
陶瓷型壳制备方法及制备透平叶片的陶瓷型壳的制造方法.pdf

雨巷****可歆

1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
陶瓷型壳制备方法及制备透平叶片的陶瓷型壳的制造方法.pdf
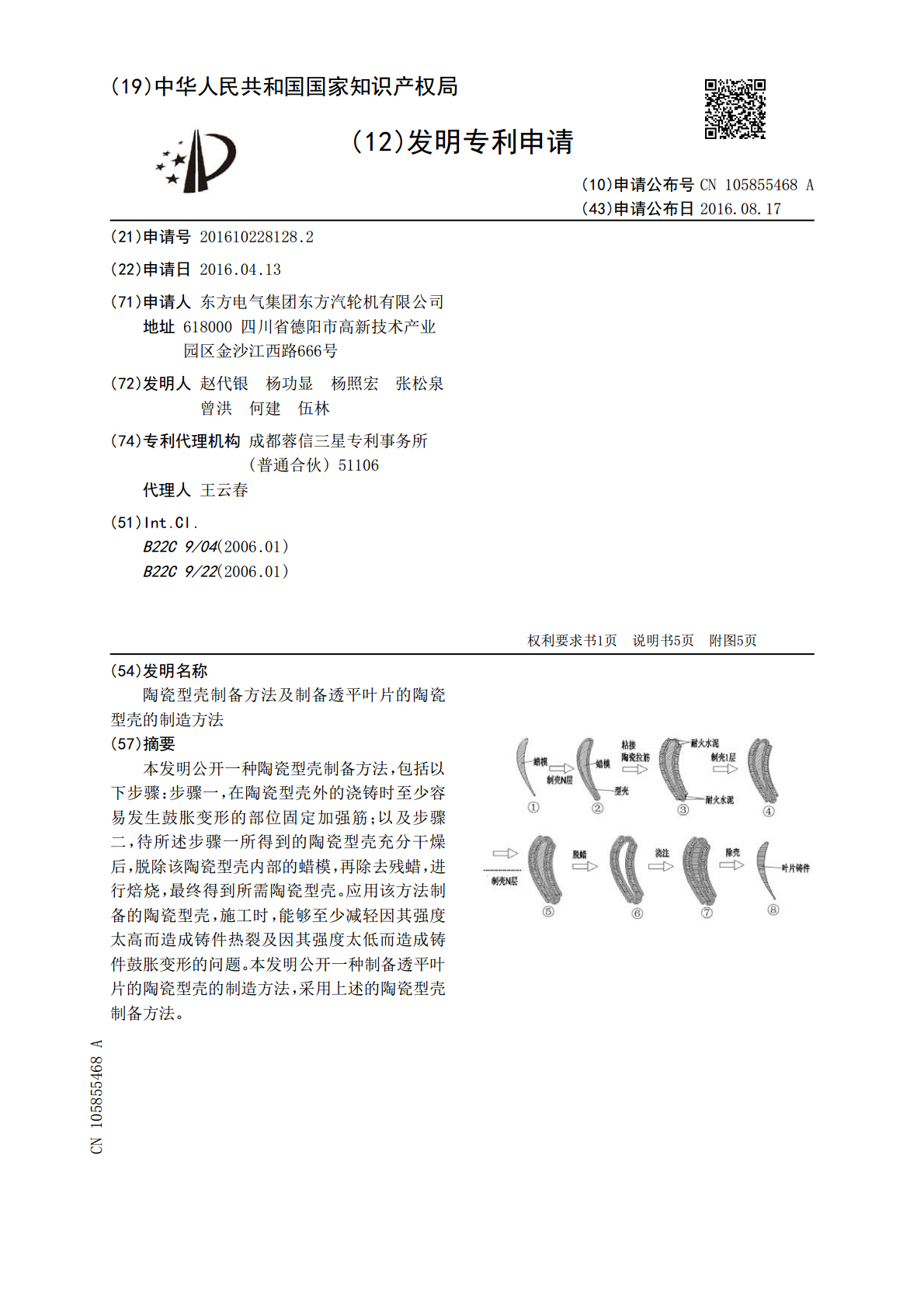
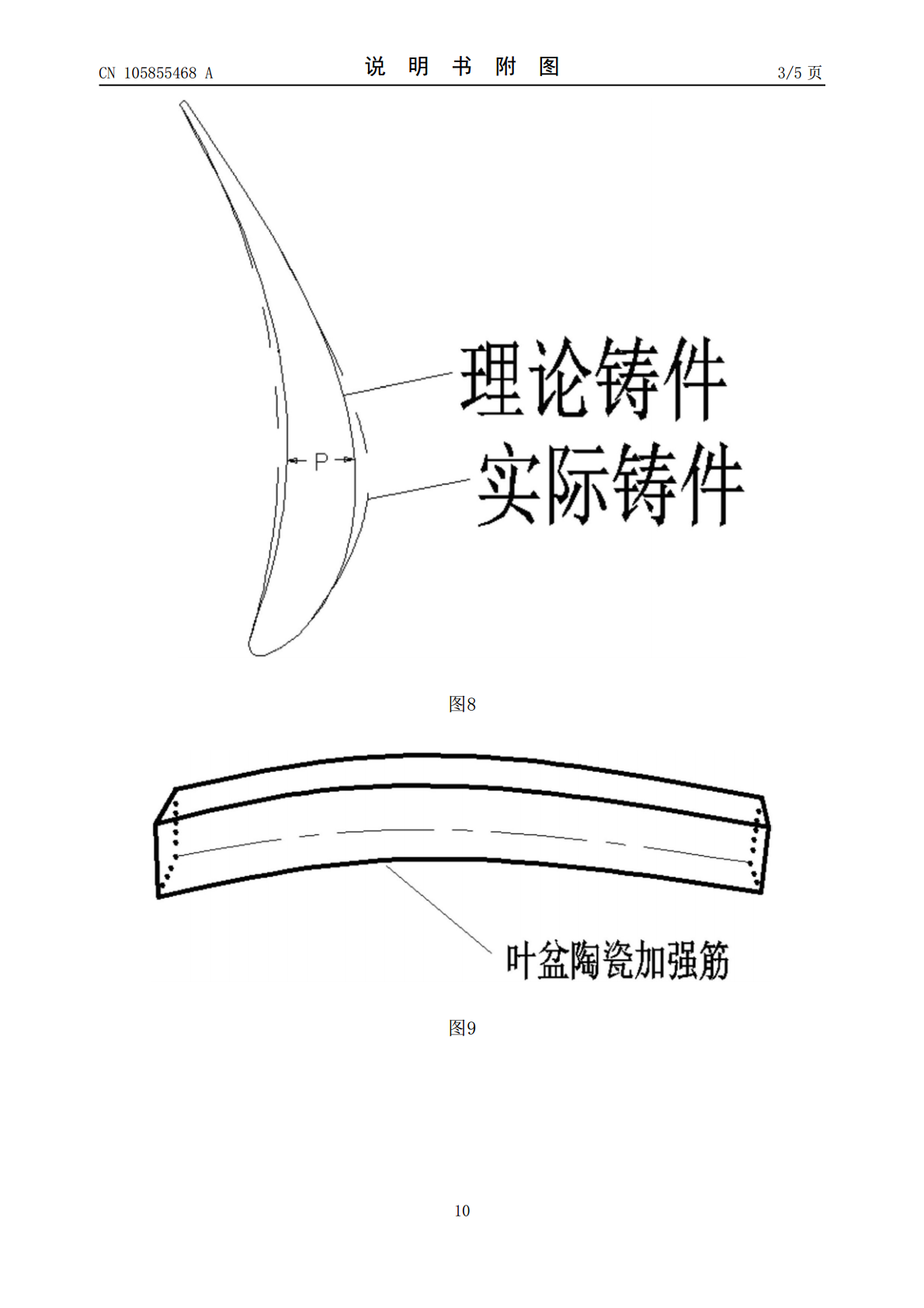
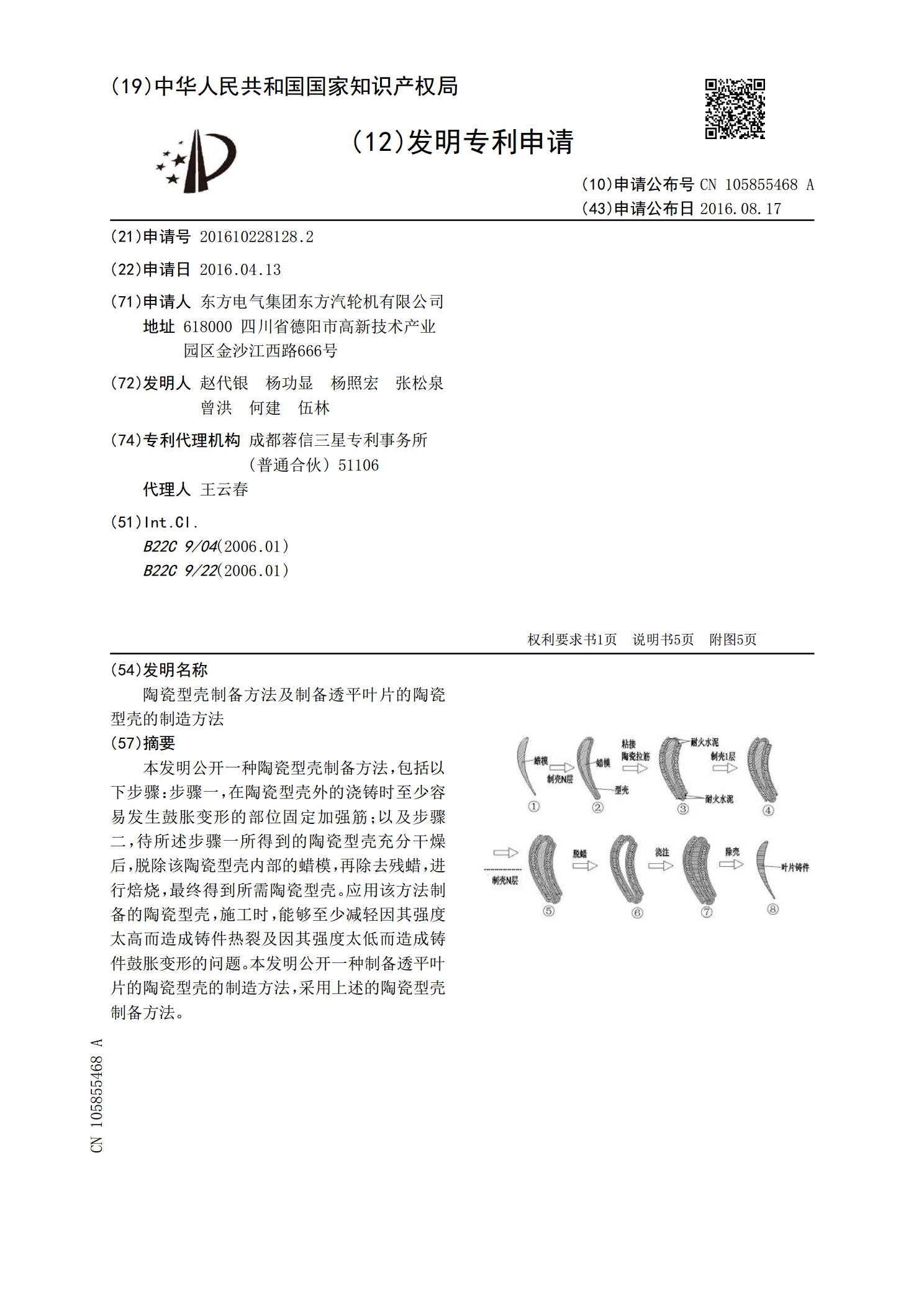
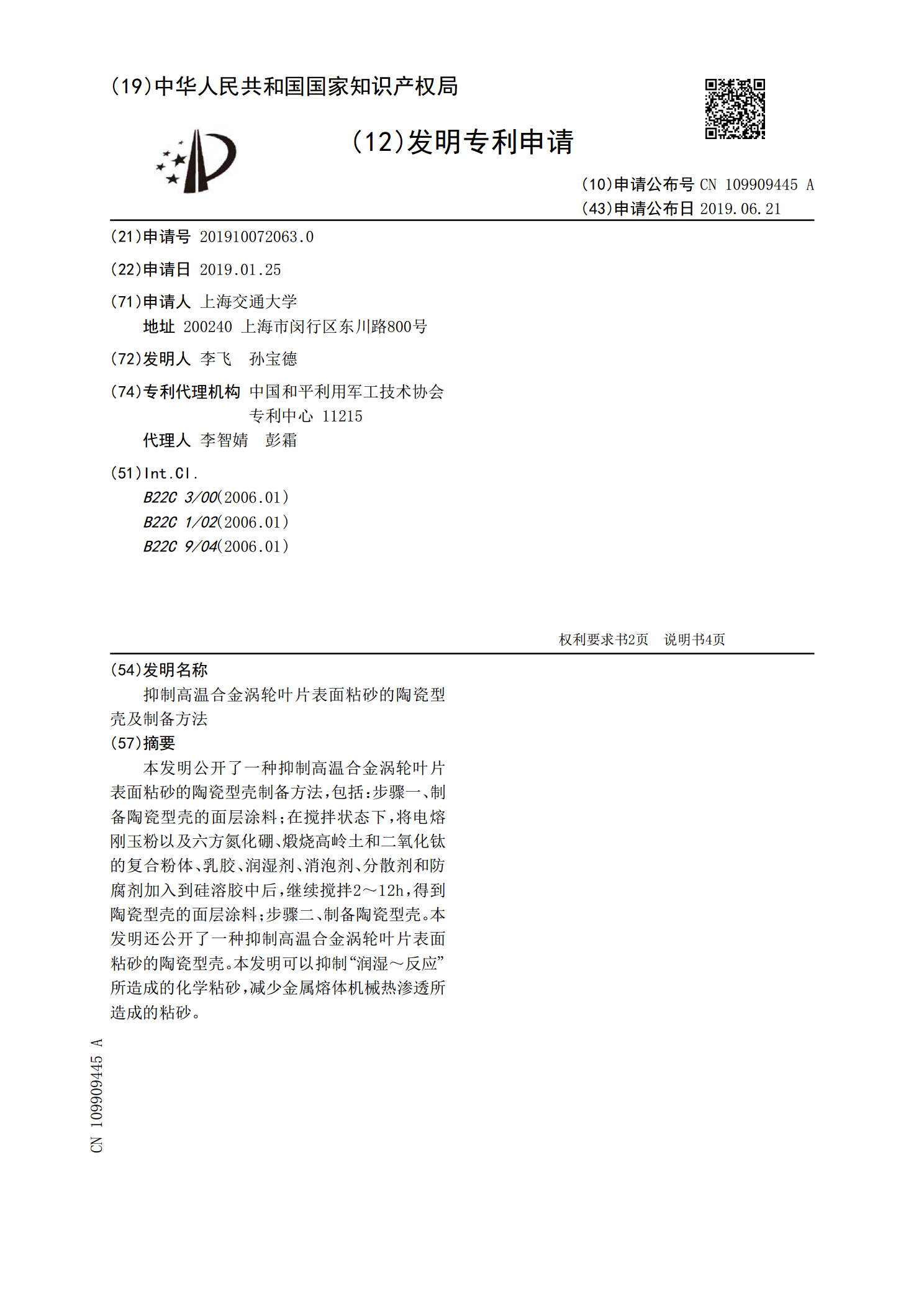
