
一种燃烧室机匣的加工方法.pdf

运升****魔王


1/8
2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种燃烧室机匣的加工方法.pdf
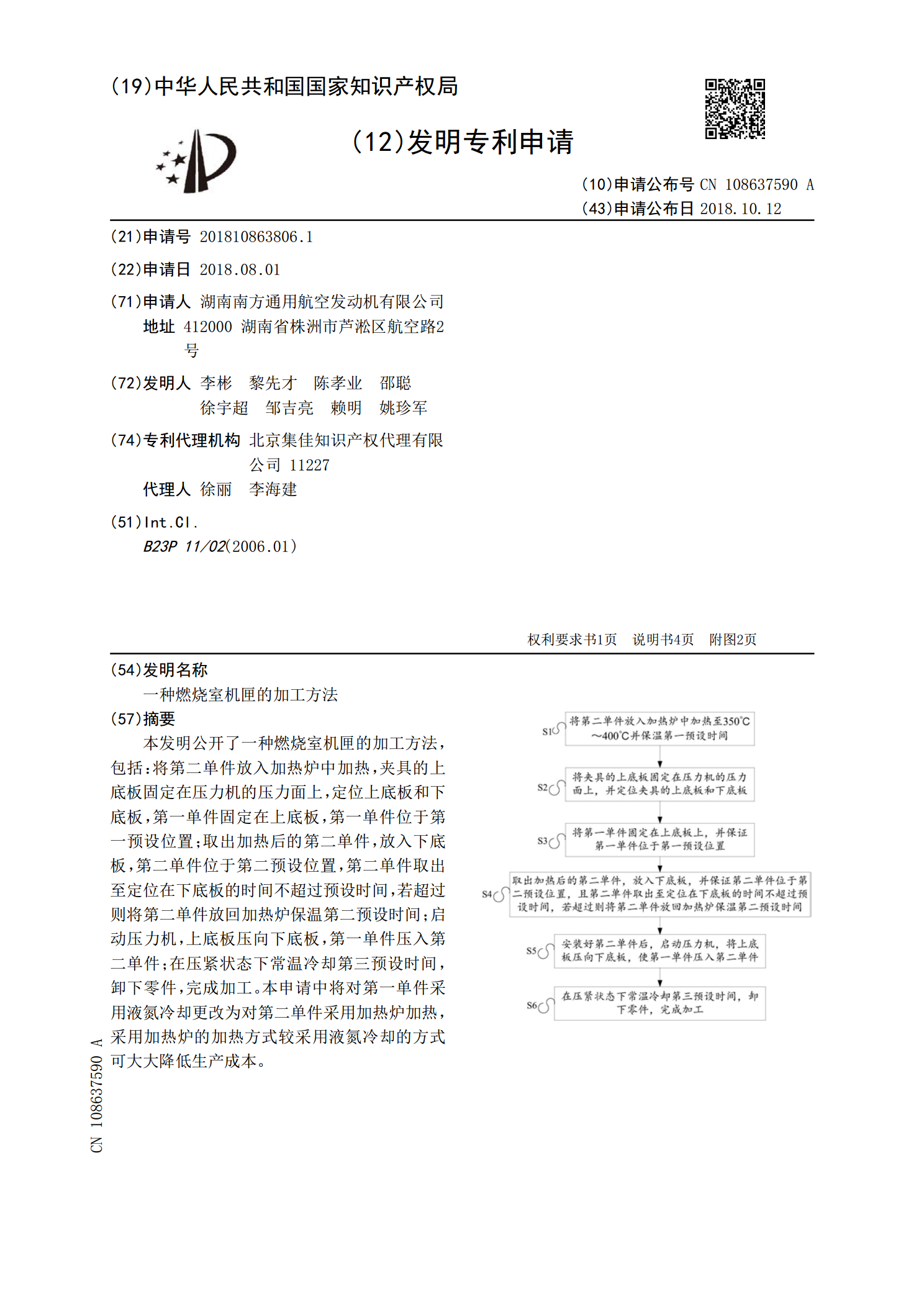
本发明公开了一种燃烧室机匣的加工方法,包括:将第二单件放入加热炉中加热,夹具的上底板固定在压力机的压力面上,定位上底板和下底板,第一单件固定在上底板,第一单件位于第一预设位置;取出加热后的第二单件,放入下底板,第二单件位于第二预设位置,第二单件取出至定位在下底板的时间不超过预设时间,若超过则将第二单件放回加热炉保温第二预设时间;启动压力机,上底板压向下底板,第一单件压入第二单件;在压紧状态下常温冷却第三预设时间,卸下零件,完成加工。本申请中将对第一单件采用液氮冷却更改为对第二单件采用加热炉加热,采用加热炉

