
一种电动汽车电机壳体的加工工艺.pdf

戊午****jj


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种电动汽车电机壳体的加工工艺.pdf
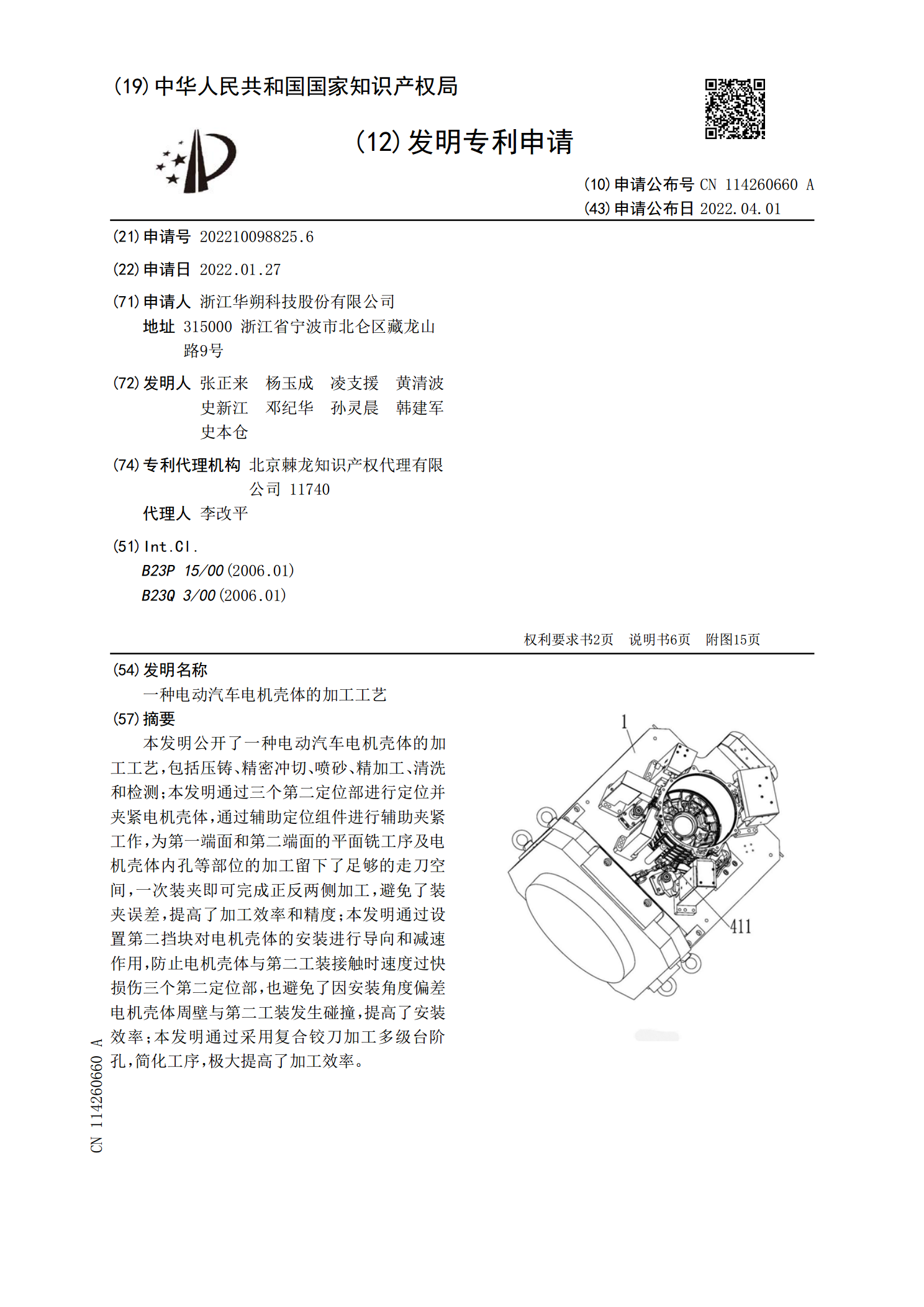
本发明公开了一种电动汽车电机壳体的加工工艺,包括压铸、精密冲切、喷砂、精加工、清洗和检测;本发明通过三个第二定位部进行定位并夹紧电机壳体,通过辅助定位组件进行辅助夹紧工作,为第一端面和第二端面的平面铣工序及电机壳体内孔等部位的加工留下了足够的走刀空间,一次装夹即可完成正反两侧加工,避免了装夹误差,提高了加工效率和精度;本发明通过设置第二挡块对电机壳体的安装进行导向和减速作用,防止电机壳体与第二工装接触时速度过快损伤三个第二定位部,也避免了因安装角度偏差电机壳体周壁与第二工装发生碰撞,提高了安装效率;本发明

一种汽车电机壳体轴承钢套的加工工艺.pdf
本发明公开了一种汽车电机壳体轴承钢套的加工工艺,压铸:预埋钢套→合模→充填压铸→开模→滑块打开→机械手取件→喷雾吹气→去水口→重复以上步骤;热处理:220°5HT5热处理;后加工:去除渣包水口残留并作表面抛丸处理;机加工:OP20φ12角度30°的倒角刀对钢套的倒角进行开粗→φ20铣刀预开粗→φ79.7成型刀开粗钢套→成型刀精加工钢套底部。OP30辅助支撑压紧→φ16带涂层立铣刀对钢套侧壁进行半精加工→φ80组合成型刀精加工。本发明通过分析和改进机加工的不稳定因素,解决了加工难点,提升了产品合格率,确
一种薄壁壳体的加工工艺.pdf
本发明公开了一种薄壁壳体的加工工艺,包括以下步骤,步骤1.制作内保护套与外保护套;步骤2.对原料进行粗加工,得到第一加工件;步骤3.对第一加工件进行应力释放操作,得到第二加工件;步骤4.对第二加工件进行精加工,得到成品;本发明在加工工件外侧设置保护套,为精加工提供了一定的支撑力,避免工件产生形变,也减少了刀屑划痕;增设通孔或者凹槽,可以有效地固定工件,无需利用设备对工件进行;判断第一加工件表面翘曲度后再增开应力释放槽,有助于零件应力均匀释放,从而抑制零件变形。

