
电池装盘装置、装盘系统、装盘方法、电池组及电池生产线.pdf

努力****骞北


1/10
2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电池装盘装置、装盘系统、装盘方法、电池组及电池生产线.pdf
本发明提供了一种电池装盘装置、装盘系统、装盘方法、电池组及电池生产线,其中,电池装盘装置包括:拾取机构,适于拾取一排多个电池单元,拾取机构能够拾取一排多个电池单元中的非相邻接触面,以使电池单元脱离拾取机构之前,相邻的电池单元互相抵接无缝隙;第一驱动机构,适于驱动拾取机构移动并拾取电池单元。当电池装盘装置对电池进行装盘时,拾取机构能够拾取一排多个电池,由于拾取机构拾取一排多个电池中的非相邻接触面,因此被拾取的一排电池之间可以紧密贴合不留间隙,进而提高托盘内的空间利用率。

全自动装盘机及电池.pdf
一种全自动装盘机及电池,全自动装盘机包括传输机构、检测模组、转移装置及装盘机构。传输机构包括入料传输带及装盘传输带,检测模组位于入料传输带及装盘传输带之间,检测模组用于对纽扣单体电池进行检测;转移装置包括平移架及多个转移机械手,多个转移机械手顺序拾取纽扣单体电池;装盘机构包括装盘机械手、下料架及托盘,装盘机械手用于将纽扣单体电池码入托盘中。传输机构分成入料传输带及装盘传输带两段,并将检测模组设置在入料传输带及装盘传输带之间,在转移过程中完成对纽扣单体电池的质检,入料传输带及装盘传输带均不需停歇进行等待,减
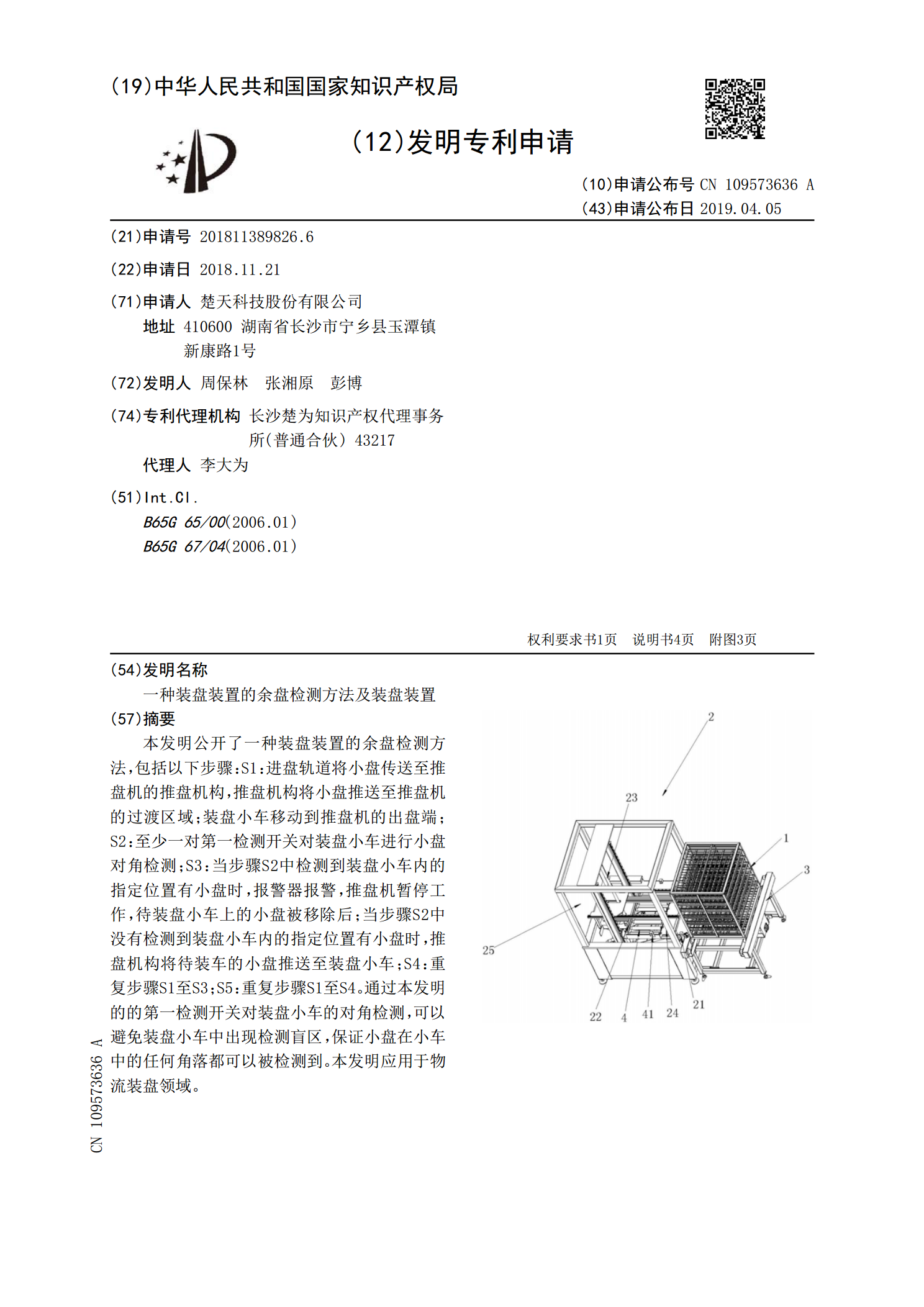
一种装盘装置的余盘检测方法及装盘装置.pdf
本发明公开了一种装盘装置的余盘检测方法,包括以下步骤:S1:进盘轨道将小盘传送至推盘机的推盘机构,推盘机构将小盘推送至推盘机的过渡区域;装盘