
一种锂电池极片基材及极片制作方法.pdf

永香****能手

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种锂电池极片基材及极片制作方法.pdf
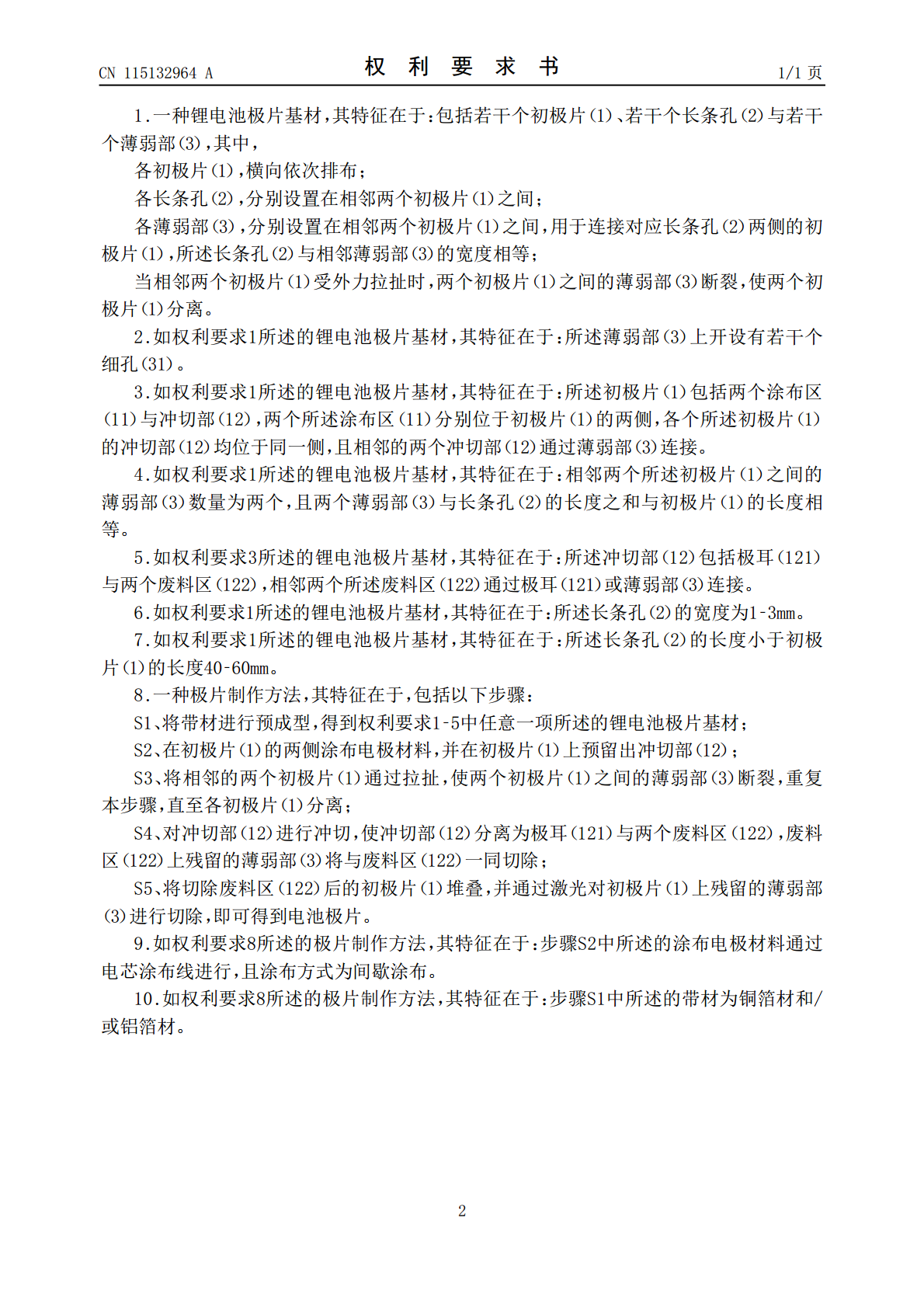
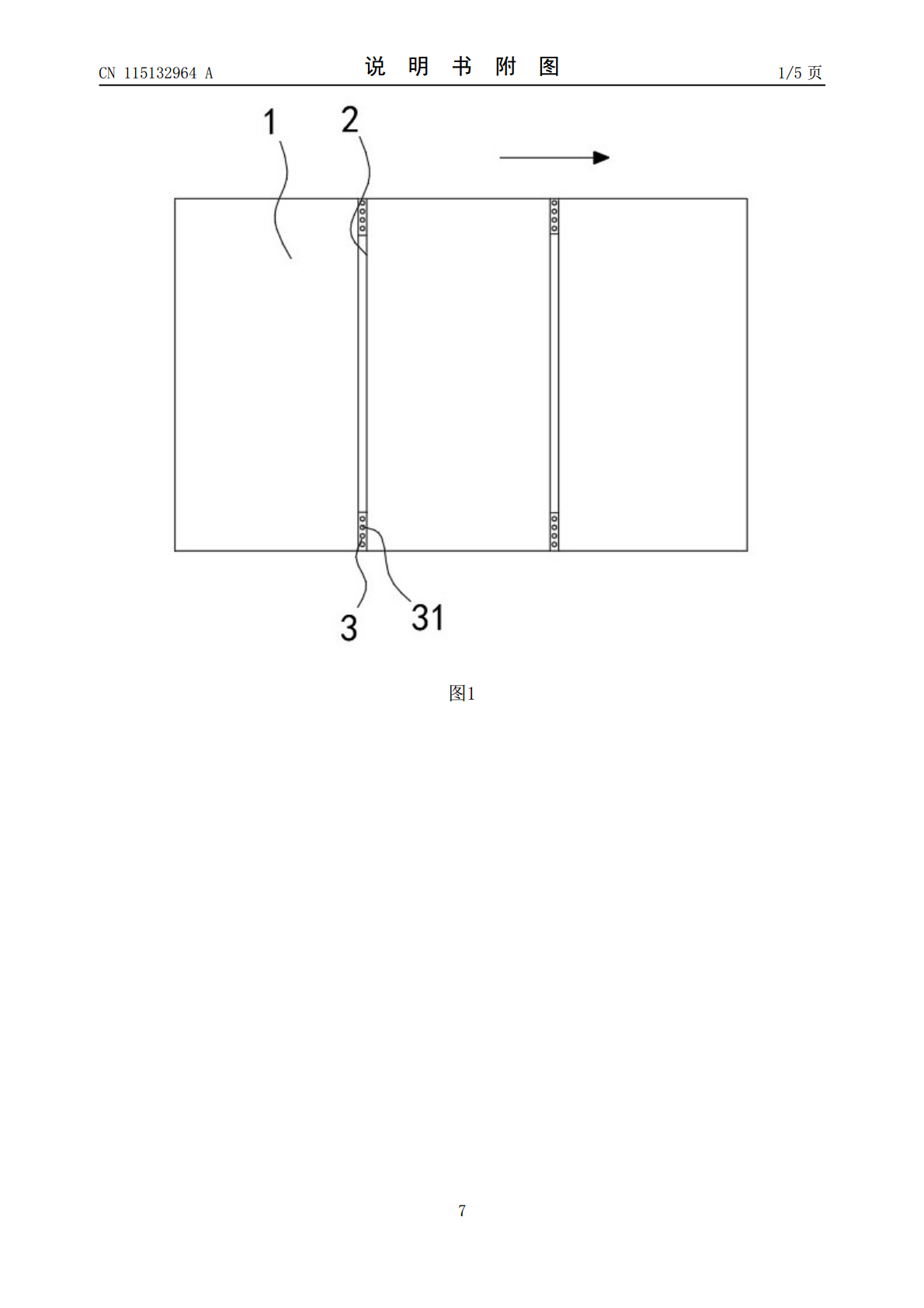
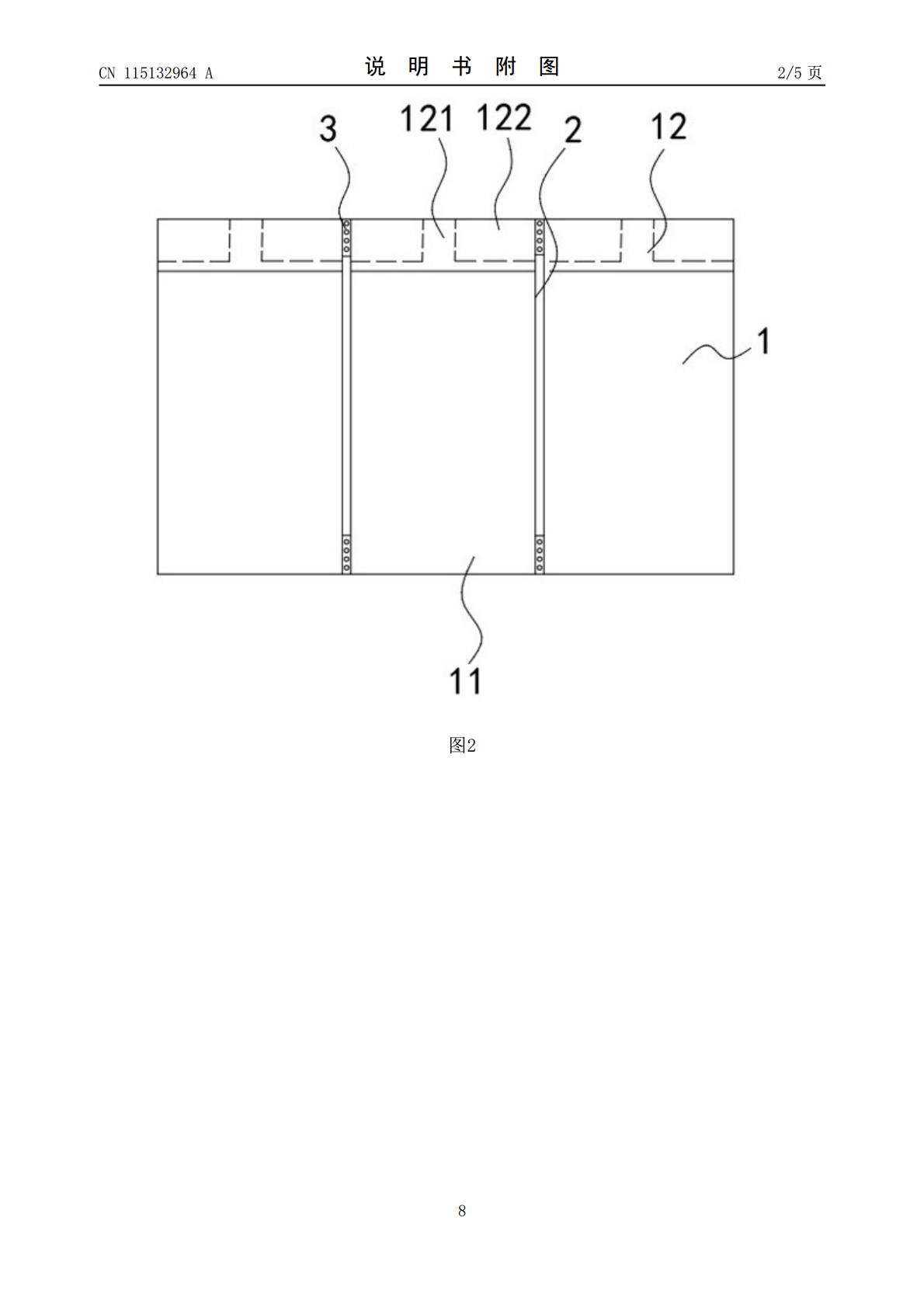
