
一种薄壁加工夹具.pdf

Ch****75

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁加工夹具.pdf
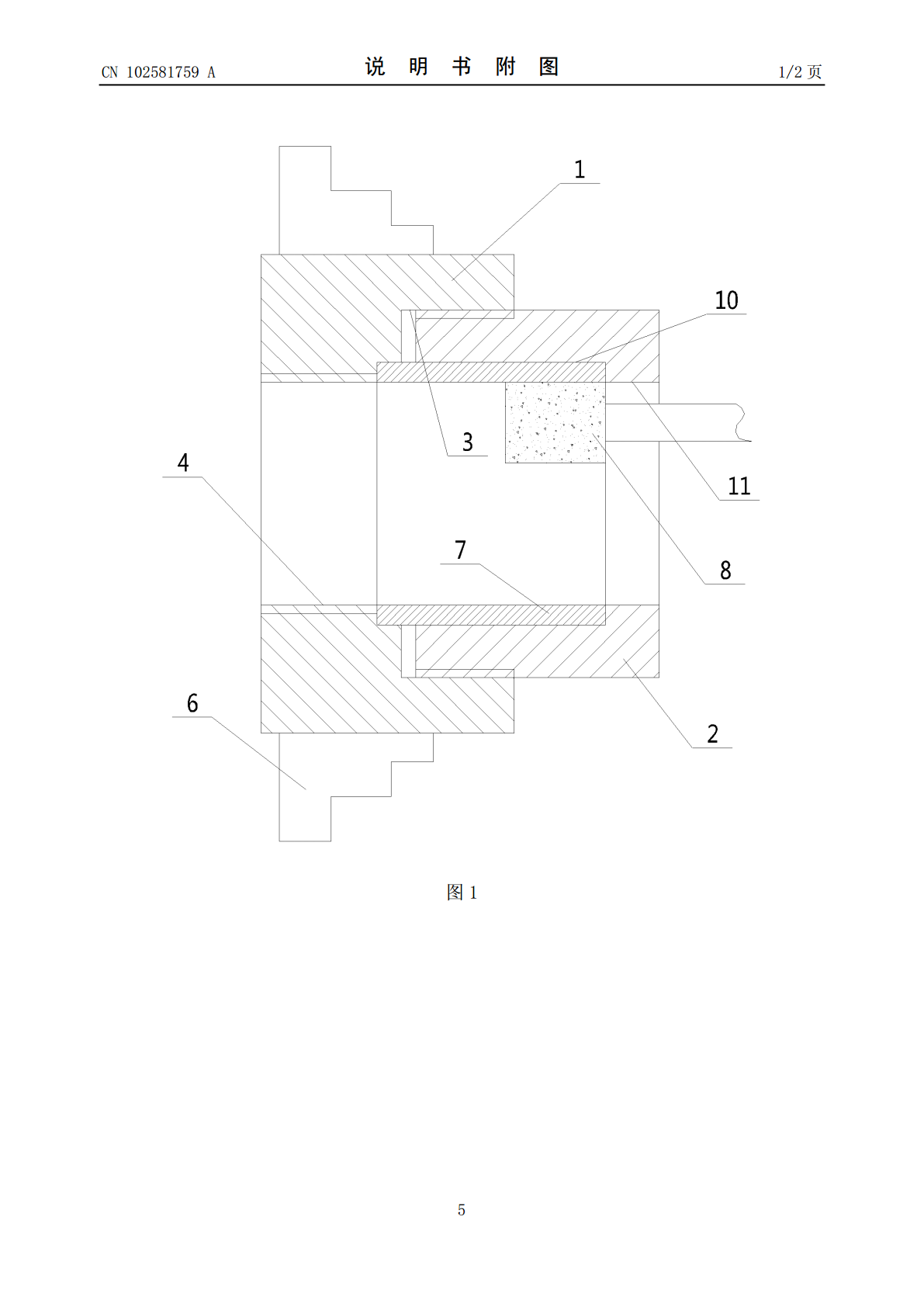
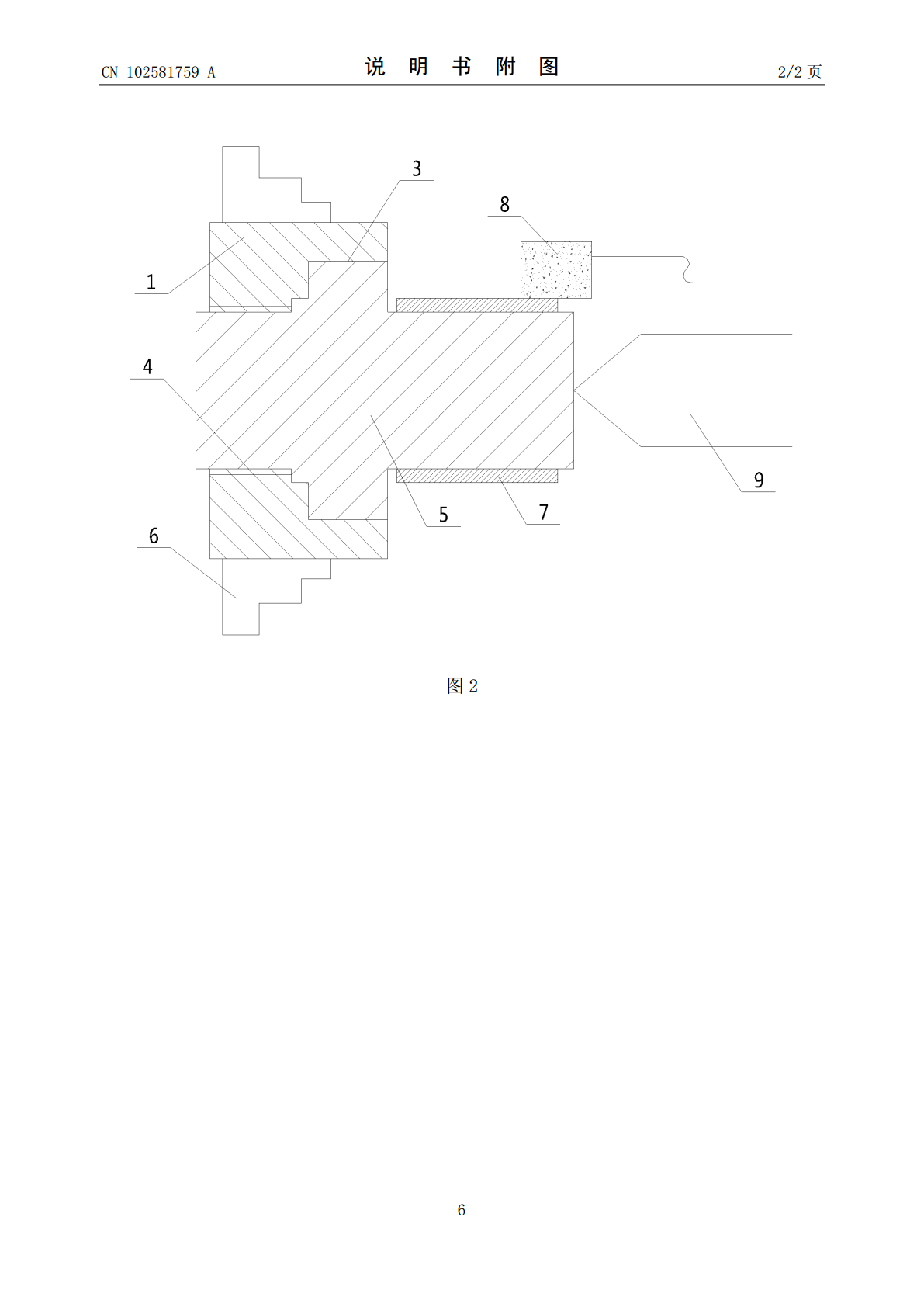
本发明公开了一种薄壁加工夹具,包括定位套、固定套和芯轴;所述定位套安装在卡盘上,且定位套的内侧中心上开有带螺纹的固定孔;所述固定套的中心开有固定薄壁工件的容置槽,且固定套的截面呈U形;所述固定套的中心上,位于容置槽的底部还开有通孔;所述固定套插入固定孔中,且固定套上,位于容置槽的一端设有与固定孔相配合的螺纹;所述芯轴的前端设有与固定孔相配合的螺纹,后端插入工件内,并固定工件。采用本发明的薄壁加工夹具,既保证了工件外圆和内孔的同轴度,也避免了工件在精加工时发生变形,提高了工件加工精度和工件的质量。
