
高温合金机匣的环槽加工方法.pdf

努力****爱静

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高温合金机匣的环槽加工方法.pdf
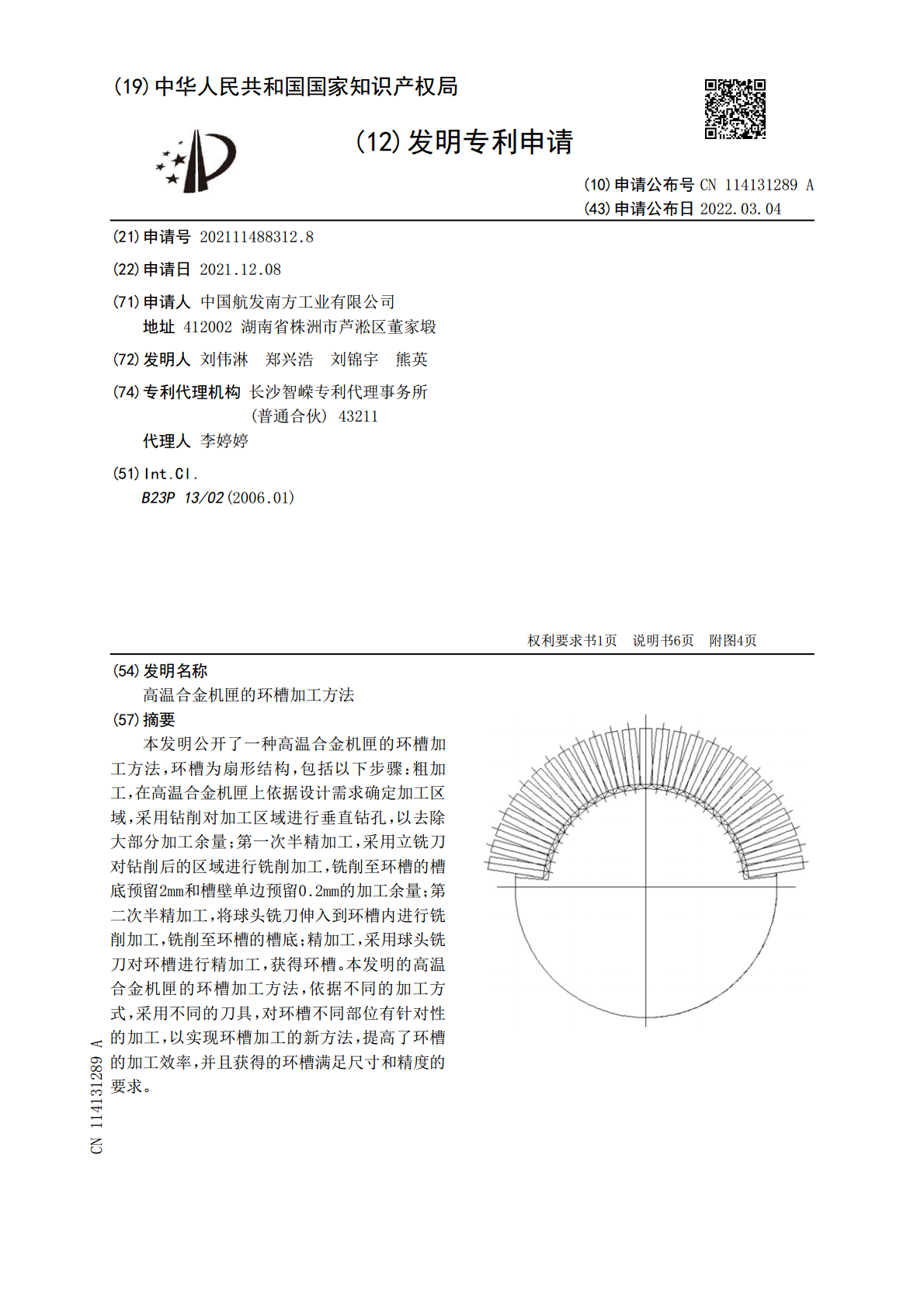
本发明公开了一种高温合金机匣的环槽加工方法,环槽为扇形结构,包括以下步骤:粗加工,在高温合金机匣上依据设计需求确定加工区域,采用钻削对加工区域进行垂直钻孔,以去除大部分加工余量;第一次半精加工,采用立铣刀对钻削后的区域进行铣削加工,铣削至环槽的槽底预留2mm和槽壁单边预留0.2mm的加工余量;第二次半精加工,将球头铣刀伸入到环槽内进行铣削加工,铣削至环槽的槽底;精加工,采用球头铣刀对环槽进行精加工,获得环槽。本发明的高温合金机匣的环槽加工方法,依据不同的加工方式,采用不同的刀具,对环槽不同部位有针对性的加
高温合金机匣加工工艺论文.docx
高温合金机匣加工工艺论文1主要零件制造难点分析和加工工艺1.1导向器机匣主要难点分析和加工工艺导向器机匣结构形式为薄壁环型机匣其主要加工工艺和难点是机匣上叶型孔薄壁处的数控车加工和叶型孔的激光切割加工。加工时零件易椭圆变形薄壁处出现弧形变形加工表面振纹大表面粗糙。通过合理安排粗精加工余量和走刀路线多次对数控程序进行调整优化加工参数满足了尺寸要求。薄壁处加工方案是:先对内形进行粗加工并且为内形薄壁处留出0.5mm的加工余量这解决了在精加工时的变形和振纹对外形