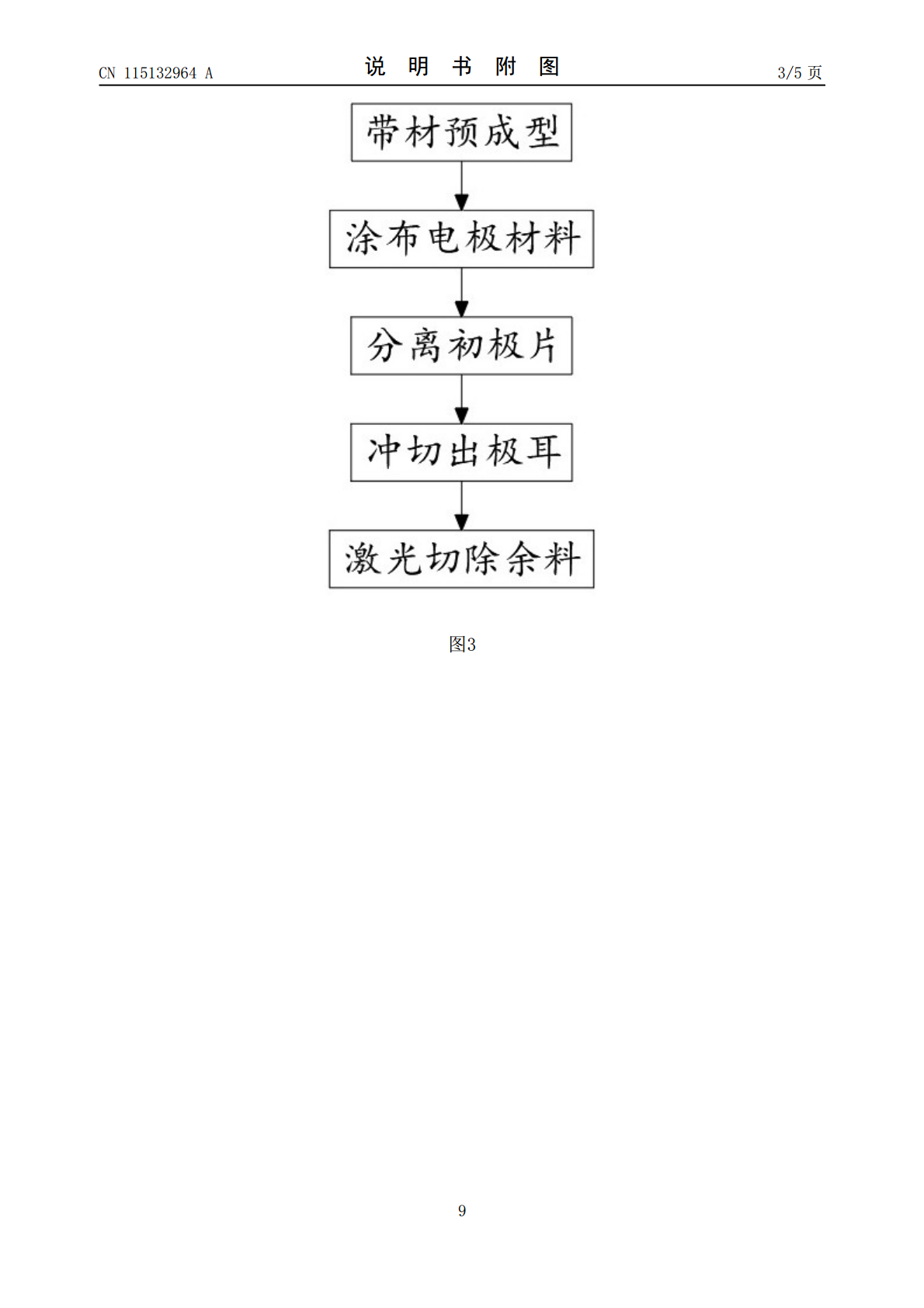
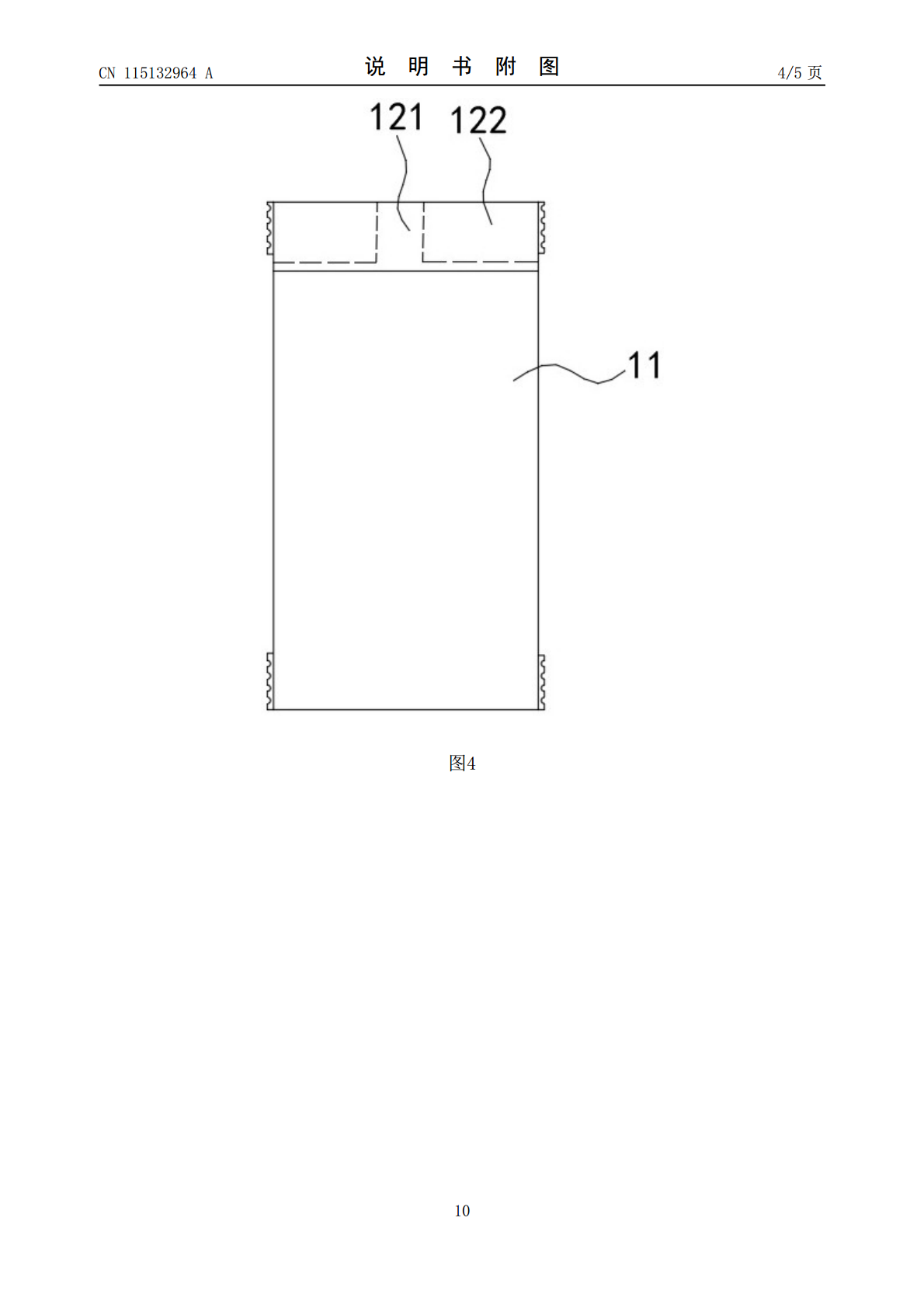
本发明涉及动力电池技术领域,并提出了一种锂电池极片基材,其包括若干个初极片、若干个长条孔与若干个薄弱部,各初极片横向依次排布;各长条孔分别设置在相邻两个初极片之间。