燃烧室前端机匣铣加工工艺研究.docx
燃烧室前端机匣铣加工工艺研究燃烧室前端机匣是燃气涡轮发动机中的一个重要部件,其主要功能是引导空气和燃料混合物进入燃烧室中进行燃烧,同时要承受高温高压下的冲击和振动。因此,对燃烧室前端机匣的加工工艺进行研究具有极其重要的意义,可以提高产品的质量和性能,同时提高生产效率,降低成本。一、燃烧室前端机匣的加工工艺1.加工设备的选择燃烧室前端机匣的加工难度较大,需要使用高精度的加工设备和工具,以保证加工精度和表面质量。常用的加工设备包括数控铣床、线切割机、数控磨床等。2.加工用料的选择燃烧室前端机匣主要使用高温合金
一种燃烧室机匣的电子束焊方法.pdf
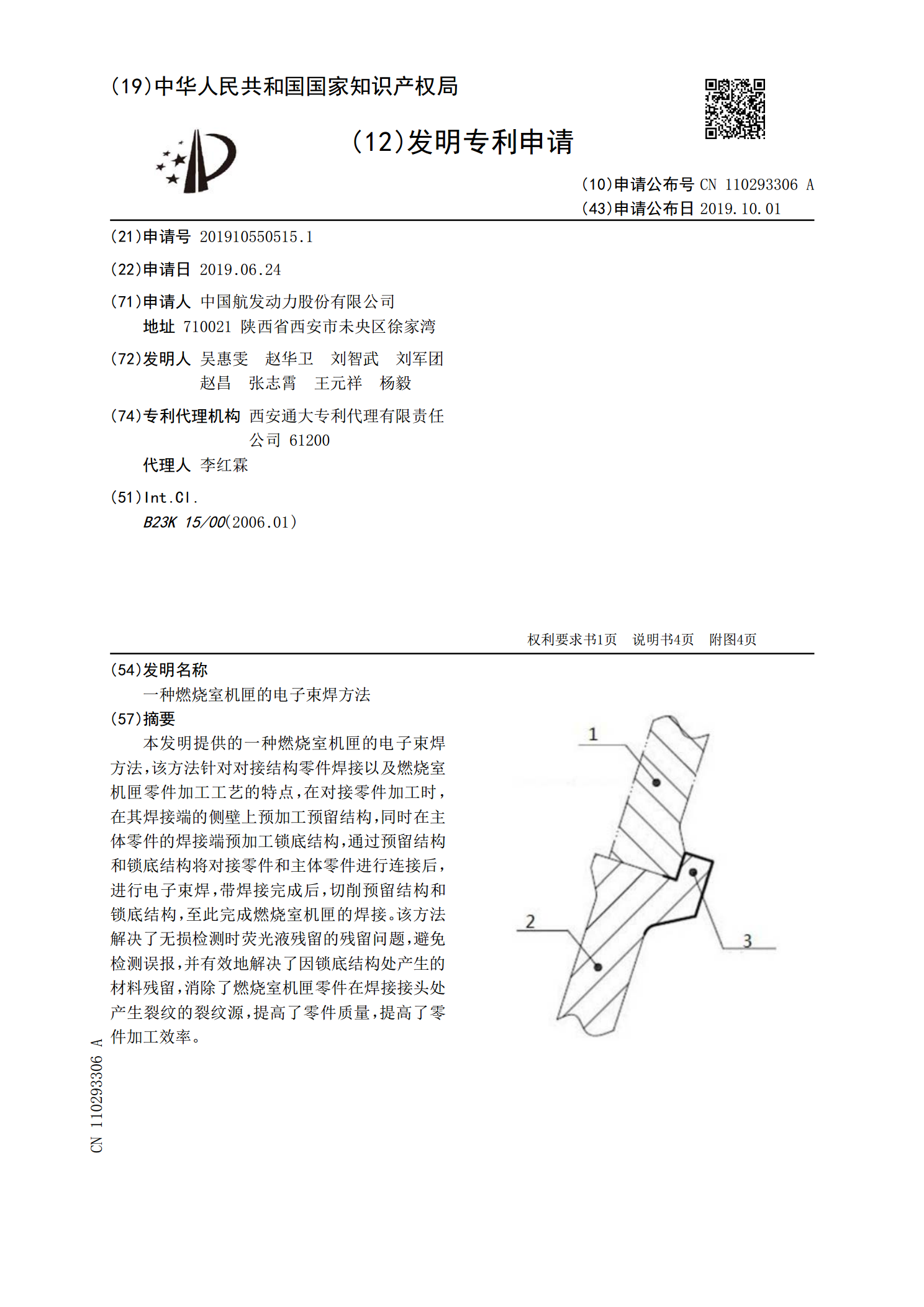
本发明提供的一种燃烧室机匣的电子束焊方法,该方法针对对接结构零件焊接以及燃烧室机匣零件加工工艺的特点,在对接零件加工时,在其焊接端的侧壁上预加工预留结构,同时在主体零件的焊接端预加工锁底结构,通过预留结构和锁底结构将对接零件和主体零件进行连接后,进行电子束焊,带焊接完成后,切削预留结构和锁底结构,至此完成燃烧室机匣的焊接。该方法解决了无损检测时荧光液残留的残留问题,避免检测误报,并有效地解决了因锁底结构处产生的材料残留,消除了燃烧室机匣零件在焊接接头处产生裂纹的裂纹源,提高了零件质量,提高了零件加工效率。

