
一种嵌铜PCB板铜板制作方法.pdf

一只****呀盟


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种嵌铜PCB板铜板制作方法.pdf
一种嵌铜PCB板铜板制作方法,包括:S1.铜板结构的设计;S2.对铜板进行预定尺寸的裁切以及钻孔;S3.铜板双侧贴干膜;S4.通过预制菲林在带有干膜的铜板上曝光出需保留位置;S5.显影露出待镂空位置;S6.通过酸性蚀刻机蚀刻出所需铜板形状;S7.去除铜板表面干膜并清洗烘干,得到所需铜板。本发明加工流程短,只需进行钻孔、贴膜、曝光及酸性蚀刻即可,加工成本低,只需正常使用的菲林、干膜及酸性蚀刻设备及药水,可加工嵌铜块设计较复杂的铜板,能够显著的提高嵌铜PCB板铜板酸性蚀刻的效率,方便对去除干膜后的铜板进行清理

凸台嵌铜板的制作方法及PCB板.pdf
本申请涉及一种凸台嵌铜板的制作方法及PCB板,该方法包括:S1、制作铜板;S2、预贴干膜:在铜板表面的预设位置贴干膜;S3、图形转移;S4、蚀刻:对S3中的铜板进行蚀刻,其中,预留凸台深度的20%‑25%不进行腐蚀;S5、机械控深去除:对S4中的铜板上剩余20%‑25%的未蚀刻凸台进行机械控深去除,同时根据待制作凸台的尺寸,对蚀刻后的凸台进行切削,以使得切削后的凸台的拐角处呈90°;S6、装配。