通过设置薄弱部,并通过拉扯,将相邻的两个初极片从长条孔与两个薄弱部断开,长条孔部分不通过激光切割进行分离,可有效减少激光切割的长度,从而提高极片切割效率,且避免了在直接在涂布电极材料的位置切割,防止产生毛刺及掉料等问题;通过将废料区与极耳分离,将残留在初极片上的薄弱部与废料区一同切下,从而激光切割时仅需对初极片上涂布区两侧的残留薄弱部进行切除,

极片基材前处理方法及极片基材.pdf
一种极片基材及极片基材前处理方法,所述极片基材前处理方法包括如下步骤:S1、提供极片基材,所述极片基材设有涂层区与空箔区;S2、沿所述极片基材的宽度方向,每个所述空箔区包括被裁切区以及两个极耳区,所述被裁切区分设为至少一个第一裁切部及与所述至少一个第一裁切部毗邻的至少一个连接桥,对所述极片基材的被裁切区进行裁切,所述至少一个第一裁切部被去除以形成至少一个应力释放区,仅保留所述至少一个连接桥,所述至少一个连接桥沿所述极片基材的宽度方向连接所述两个极耳区。如此,本发明极片基材前处理方法通过裁切形成应力释放区及

一种锂电池极片制备方法、极片及锂电池.pdf
本发明公开了一种锂电池极片制备方法、极片及锂电池,该锂电池极片制备方法,包括以下步骤:步骤一:确定极片的清洗区域;步骤二:对所述区域进行一次主清洗,疏松所述区域内的涂层;步骤三;完成步骤二后,改变清洗功率,对所述区域进行至少两次次清洗,清除所述区域内残留的涂层,得到极耳的焊接槽位;通过主清洗和次清洗的配合使用,主清洗用于疏松该区域的涂层,次清洗用于清除该区域内残留的