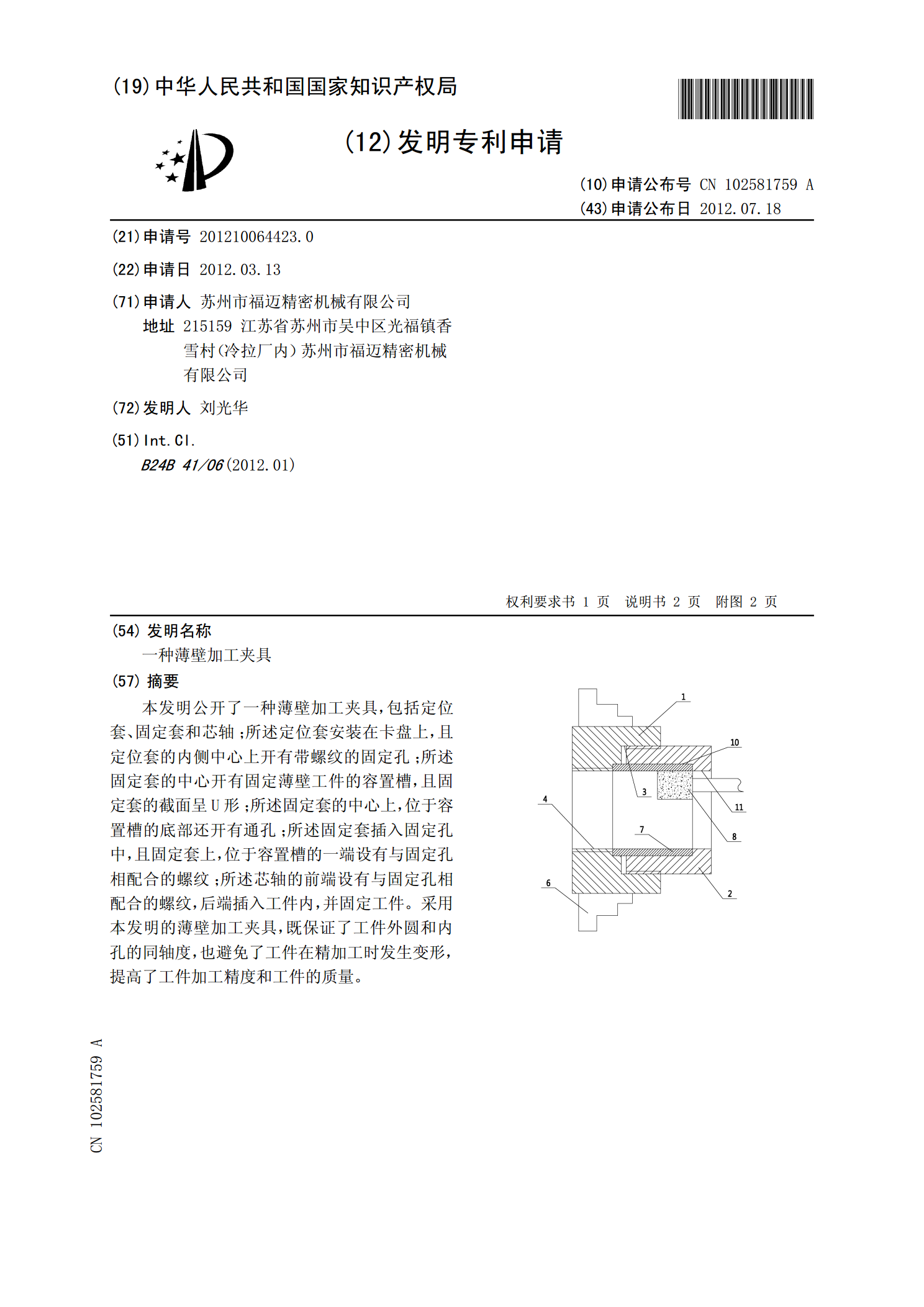
一种薄壁加工夹具.pdf
本发明公开了一种薄壁加工夹具,包括定位套、固定套和芯轴;所述定位套安装在卡盘上,且定位套的内侧中心上开有带螺纹的固定孔;所述固定套的中心开有固定薄壁工件的容置槽,且固定套的截面呈U形;所述固定套的中心上,位于容置槽的底部还开有通孔;所述固定套插入固定孔中,且固定套上,位于容置槽的一端设有与固定孔相配合的螺纹;所述芯轴的前端设有与固定孔相配合的螺纹,后端插入工件内,并固定工件。采用本发明的薄壁加工夹具,既保证了工件外圆和内孔的同轴度,也避免了工件在精加工时发生变形,提高了工件加工精度和工件的质量。