
双机架中厚板轧机轧制节奏平衡的调整策略.pdf

my****25


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双机架中厚板轧机轧制节奏平衡的调整策略.pdf
冶金自动化!2010年S1双机架中厚板轧机轧制节奏平衡的调整策略李振兴1,2,曾庆亮1,3,胡贤磊1,刘相华1(1�东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004;2�首钢自动化信息技术有限公司;3�安阳钢铁股份有限公司)摘要:基于双机架轧制的工艺特点,分析粗轧机和精轧机的轧制能力、粗精轧之间的距离、加热节奏、轧制计划与出钢模式等因素对轧制节奏平衡的影响。通过轧制节奏与中间坯厚度关系图,可以得到如下结论:(1)粗精轧机能力发生变化后,需要根据轧机能力的变化重新计算平均轧制节奏曲线,调整中
一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法.pdf
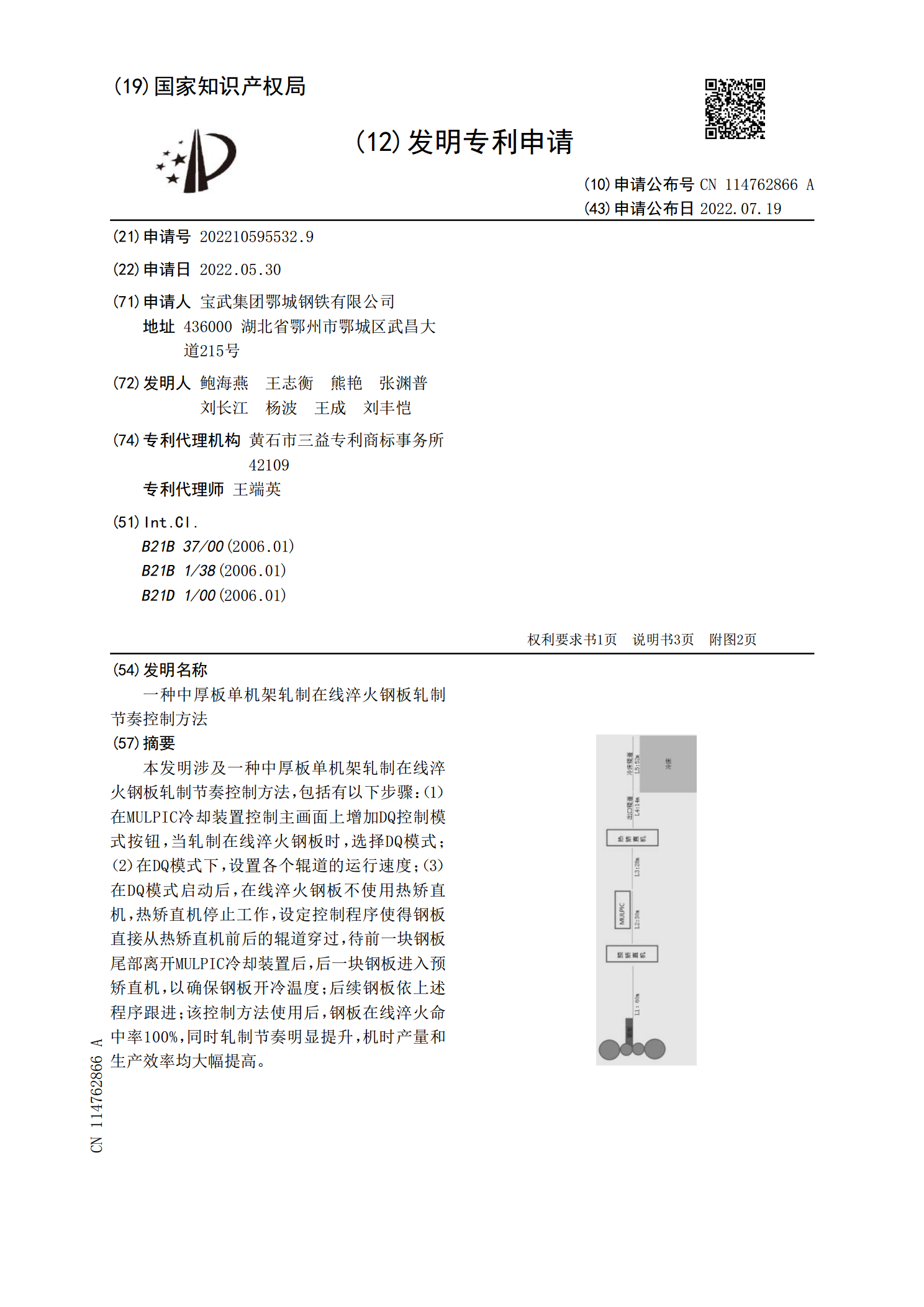