本发明公开一种陶瓷型壳制备方法,包括以下步骤:步骤一,在陶瓷型壳外的浇铸时至少容易发生鼓胀变形的部位固定加强筋;以及步骤二,待所述步骤一所得到的陶瓷型壳充分干燥后,脱除该陶瓷型壳内部的蜡模,再除去残蜡,进行焙烧,最终得到所需陶瓷型壳。应用该方法制备的陶瓷型壳,施工时,能够至少减轻因其强度太高而造成铸件热裂及因其强度太低而造成铸件鼓胀变形的问题。本发明公开一种制备透平叶片的陶瓷型壳的制造方法,采用上述的陶瓷型壳制备方法。

铸造燃气轮机叶片用陶瓷型壳的制备方法.pdf
本发明公开一种铸造燃气轮机叶片用陶瓷型壳的制备方法,包括以下步骤:S1,制备预定厚度的陶瓷型壳;S2,沿与燃气轮机叶片的排气边部位长度方向所对应的所述S1所制备的陶瓷型壳的外壁固定至少一由可熔性材料或可溶性材料制作的修补填充件;S3,在所述S2所制备的陶瓷型壳外采用沾浆淋砂的方法继续制备至少一层陶瓷型壳,封浆后得到陶瓷型壳产品;S4,除去所述陶瓷型壳产品中的修补填充件得到铸造燃气轮机叶片用陶瓷型壳。它能减小所铸造的燃气轮机叶片变形。

阻燃陶瓷型壳的制备工艺.pdf
本发明公开了一种阻燃陶瓷型壳的制备工艺。与常规熔模铸造工艺相比,制壳的关键之处在于往面层涂料中添加碳粉、硫铁矿粉、硼酸阻燃剂,在浇注时阻燃剂对镁合金熔体起到保护作用,阻止熔体与型壳发生化学反应,进而阻止熔模铸件自身发生氧化燃烧反应。