一种前后壳体加工工艺.pdf
一种前后壳体加工工艺,用于制造前、后壳体,采用下列步骤:步骤一:高温熔炼铝合金,将铝合金液态化后再置于高温下精炼,精炼后再运转至保温炉内;步骤二:将保温炉中的铝水倒入料筒内进行冲压、涂喷完成铸件;步骤三:去除铸件上的浇口;步骤四:对铸件进行打磨;步骤五:对铸件进行抛丸;步骤六:对铸件进行钝化。
一种电动车壳体加工方法.pdf
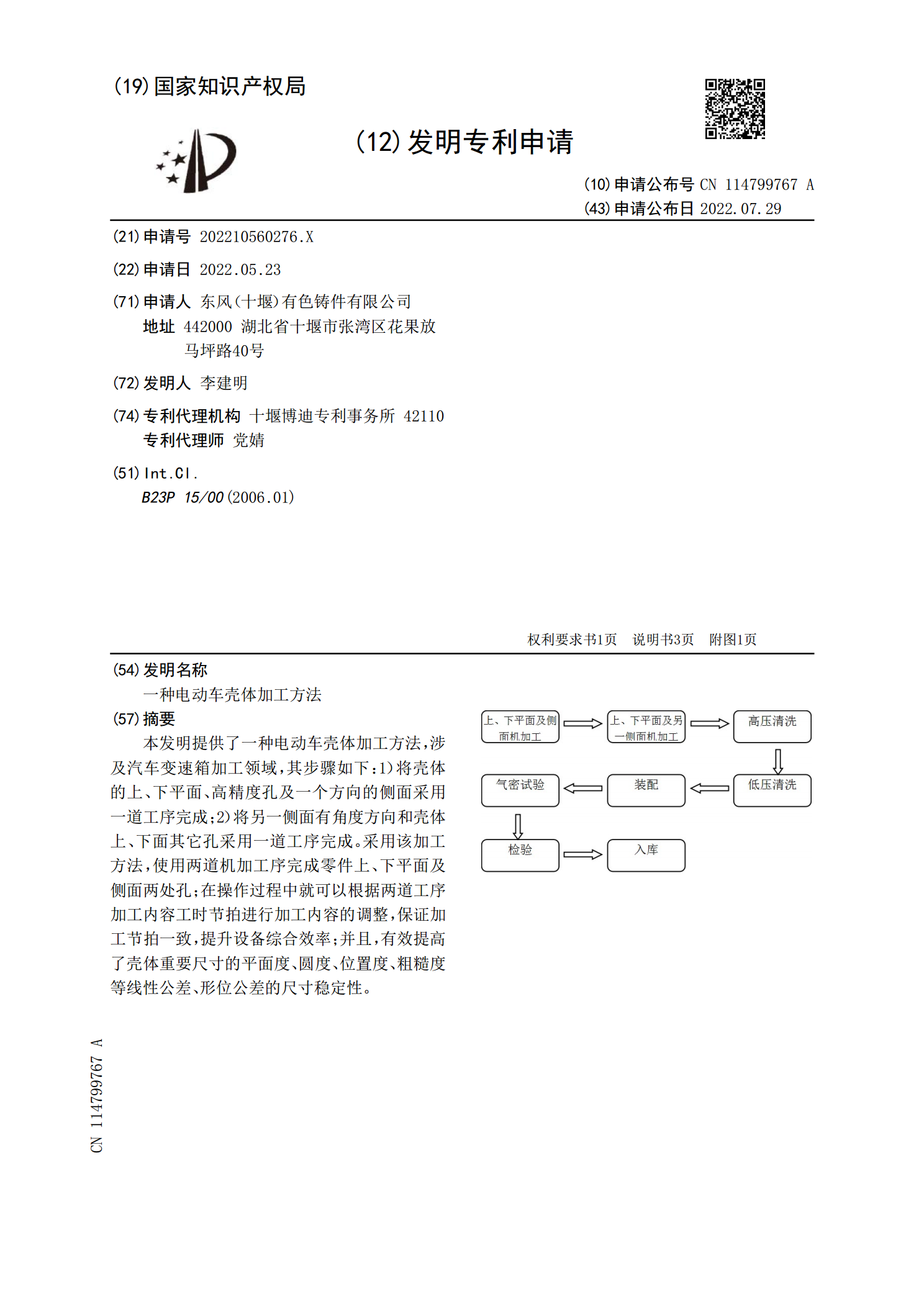
本发明提供了一种电动车壳体加工方法,涉及汽车变速箱加工领域,其步骤如下:1)将壳体的上、下平面、高精度孔及一个方向的侧面采用一道工序完成;2)将另一侧面有角度方向和壳体上、下面其它孔采用一道工序完成。采用该加工方法,使用两道机加工序完成零件上、下平面及侧面两处孔;在操作过程中就可以根据两道工序加工内容工时节拍进行加工内容的调整,保证加工节拍一致,提升设备综合效率;并且,有效提高了壳体重要尺寸的平面度、圆度、位置度、粗糙度等线性公差、形位公差的尺寸稳定性。