
一种镁合金低压熔模铸造陶瓷型壳的制备及使用方法.pdf

努力****妙风


1/10
2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种镁合金低压熔模铸造陶瓷型壳的制备及使用方法.pdf
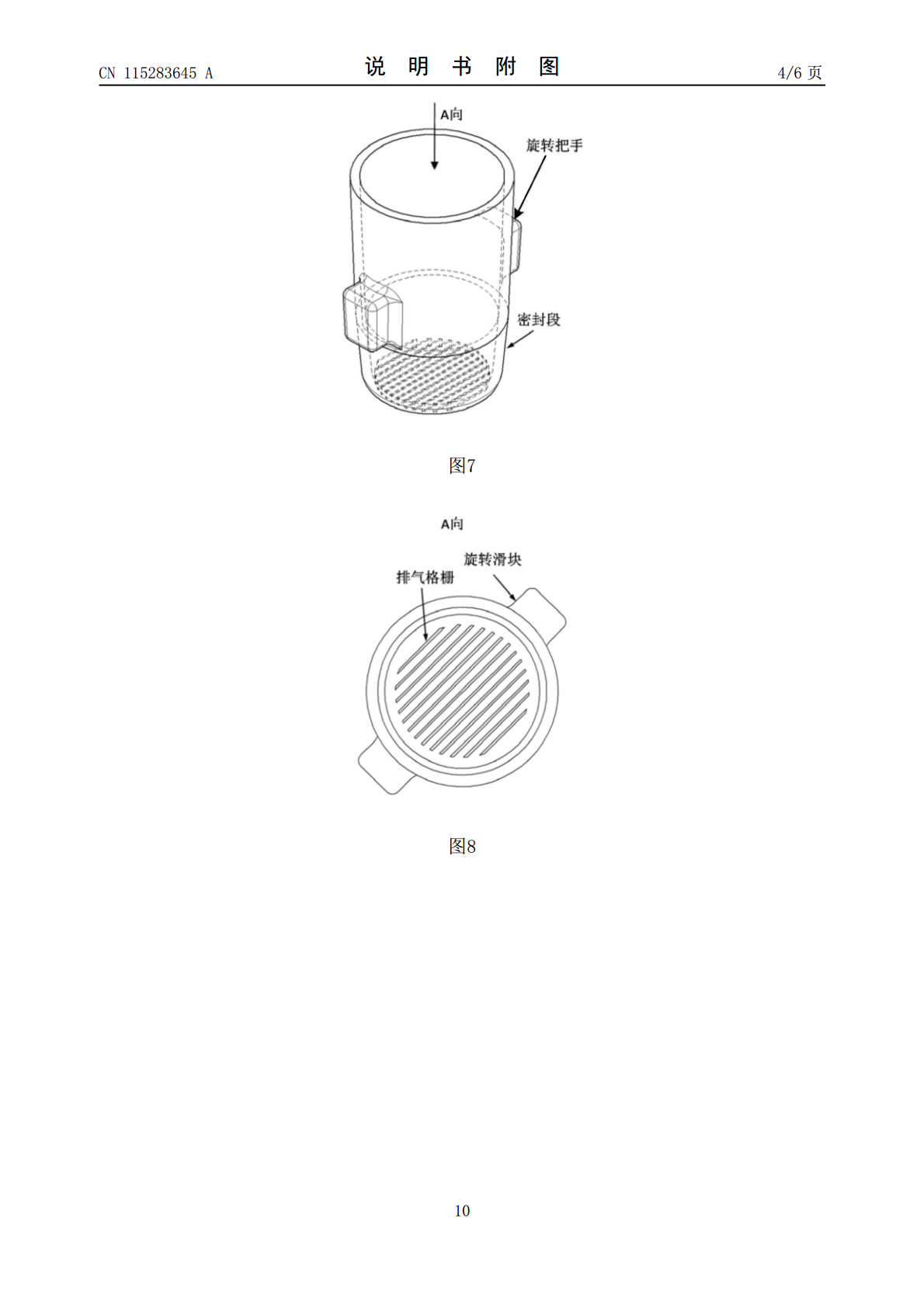
本申请提供一种镁合金低压熔模铸造陶瓷型壳的制备及使用方法,属于熔模铸造技术领域,该制备方法包括:压制排蜡口熔模;将铸件熔模模组浇道和冒口组合完毕后,在铸件熔模模组水平面部位粘接排蜡口熔模;进行涂料制壳;进行脱蜡,完成陶瓷型壳焙烧、型壳清理工作,得到排蜡口结构,排蜡口滑动轨道上端面为斜面;在排蜡口部位装配堵头:将堵头旋转滑块沿陶瓷型壳排蜡口豁口装入排蜡口内,旋转拧紧堵头,堵头下方密封段与陶瓷型壳的间隙为排气间隙,型腔气体从排气间隙排出。本申请实现了在陶瓷型壳上增加大量排气缝隙,能够提高陶瓷型壳排气效率,解决