一种薄壁带涂层机匣加工方法.pdf
一种薄壁带涂层机匣加工方法,机匣壳体的加工路线安排,在将精车工序中将内部重要尺寸、涉及后续装配的尺寸留0.3mm~0.5mm余量,待喷涂工序结束后再进行剩余余量的加工,有效的抵消喷涂工序中吹砂、喷涂工序对壳体的冲击;喷涂工序前在内型面或装配T型槽内安装随行的橡胶材料填充物,在喷涂工序进行应用;抵消喷涂、吹砂工步对零件的冲击力;对保证型面的余量均匀,控制最终状态下零件的变形量。本发明的优点:整个加工流程进行了调整优化,节省了用于装配的潜修工作量70%以上,同时避免了后续涂层脱落、掉块的情况,涂层的使用寿命提

导叶机匣加工方法.pdf
本发明涉及机械加工技术领域,公开一种导叶机匣加工方法,导叶机匣为四部分分体组合结构,导叶机匣周向具有多处组合台阶孔,导叶机匣端面分布有多个同轴非等径深长组合通孔;先垂直于导叶机匣轴线方向将导叶机匣加工成两部分分体结构,两部分分体结构轴向尺寸预留余量,加工两部分分体结构的相互贴合面保证平面度,再将两部分分体结构贴合在一起加工组合通孔和组合台阶孔,最后再平行于导叶机匣轴线方向将导叶机匣加工成对称的两部分。导叶机匣初步加工成两部分分体结构后,分体结构轴向尺寸均预留余量,之后对该两部分分体结构组合加工车削基准孔、