涂层,有效的对锂电池极片进行制备,次清洗的功率与主清洗的功率不同,在清洗时,可在不损伤集流体的前提上减少涂层残留至可焊接状态,有效的避免了打穿
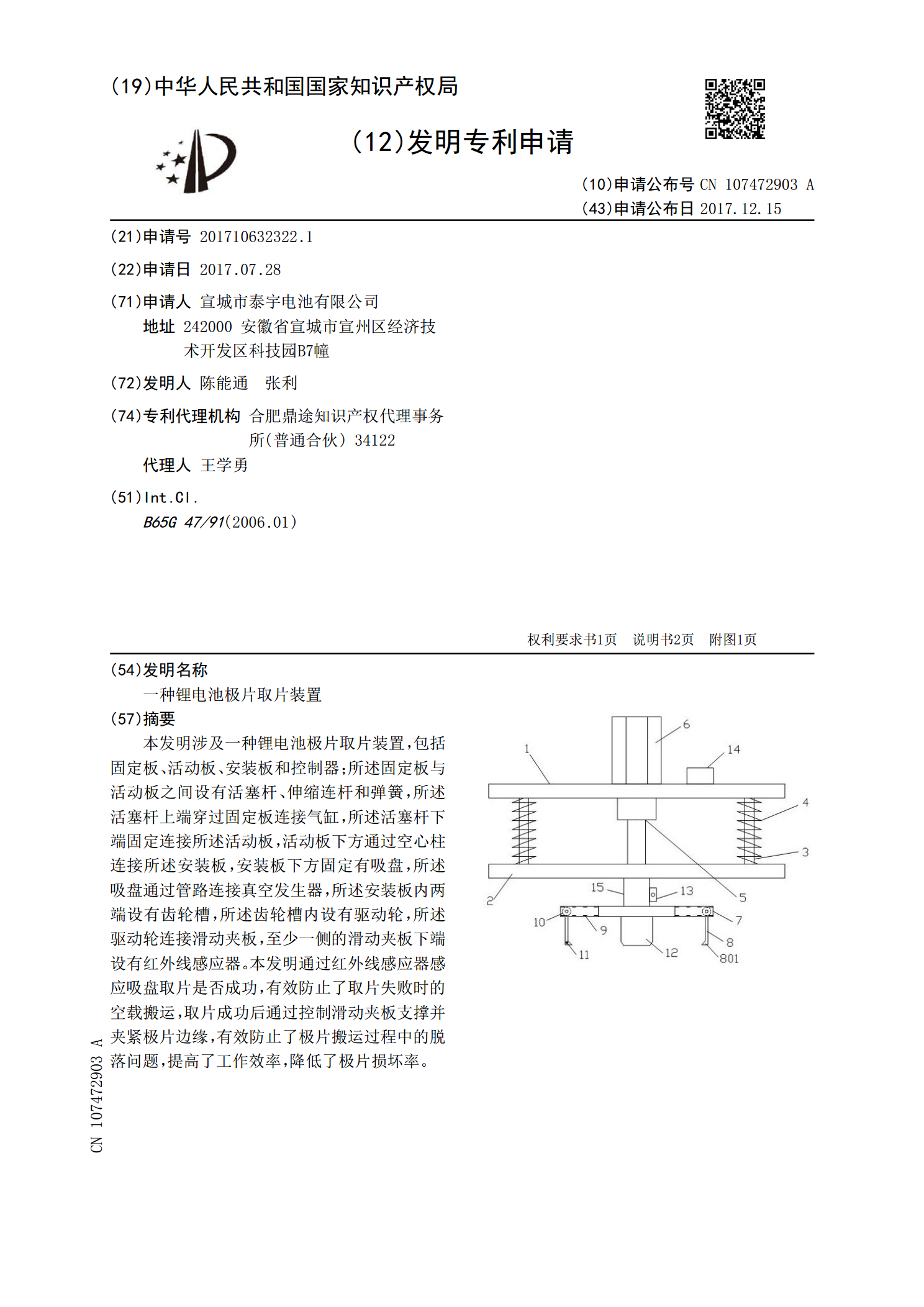
一种锂电池极片取片装置.pdf
本发明涉及一种锂电池极片取片装置,包括固定板、活动板、安装板和控制器;所述固定板与活动板之间设有活塞杆、伸缩连杆和弹簧,所述活塞杆上端穿过固定板连接气缸,所述活塞