一种薄壁双螺旋齿轮加工夹具.pdf
本发明涉及一种薄壁双螺旋齿轮加工夹具,包括夹具体、连接底座、卡爪、端盖等。所述的连接底座一端设置有3个通孔,用于安装在机床工作台上,另一端连接夹具体,对薄壁双螺旋齿轮进行径向夹紧,同时在顶端加装端盖,然后用螺栓进行拧紧。本发明解决了薄壁双螺旋齿轮切齿时,零件受力变形大,齿面加工精度低的问题。解决了一次装夹完成两侧轮齿加工的问题。通过专门的卡爪设计,解决了薄壁双螺旋齿轮夹持力均匀性的问题。通过压紧螺母和防松螺母的设置,解决了对双螺旋齿轮端面施加预压力以及在预防了因为加工振动导致的夹具松动问题。本发明结构紧凑
一种门薄壁件侧面加工夹具.pdf
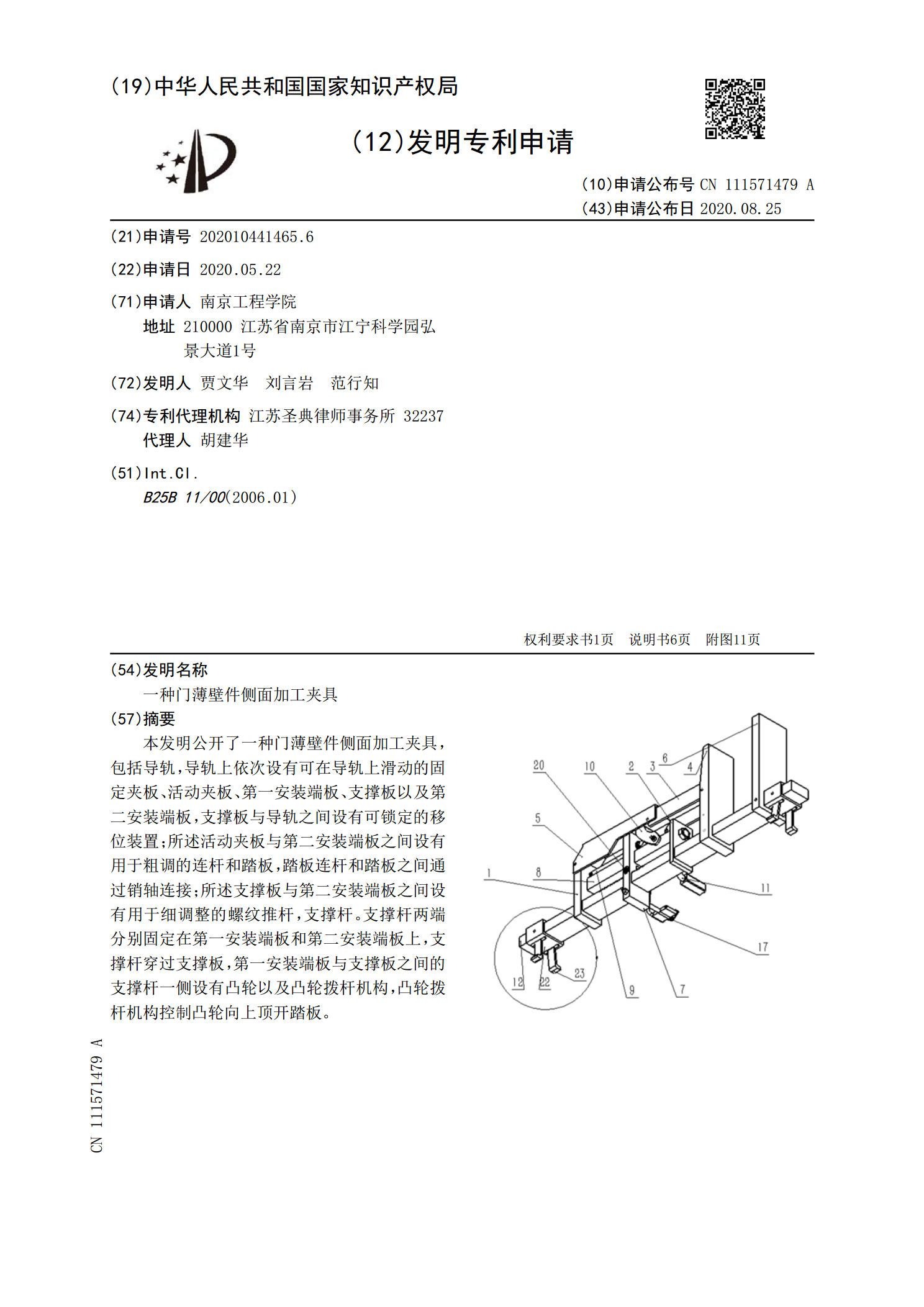