小车移动到推盘机的出盘端;S2:至少一对第一检测开关对装盘小车进行小盘对角检测;S3:当步骤S2中检测到装盘小车内的指定位置有小盘时,报警器报警,推盘机暂停工作,待装盘小车上的小盘被移除后;当步骤S2中没有检测到装盘小车内的指定位置有小盘时,推盘机构将待装车的小盘推送至装盘小车;S4:重复步骤S1至S3;S5:重复步骤S1至S4。通过本发明的的第一检测开关对装盘小车的
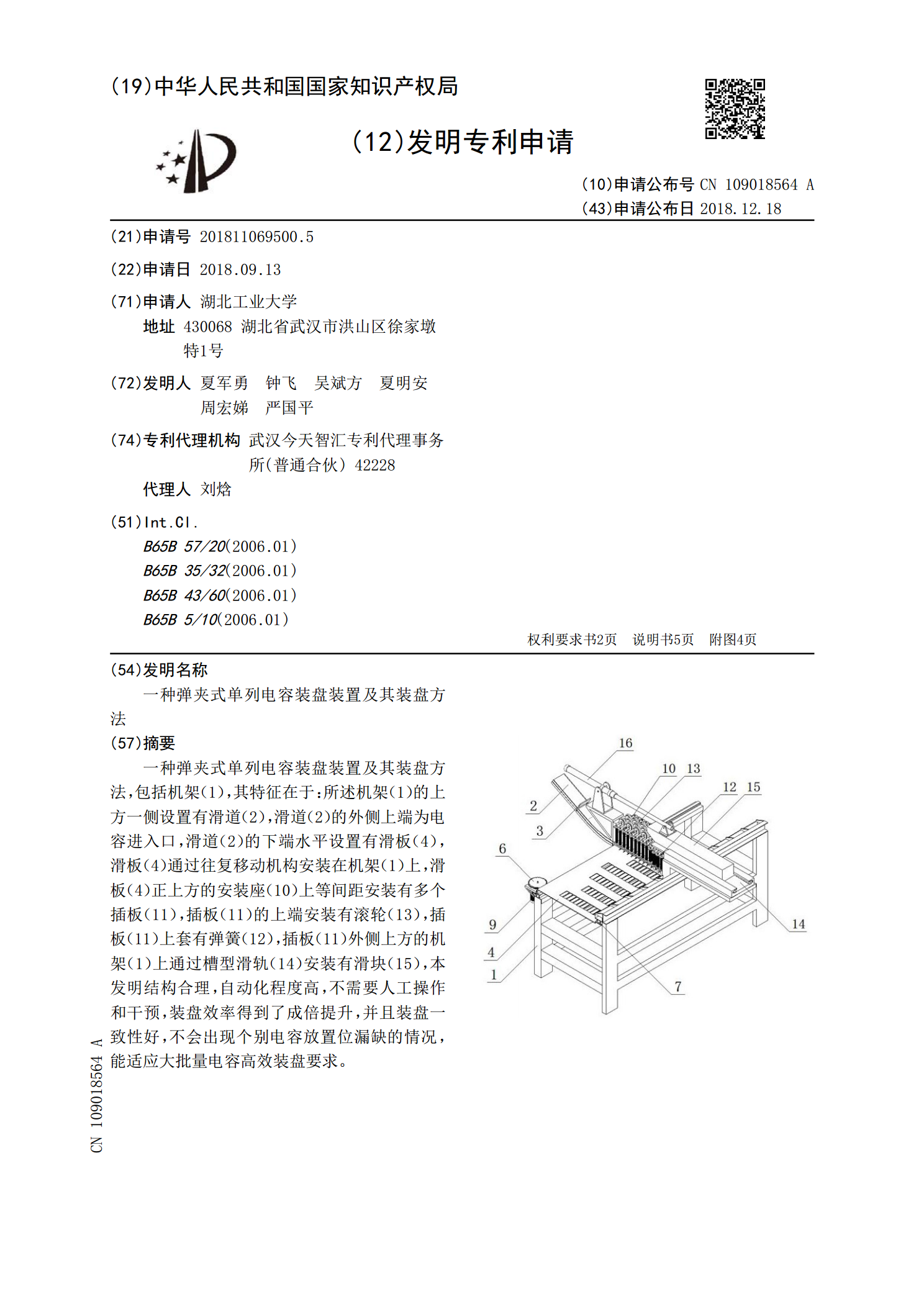
一种弹夹式单列电容装盘装置及其装盘方法.pdf
一种弹夹式单列电容装盘装置及其装盘方法,包括机架(1),其特征在于:所述机架(1)的上方一侧设置有滑道(2),滑道(2)的外侧上端为电容进入口,滑道(2)的下端水平设置有滑板(4),滑板(4)通过往复移动机构安装在机架(1)上,滑板(4)正上方的安装座(10)上等间距安装有多