杆下端固定连接所述活动板,活动板下方通过空心柱连接所述安装板,安装板下方固定有吸盘,所述吸盘通过管路连接真空发生器,所述安装板内两端设有齿轮槽,所述齿轮槽内设有驱动轮,所述驱动轮连接滑动夹板,至少一侧的滑动夹板下端设有红外线感应器。本发明通过红外线感应器感应吸盘取片是否成功,有效防止了取片失败时的空载搬运,取片成功后通过控制滑动夹板支撑并夹紧极片
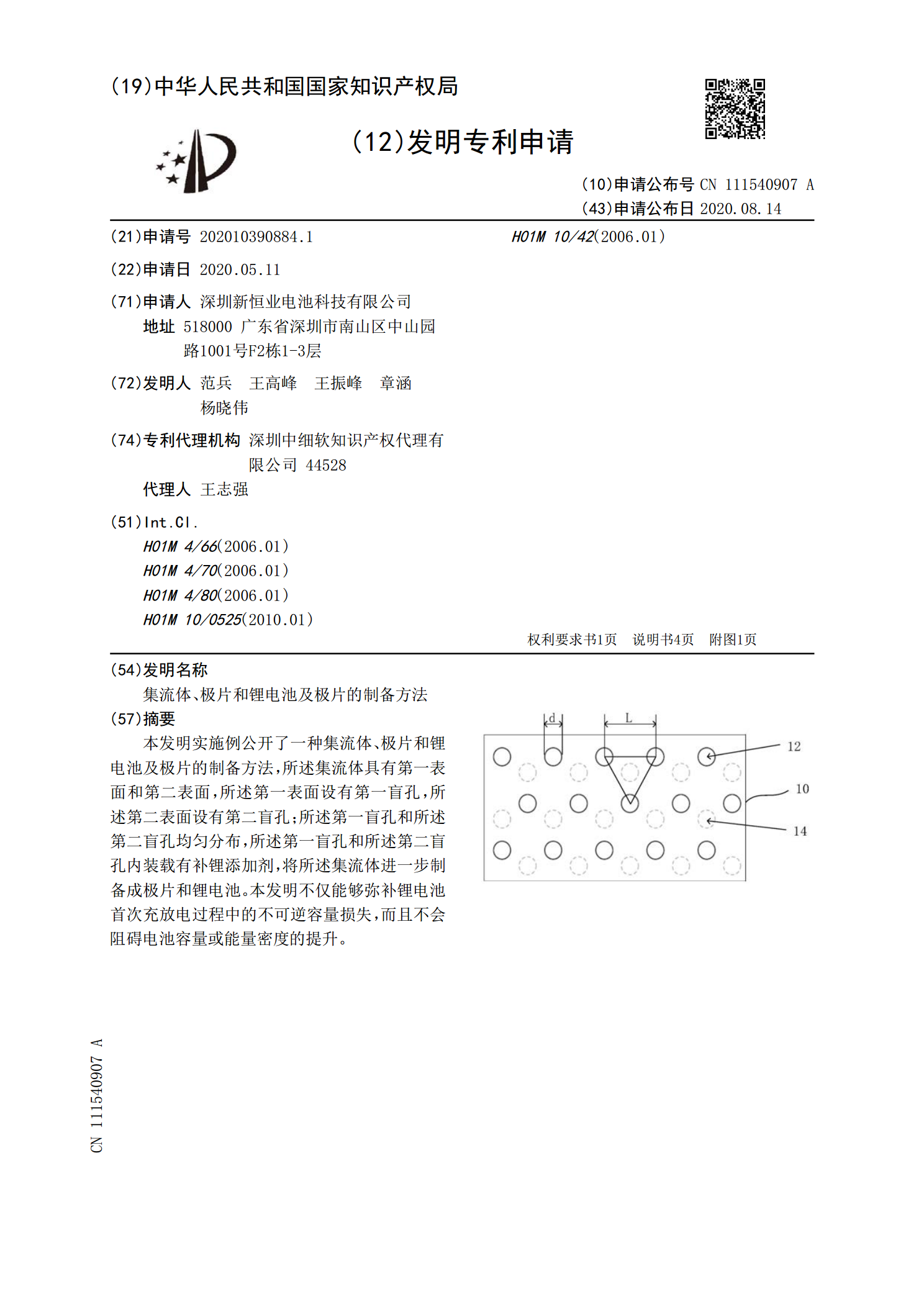
集流体、极片和锂电池及极片的制备方法.pdf
本发明实施例公开了一种集流体、极片和锂电池及极片的制备方法,所述集流体具有第一表面和第二表面,所述第一表面设有第一盲孔,所述第二表面设有第二盲孔;所述第一盲孔和所述第二盲孔均匀分布,所述第一盲孔和所述第二盲孔内装载有补锂添加剂,将所述集流体进一步制备成极片和锂电池。本发明不仅能够弥补锂电池首次充放电过程中的不可逆容量损失,而且不会阻碍电池容量或能量密度的提升。