本发明公开了一种门薄壁件侧面加工夹具,包括导轨,导轨上依次设有可在导轨上滑动的固定夹板、活动夹板、第一安装端板、支撑板以及第二安装端板,支撑板与导轨之间设有可锁定的移位装置;所述活动夹板与第二安装端板之间设有用于粗调的连杆和踏板,踏板连杆和踏板之间通过销轴连接;所述支撑板与第二安装端板之间设有用于细调整的螺纹推杆,支撑杆。支撑杆两端分别固定在第一安装端板和第二安装端板上,支撑杆穿过支撑板,第一安装端板与支撑板之间的支撑杆一侧设有凸轮以及凸轮拨杆机构,凸轮拨杆机构控制凸轮向上顶开踏板。

薄壁面齿轮加工夹具.pdf
本发明涉及一种薄壁面齿轮加工夹具,包括夹具体、轴向锁紧螺钉、压板、定位螺钉,所述的夹具体的一端设置有可以安装在工作台中心孔的凸台,另一端设置有安装薄壁面齿轮的环形凸台,环形凸台上设置有固定薄壁面齿轮的压板和轴向锁紧螺钉,所述的夹具体外周还设置有通槽。所述的夹具体的中心还安装有与夹具体同轴的测量轴。所述的夹具体上安装在工作台中心孔的凸台还可以设置在调心轴上,所述的调心轴通过定位螺钉安装在夹具体上。本发明可以抵消在加工过程中待加工零件的受力变形,结构紧凑、装卸方便,克服了薄壁面齿轮的插齿、滚齿、磨齿等加工时的

一种大型薄壁舱段壳体加工方法及夹具.pdf
本发明涉及一种大型薄壁舱段壳体加工方法,包括如下步骤:铸造壳体时在壳体外形上预留基准凸台,粗加工划线基准,找平壳体前后端面,进行粗加工;根据上述第一步的加工基准,粗加工外形内腔,加工完成后进行时效处理,检测壳体的时效处理前、后形位公差变形量;根据壳体变形规律分析壳体异形端各部分余量,判断是否需要借量,完成半精加工壳体的外形和内腔,加工完成后进行时效处理;检测壳体第四步中时效处理前、后形位公差的变形量,进一步摸索壳体变形规律,完成壳体的精加工;终检壳体所有尺寸,合格后入库。本发明还涉及一种基于上述方法使用的