本申请提供的凸台嵌铜板的制作方法,通过机械控深去除后可以使得切削后的凸台的拐角处呈90°,从而解决了凸台底部有弧
一种PN固化体系的覆铜板、PCB板及其制作方法.pdf
本发明涉及一种PN固化体系的覆铜板、PCB板及其制作方法,所述PN固化体系的覆铜板为不完全固化状态,其固化因数ΔTg≥15℃或剥离强度≤0.8N/mm;其制作方法包括,步骤1,叠合一定数量的PN固化体系的半固化片并在最外两侧或单侧覆以铜箔,形成叠料结构;步骤2,将所述的叠料结构在层压机中进行加温加压,半固化片发生流变反应;在半固化片流胶之后、完全固化之前停止加温,形成不完全固化的PN固化体系覆铜板。所述PN固化体系的PCB板带有蜂窝状的粗糙孔壁;其制作方法包括钻孔工艺、除胶工艺、电镀工艺,所述PN固化体系
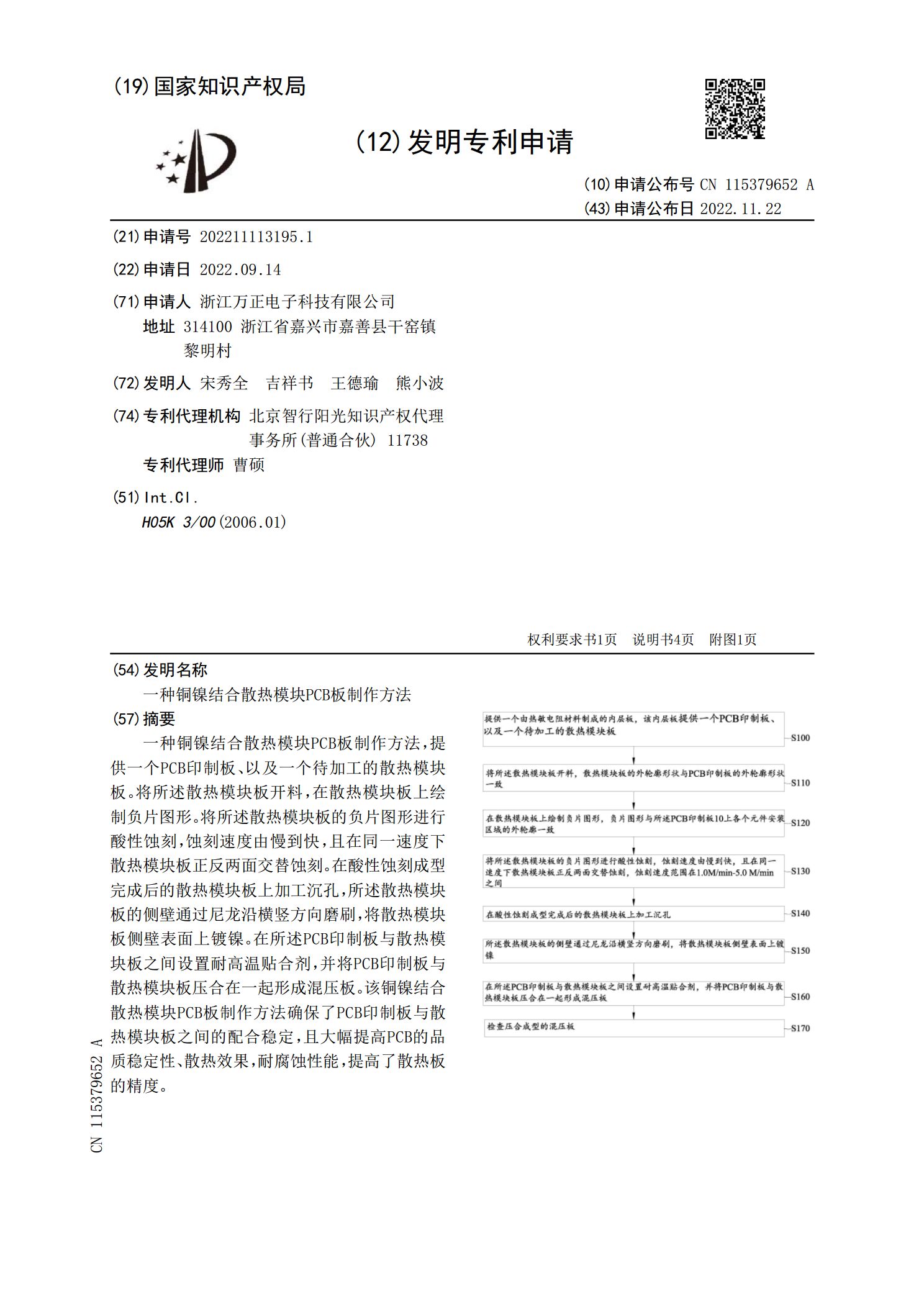
一种铜镍结合散热模块PCB板制作方法.pdf
