
一种低残留免清洗助焊膏、焊膏及助焊膏的制备方法.pdf

邻家****文章

1/9
2/9

3/9
4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低残留免清洗助焊膏、焊膏及助焊膏的制备方法.pdf
本发明涉及一种低残留免清洗助焊膏、焊膏及助焊膏的制备方法,属于电子产品封装/组装用互连材料领域。该助焊膏以重量百分比计包括,酚类抗氧剂30‑60wt%,活性剂5‑15wt%和触变剂2‑8wt%,余量为溶剂。酚类抗氧化剂在焊接后可完全挥发,制备的焊膏焊后残留量极低,不用清洗,可靠性高。助焊膏中酚类抗氧化剂的加入有效提升了焊膏的抗氧化性能,对焊接过程中的焊粉具有更好的保护作用,能够降低焊粉二次氧化机会,提高焊接质量。
一种助焊膏制备装置.pdf
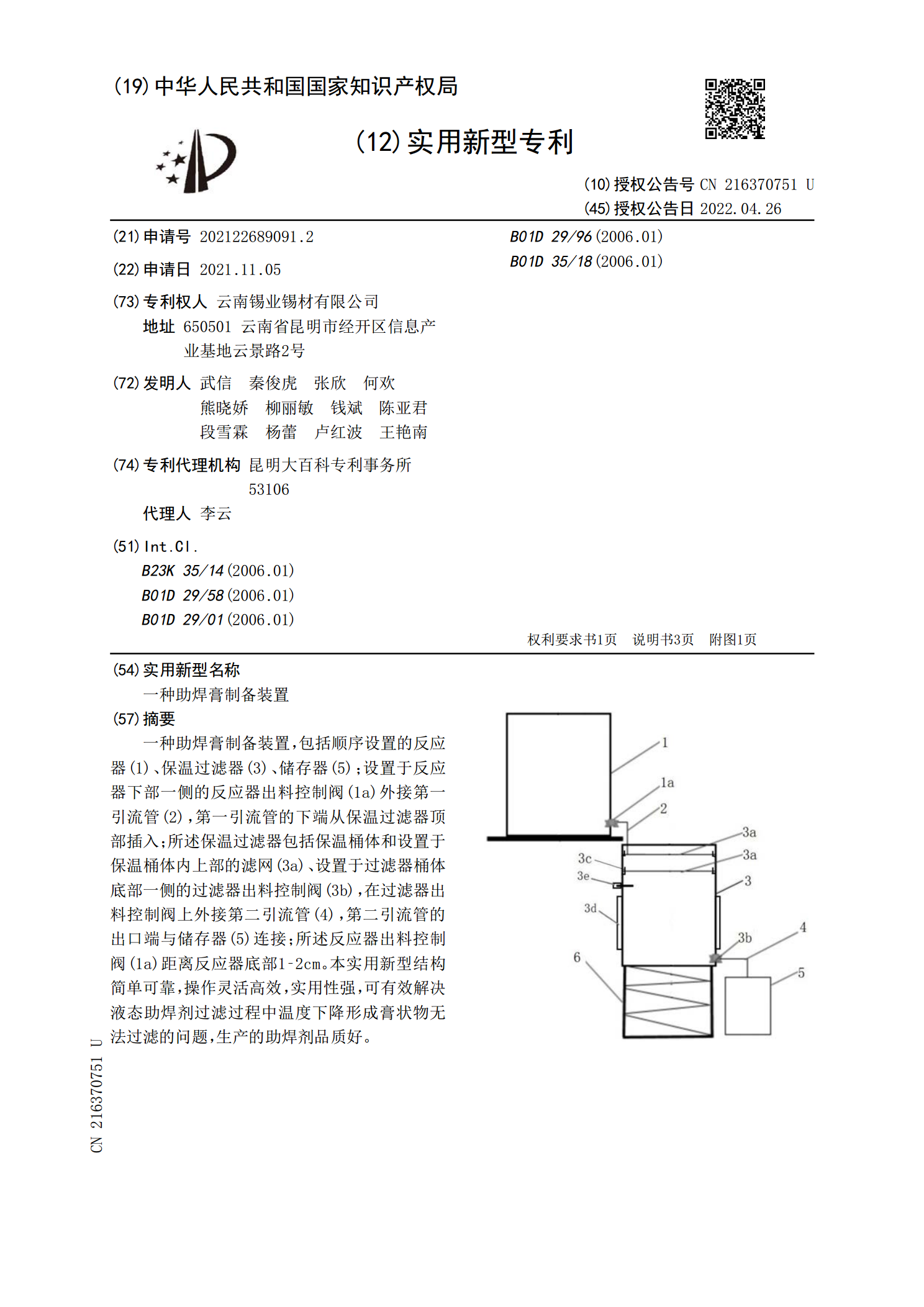
一种助焊膏制备装置,包括顺序设置的反应器(1)、保温过滤器(3)、储存器(5);设置于反应器下部一侧的反应器出料控制阀(1a)外接第一引流管(2),第一引流管的下端从保温过滤器顶部插入;所述保温过滤器包括保温桶体和设置于保温桶体内上部的滤网(3a)、设置于过滤器桶体底部一侧的过滤器出料控制阀(3b),在过滤器出料控制阀上外接第二引流管(4),第二引流管的出口端与储存器(5)连接;所述反应器出料控制阀(1a)距离反应器底部1?2cm。本实用新型结构简单可靠,操作灵活高效,实用性强,可有效解决液态助焊剂过滤过
助焊膏及其制作方法.pdf
本发明公开了一种助焊膏及其制作方法。所述助焊膏配方包括:松香8%‑15%,溶剂65%‑78%,触变剂5%,有机酸6%‑10%,表面活性剂1%‑3%及有机胺2%‑4%。选用材料沸点较低,使得回流后助焊膏残留物很少。活性剂方面采用高活性有机酸和有机胺的组合,更有表面活性剂的增强,使得助焊膏活性提高,同时回流后也基本反应和挥发,不会腐蚀焊点。本发明的特点是:回流温度低、助焊膏残留物少、活性强、腐蚀低,能够有效提升芯片封装的可靠性。

一种PCB板上残留助焊膏的分析方法.pdf
本发明涉及分析测试技术领域,具体涉及一种PCB板上残留助焊膏的分析方法,包括以下步骤:S1、PCB板的前处理:冲洗PCB板,得到处理液;S2、将处理液加热挥发溶剂,至溶剂挥干后用洗涤剂定容;S3、以助焊膏为标准品,进行LCMS测试分析。本发明通过对PCB进行特定的处理结合检测条件的控制,能够使得检测结果更加准确,且该方法操作简便,效率较高。
多用途复合助焊膏.pdf
本发明属于焊接材料技术领域。为解决现有技术中的焊膏进行焊接时往往需要分别搭配不同的助焊膏,从而导致焊接操作繁琐质量难以保证的技术问题。提供一种多用途复合助焊膏,包括如下重量份数的组分:活化剂:4.1份~17.2份;缓蚀剂:0.7份~2.2份;树脂:56份~88份;溶剂:70份~125份;触变剂:5.5份~15份;保湿剂:0.8份~2.3份;其中,活化剂包括癸二酸1份~4份、己二酸2份~6份、丁二酸0.3份~0.8份、衣康酸0.5份~1份、二苯胍氢溴酸盐0.3份~0.8份。本发明可以符合不同组成的焊膏的使用