
导叶机匣加工方法.pdf

一条****丹淑


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

导叶机匣加工方法.pdf
本发明涉及机械加工技术领域,公开一种导叶机匣加工方法,导叶机匣为四部分分体组合结构,导叶机匣周向具有多处组合台阶孔,导叶机匣端面分布有多个同轴非等径深长组合通孔;先垂直于导叶机匣轴线方向将导叶机匣加工成两部分分体结构,两部分分体结构轴向尺寸预留余量,加工两部分分体结构的相互贴合面保证平面度,再将两部分分体结构贴合在一起加工组合通孔和组合台阶孔,最后再平行于导叶机匣轴线方向将导叶机匣加工成对称的两部分。导叶机匣初步加工成两部分分体结构后,分体结构轴向尺寸均预留余量,之后对该两部分分体结构组合加工车削基准孔、

高温合金机匣的环槽加工方法.pdf
本发明公开了一种高温合金机匣的环槽加工方法,环槽为扇形结构,包括以下步骤:粗加工,在高温合金机匣上依据设计需求确定加工区域,采用钻削对加工区域进行垂直钻孔,以去除大部分加工余量;第一次半精加工,采用立铣刀对钻削后的区域进行铣削加工,铣削至环槽的槽底预留2mm和槽壁单边预留0.2mm的加工余量;第二次半精加工,将球头铣刀伸入到环槽内进行铣削加工,铣削至环槽的槽底;精加工,采用球头铣刀对环槽进行精加工,获得环槽。本发明的高温合金机匣的环槽加工方法,依据不同的加工方式,采用不同的刀具,对环槽不同部位有针对性的加

