
一种薄壁壳体的加工工艺.pdf

鸿朗****ka

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁壳体的加工工艺.pdf
本发明公开了一种薄壁壳体的加工工艺,包括以下步骤,步骤1.制作内保护套与外保护套;步骤2.对原料进行粗加工,得到第一加工件;步骤3.对第一加工件进行应力释放操作,得到第二加工件;步骤4.对第二加工件进行精加工,得到成品;本发明在加工工件外侧设置保护套,为精加工提供了一定的支撑力,避免工件产生形变,也减少了刀屑划痕;增设通孔或者凹槽,可以有效地固定工件,无需利用设备对工件进行;判断第一加工件表面翘曲度后再增开应力释放槽,有助于零件应力均匀释放,从而抑制零件变形。

一种一体式异形薄壁壳体的加工工艺.pdf
本发明涉及一种一体式异形薄壁壳体的加工工艺,包括以下步骤:S1、分别对锻钢圆坯两端进行粗车外圆、粗镗内孔,形成工件的大小头,各自预留加工余量;S2、小头周向粗铣搭子,大头端面粗铣端面槽;S3、调质热处理;S4、半精车大头内孔和端面槽;S5、小头内孔进行半精镗;S6、精车大头内孔和端面槽;S7、小头内孔分多步精镗,分别对各段进行镗孔,先进行喉口段和主孔段的镗直孔,再进行上圆弧段和下圆弧段的精镗孔,所述上圆弧段采用反镗刀进行镗孔,所述下圆弧段采用正镗刀进行镗孔;S8、精车大头外圆和小头外圆;S9、精铣搭子。本

一种薄壁壳体的数控车加工方法.pdf
本发明提供了一种薄壁壳体的数控车加工方法,将其数控车加工过程分为半精车和精车两部分,首先半精车外圆和内孔,之后以内孔配胎装夹半精车外圆,并保留一段加强段,然后将外圆用胶皮包裹精车内孔,用被切削液浸透的布料塞满内孔精车配胎装夹处外圆,再用胶皮包裹配胎装夹处外圆车内孔槽,最后利用胀具装夹精车外圆,并且明确了加工过程中的关键控制点,实现对薄壁壳体的数控车加工。半精车外圆保留一段加强段,加工内孔槽的过程中产生的内应力,会集中到加强段,避免精加工时应力导致零件变形,内孔和外圆选用合适夹具多次装夹分步交替加工,控制变
一种薄壁产品加工工艺.pdf
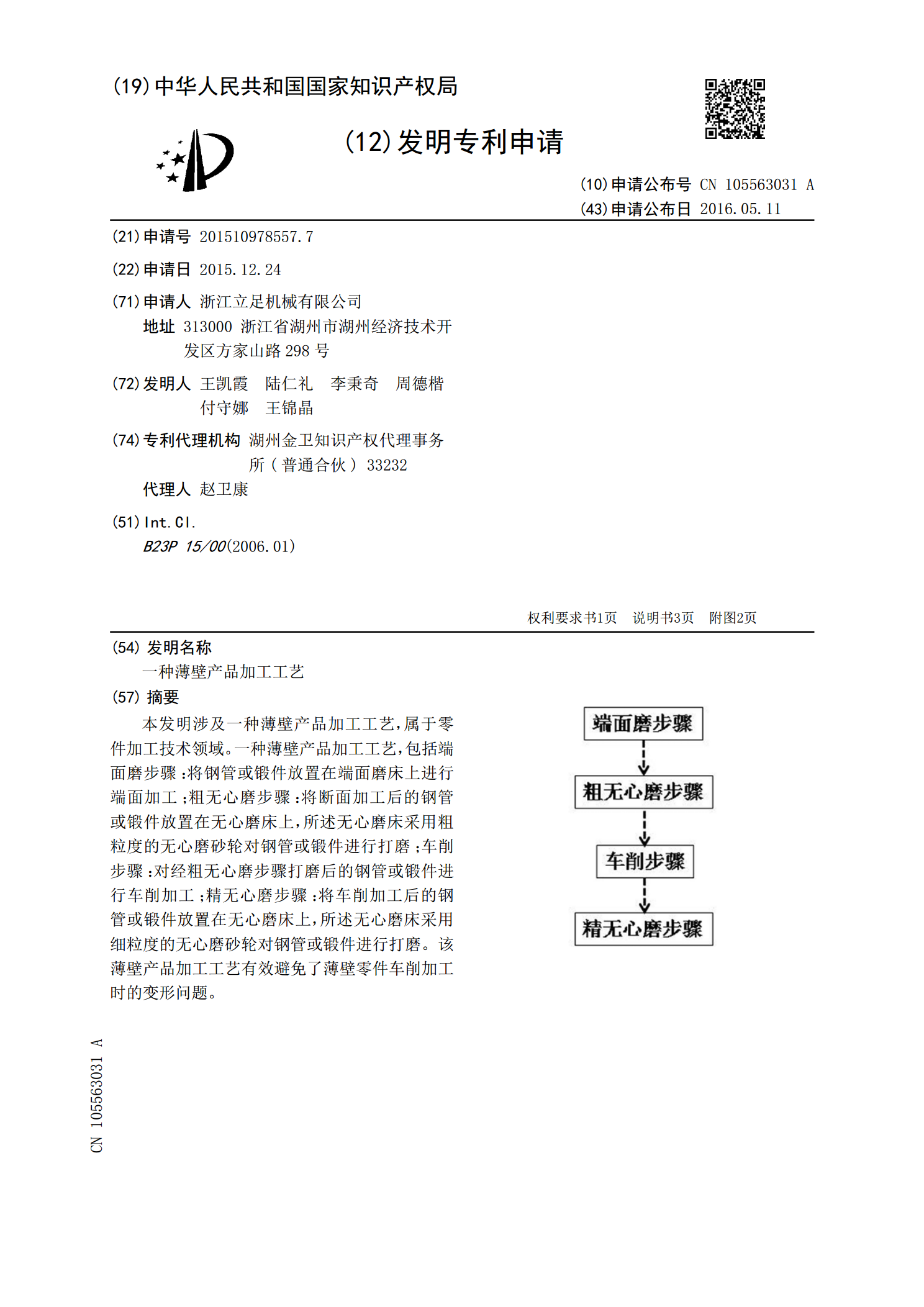
本发明涉及一种薄壁产品加工工艺,属于零件加工技术领域。一种薄壁产品加工工艺,包括端面磨步骤:将钢管或锻件放置在端面磨床上进行端面加工;粗无心磨步骤:将断面加工后的钢管或锻件放置在无心磨床上,所述无心磨床采用粗粒度的无心磨砂轮对钢管或锻件进行打磨;车削步骤:对经粗无心磨步骤打磨后的钢管或锻件进行车削加工;精无心磨步骤:将车削加工后的钢管或锻件放置在无心磨床上,所述无心磨床采用细粒度的无心磨砂轮对钢管或锻件进行打磨。该薄壁产品加工工艺有效避免了薄壁零件车削加工时的变形问题。

一种前后壳体加工工艺.pdf
一种前后壳体加工工艺,用于制造前、后壳体,采用下列步骤:步骤一:高温熔炼铝合金,将铝合金液态化后再置于高温下精炼,精炼后再运转至保温炉内;步骤二:将保温炉中的铝水倒入料筒内进行冲压、涂喷完成铸件;步骤三:去除铸件上的浇口;步骤四:对铸件进行打磨;步骤五:对铸件进行抛丸;步骤六:对铸件进行钝化。