个插板(11),插板(11)的上端安装有滚轮(13),插板(11)上套有弹簧(12),插板(11)外侧上方的机架(1)上通过槽型滑轨(14)安装有滑块(15),本发明结构合理,自动化程度高,不需要人工操作和干预,装盘效率得到了成倍提升
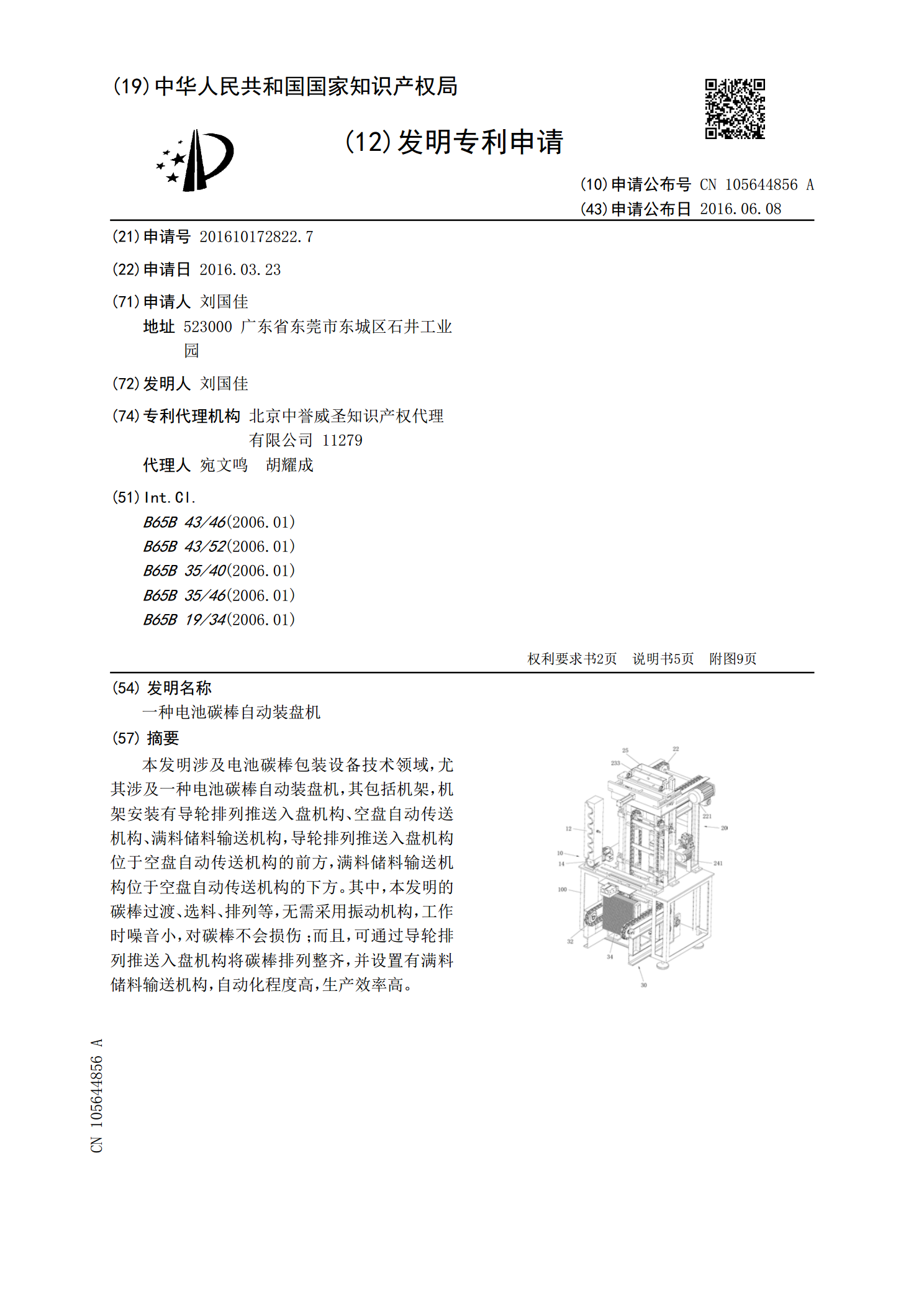
一种电池碳棒自动装盘机.pdf
本发明涉及电池碳棒包装设备技术领域,尤其涉及一种电池碳棒自动装盘机,其包括机架,机架安装有导轮排列推送入盘机构、空盘自动传送机构、满料储料输送机构,导轮排列推送入盘机构位于空盘自动传送机构的前方,满料储料输送机构位于空盘自动传送机构的下方。其中,本发明的碳棒过渡、选料、排列等,无需采用振动机构,工作时噪音小,对碳棒不会损伤;而且,可通过导轮排列推送入盘机构将碳棒排列整齐,并设置有满料储料输送机构,自动化程度高,生产效率高。