一种薄壁带涂层机匣加工方法.pdf
一种薄壁带涂层机匣加工方法,机匣壳体的加工路线安排,在将精车工序中将内部重要尺寸、涉及后续装配的尺寸留0.3mm~0.5mm余量,待喷涂工序结束后再进行剩余余量的加工,有效的抵消喷涂工序中吹砂、喷涂工序对壳体的冲击;喷涂工序前在内型面或装配T型槽内安装随行的橡胶材料填充物,在喷涂工序进行应用;抵消喷涂、吹砂工步对零件的冲击力;对保证型面的余量均匀,控制最终状态下零件的变形量。本发明的优点:整个加工流程进行了调整优化,节省了用于装配的潜修工作量70%以上,同时避免了后续涂层脱落、掉块的情况,涂层的使用寿命提
一种燃烧室机匣的加工方法.pdf
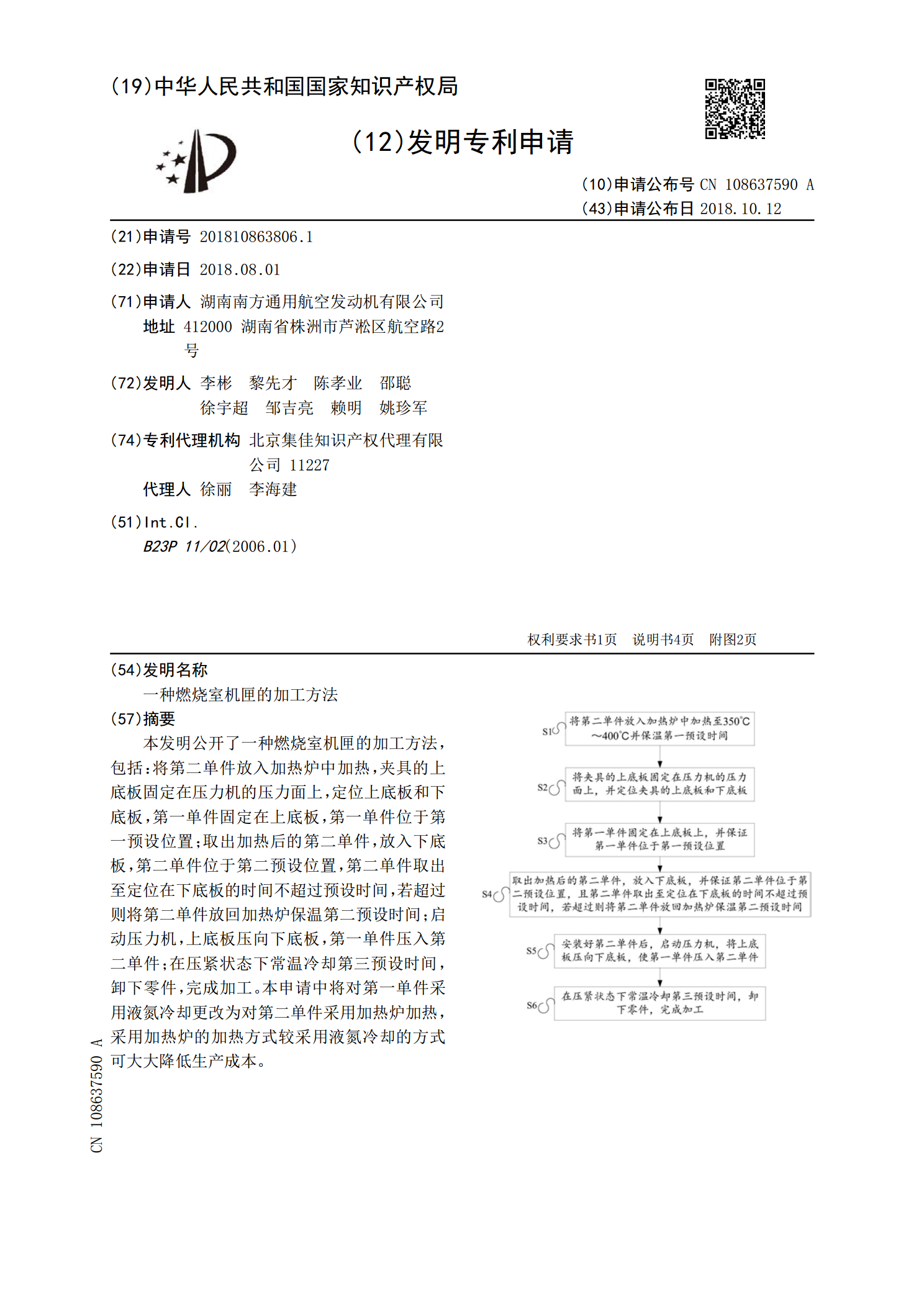
本发明公开了一种燃烧室机匣的加工方法,包括:将第二单件放入加热炉中加热,夹具的上底板固定在压力机的压力面上,定位上底板和下底板,第一单件固定在上底板,第一单件位于第一预设位置;取出加热后的第二单件,放入下底板,第二单件位于第二预设位置,第二单件取出至定位在下底板的时间不超过预设时间,若超过则将第二单件放回加热炉保温第二预设时间;启动压力机,上底板压向下底板,第一单件压入第二单件;在压紧状态下常温冷却第三预设时间,卸下零件,完成加工。本申请中将对第一单件采用液氮冷却更改为对第二单件采用加热炉加热,采用加热炉

一种高温合金薄壁机匣数控车加工方法.pdf
一种高温合金薄壁机匣数控车加工方法,其特征在于:在编制数控加工程序时,采用循环程序和轮廓程序两种方式结合,在循环程序中直接设定切削深度,机床操作者不能随意改动;最后一刀采用轮廓程序,保证零件的粗糙度和加工精度;数控程序走刀路线:在循环程序中采用对称切削的新式加工方法,先车加工外圆再对称车加工内孔;先车加工安装边上方再对称车加工安装边下方;合理的设置切削余量。本发明的优点:本发明所述的高温合金薄壁机匣数控车加工方法,进行机匣、叶盘类零件的数控车削加工,保证了零件车削加工的尺寸及精度,缩短零件加工时间,降低加