一种铜镍结合散热模块PCB板制作方法,提供一个PCB印制板、以及一个待加工的散热模块板。将所述散热模块板开料,在散热模块板上绘制负片图形。将所述散热模块板的负片图形进行酸性蚀刻,蚀刻速度由慢到快,且在同一速度下散热模块板正反两面交替蚀刻。在酸性蚀刻成型完成后的散热模块板上加工沉孔,所述散热模块板的侧壁通过尼龙沿横竖方向磨刷,将散热模块板侧壁表面上镀镍。在所述PCB印制板与散热模块板之间设置耐高温贴合剂,并将PCB印制板与散热模块板压合在一起形成混压板。该铜镍结合散热模块PCB板制作方法确保了PCB印制板与
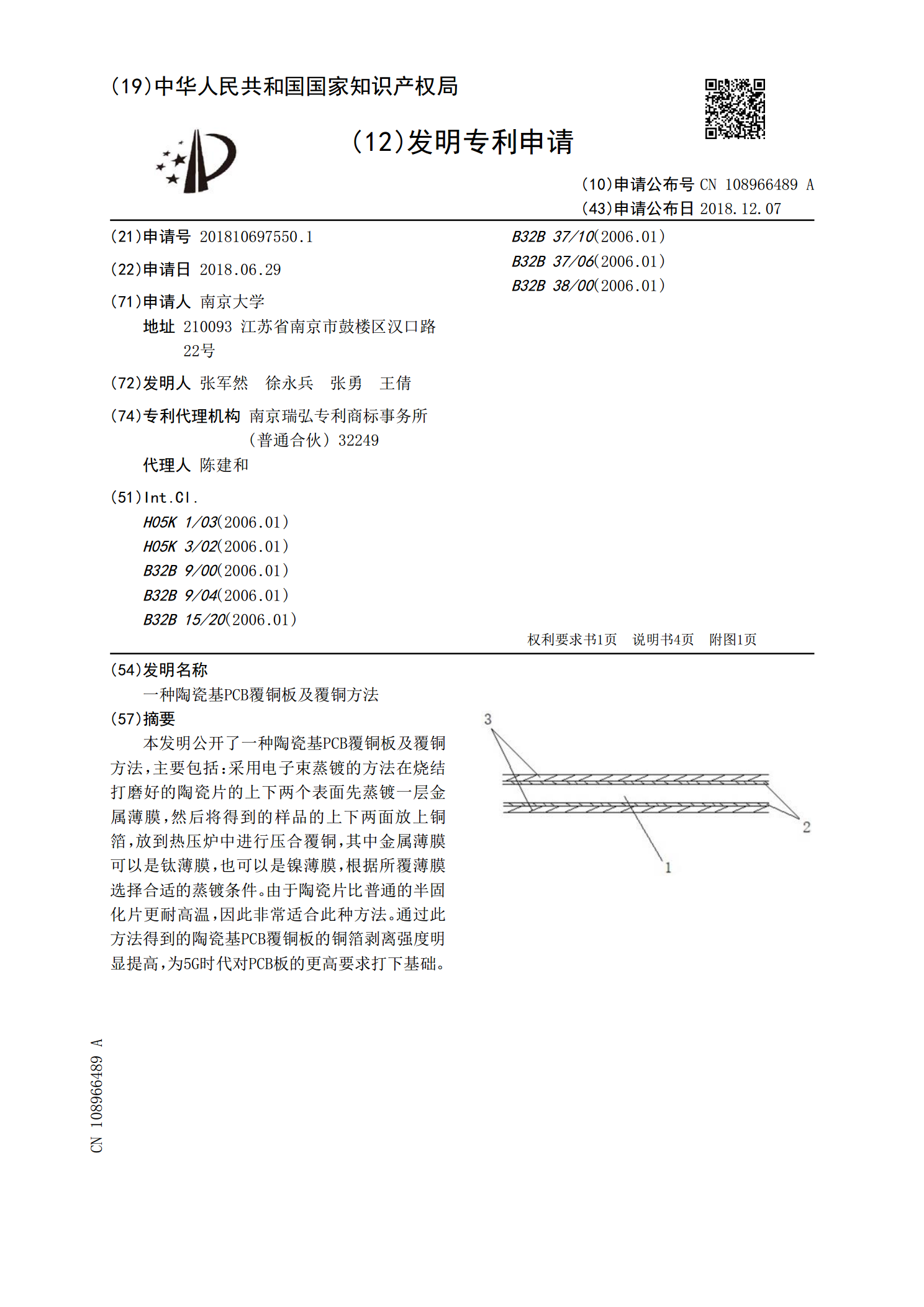
一种陶瓷基PCB覆铜板及覆铜方法.pdf
本发明公开了一种陶瓷基PCB覆铜板及覆铜方法,主要包括:采用电子束蒸镀的方法在烧结打磨好的陶瓷片的上下两个表面先蒸镀一层金属薄膜,然后将得到的样品的上下两面放上铜箔,放到热压炉中进行压合覆铜,其中金属薄膜可以是钛薄膜,也可以是镍薄膜,根据所覆薄膜选择合适的蒸镀条件。由于陶瓷片比普通的半固化片更耐高温,因此非常适合此种方法。通过此方法得到的陶瓷基PCB覆铜板的铜箔剥离强度明显提高,为5G时代对PCB板的更高要求打下基础。