镁合金熔模铸造用高溃散性陶瓷型壳及其制备方法.pdf
镁合金熔模铸造用高溃散性陶瓷型壳及其制备方法,通过将蜡模浸入面层浆料并干燥后,再浸入背层浆料后在其表面淋烧结莫来石砂并干燥,最后经封浆脱蜡后焙烧,得到高溃散性陶瓷型壳;本发明能够显著提高陶瓷型壳的湿强度和透气性,还可在空气气氛下,于500℃以上即可完全烧除无残留,大幅度提高了陶瓷型壳的溃散性,浇注之后的型壳在冷却过程中自行产生裂纹,不需水力清壳,采用机械结合喷丸处理,即可实现陶瓷型壳的清除,大大提高了镁合金铸造过程的效率,保证了铸件的表面质量和成品率。
陶瓷型壳制备方法及制备透平叶片的陶瓷型壳的制造方法.pdf
本发明公开一种陶瓷型壳制备方法,包括以下步骤:步骤一,在陶瓷型壳外的浇铸时至少容易发生鼓胀变形的部位固定加强筋;以及步骤二,待所述步骤一所得到的陶瓷型壳充分干燥后,脱除该陶瓷型壳内部的蜡模,再除去残蜡,进行焙烧,最终得到所需陶瓷型壳。应用该方法制备的陶瓷型壳,施工时,能够至少减轻因其强度太高而造成铸件热裂及因其强度太低而造成铸件鼓胀变形的问题。本发明公开一种制备透平叶片的陶瓷型壳的制造方法,采用上述的陶瓷型壳制备方法。
一种熔融石英陶瓷型壳制备方法.pdf
本发明公开了一种熔融石英陶瓷型壳制备方法,包括下列步骤:步骤1.在蜡模上以熔融石英材料进行制壳,直至完成最后一层制壳;采用石蜡水乳液进行封浆;步骤2.将制好的熔融石英陶瓷型壳放入脱蜡釜中进行脱蜡;将脱蜡完成的熔融石英陶瓷型壳装炉焙烧,烧除残余蜡料;步骤3.将焙烧好的熔融石英陶瓷型壳放入到方石英细粉的粗分散体系中,进行浸泡处理;步骤4.将浸泡好的熔融石英陶瓷型壳从方石英细粉的粗分散体系中取出,干燥至成品。本发明既能有效地减小陶瓷型壳的壁厚,又能有效、可靠地增强高温合金浇注时的陶瓷型壳的结构强度,有利于稳定、

阻燃陶瓷型壳的制备工艺.pdf
本发明公开了一种阻燃陶瓷型壳的制备工艺。与常规熔模铸造工艺相比,制壳的关键之处在于往面层涂料中添加碳粉、硫铁矿粉、硼酸阻燃剂,在浇注时阻燃剂对镁合金熔体起到保护作用,阻止熔体与型壳发生化学反应,进而阻止熔模铸件自身发生氧化燃烧反应。其中,碳粉、硼酸是从市场上购买来的工业用品,而硫铁矿粉则是通过硫铁矿石破碎研磨成粉制得。