一种高温合金薄壁机匣数控车加工方法.pdf
一种高温合金薄壁机匣数控车加工方法,其特征在于:在编制数控加工程序时,采用循环程序和轮廓程序两种方式结合,在循环程序中直接设定切削深度,机床操作者不能随意改动;最后一刀采用轮廓程序,保证零件的粗糙度和加工精度;数控程序走刀路线:在循环程序中采用对称切削的新式加工方法,先车加工外圆再对称车加工内孔;先车加工安装边上方再对称车加工安装边下方;合理的设置切削余量。本发明的优点:本发明所述的高温合金薄壁机匣数控车加工方法,进行机匣、叶盘类零件的数控车削加工,保证了零件车削加工的尺寸及精度,缩短零件加工时间,降低加

一种高温合金整体机匣沟槽一次加工成型方法.pdf
一种高温合金整体机匣沟槽一次加工成型方法,对传统的先粗开槽在沟槽两侧侧壁及槽底预留精加工余量,再分别半精车槽的两侧侧壁及槽底,最后分别精车槽的两个侧壁及槽底的5次走刀成型的加工方法进行优化调整;经过整合后,形成了一次走刀成型完成沟槽的侧壁及槽底的加工方法,即高温合金整体机匣沟槽一次加工成型方法,确定的某型高温合金整体机匣沟槽的一次加工成型的参数为:Vc25m/min;F0.02-0.05mm/r;加工参数确定后,固化参数。本发明的优点:应用于某高压涡轮整体机匣沟槽的车削加工,使麽高压涡轮整体机匣沟槽的加工

径向槽机匣处理方法.pdf
本发明提供了一种用于离心压气机的径向槽机匣处理方法,该方法综合考虑了离心压气机的结构特点和内部流动情况,在叶片扩压器通道中易发生失速的位置沿轮盖侧开径向槽。其特征在于处理槽沿径向的覆盖范围和槽深利用了另一种周向槽机匣处理方法的设计结果,即:首先进行周向槽机匣处理方案的设计,确定最佳槽深及处理槽沿径向的覆盖范围,进而可以进行径向槽机匣处理方案的设计,其具体形式为沿径向离散分布的直槽。设计的基本思路是希望径向槽的走向及间距能引导扩压器轮盖侧低速流体的走向,并且为低速流体提供回流通道,有助于减弱顶部通道的堵塞,