其中,碳粉、硼酸是从市场上购买来的工业用品,而硫铁矿粉则是通过硫铁矿石破碎研磨成粉制得。
抑制高温合金涡轮叶片表面粘砂的陶瓷型壳及制备方法.pdf
本发明公开了一种抑制高温合金涡轮叶片表面粘砂的陶瓷型壳制备方法,包括:步骤一、制备陶瓷型壳的面层涂料;在搅拌状态下,将电熔刚玉粉以及六方氮化硼、煅烧高岭土和二氧化钛的复合粉体、乳胶、润湿剂、消泡剂、分散剂和防腐剂加入到硅溶胶中后,继续搅拌2~12h,得到陶瓷型壳的面层涂料;步骤二、制备陶瓷型壳。本发明还公开了一种抑制高温合金涡轮叶片表面粘砂的陶瓷型壳。本发明可以抑制“润湿~反应”所造成的化学粘砂,减少金属熔体机械热渗透所造成的粘砂。
一种单晶叶片用氧化铝陶瓷型壳的制备方法.pdf
一种单晶叶片用氧化铝陶瓷型壳的制备方法,使用硅酸乙酯料浆制作具有层状结构层数至少为5层的型壳;1)型壳的第1层使用下列两种方案之一获得的硅酸乙酯料浆:方案1:将粒度1000-230#的电熔刚玉微细粉加入硅酸乙酯中;粘度按流杯粘度计Φ4,流净时间为57~62秒;方案2:将粒度要求200-325#的ZrSO4粉末加入硅酸乙酯中;粘度按流杯粘度计Φ4,流净时间为65~70秒;2)型壳的第1层之外的其余各层的硅酸乙酯料浆满足上述方案一的配方和配置顺序要求,搅拌后获得混合物的粘度按流杯粘度计Φ4,流净时间为30~3