本发明涉及一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法,包括有以下步骤:(1)在MULPIC冷却装置控制主画面上增加DQ控制模式按钮,当轧制在线淬火钢板时,选择DQ模式;(2)在DQ模式下,设置各个辊道的运行速度;(3)在DQ模式启动后,在线淬火钢板不使用热矫直机,热矫直机停止工作,设定控制程序使得钢板直接从热矫直机前后的辊道穿过,待前一块钢板尾部离开MULPIC冷却装置后,后一块钢板进入预矫直机,以确保钢板开冷温度;后续钢板依上述程序跟进;该控制方法使用后,钢板在线淬火命中率100%,同时轧制节奏明
2800mm双机架中厚板轧机极限规格钢板轧制工艺.pdf
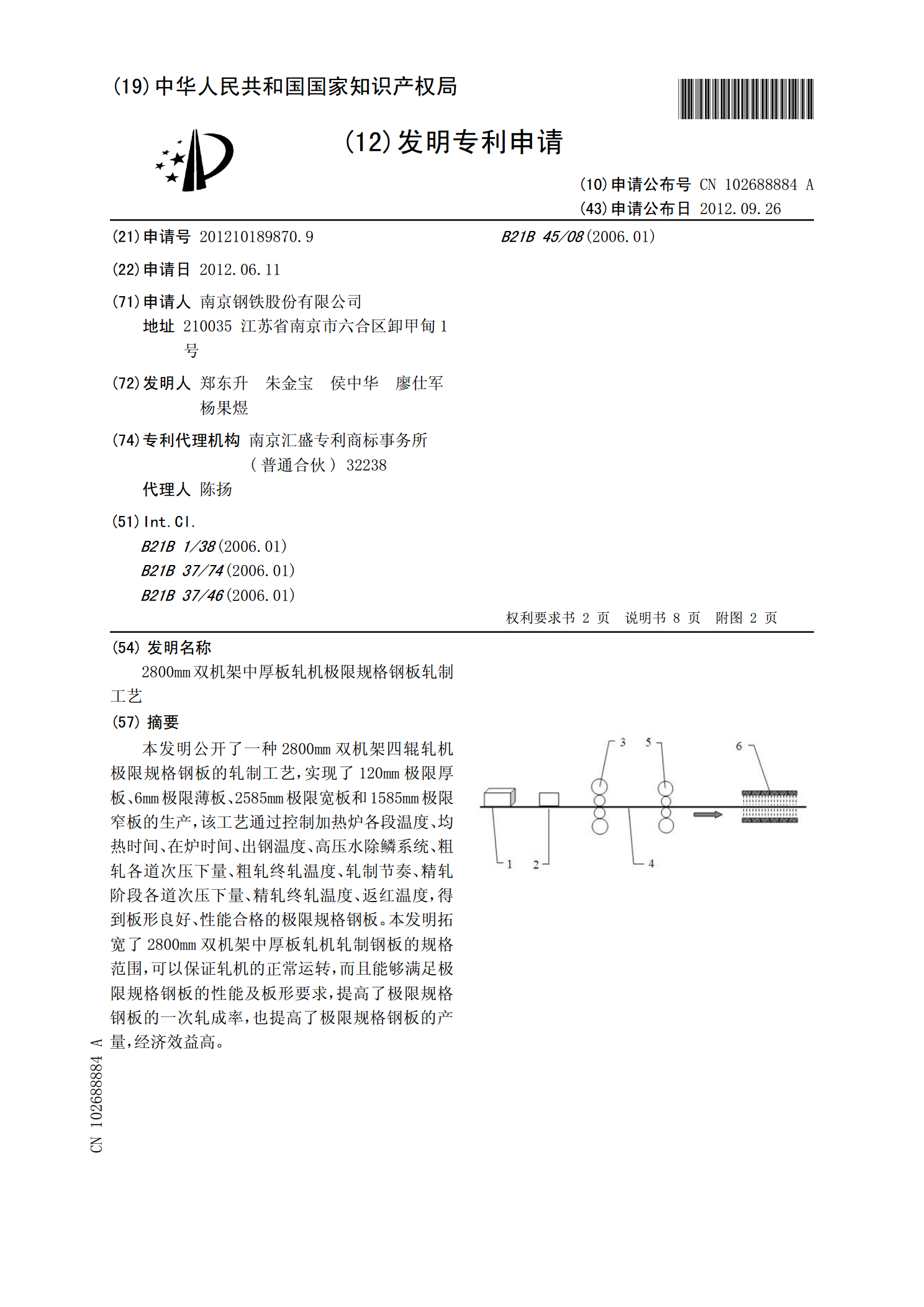
本发明公开了一种2800mm双机架四辊轧机极限规格钢板的轧制工艺,实现了120mm极限厚板、6mm极限薄板、2585mm极限宽板和1585mm极限窄板的生产,该工艺通过控制加热炉各段温度、均热时间、在炉时间、出钢温度、高压水除鳞系统、粗轧各道次压下量、粗轧终轧温度、轧制节奏、精轧阶段各道次压下量、精轧终轧温度、返红温度,得到板形良好、性能合格的极限规格钢板。本发明拓宽了2800mm双机架中厚板轧机轧制钢板的规格范围,可以保证轧机的正常运转,而且能够满足极限规格钢板的性能及板形要求,提高了极限规格钢板的一次

轧机机架的调整的得出.pdf
板坯(2)沿输送方向(y)穿过炉(1)并在那里被加热到轧制温度。在炉(1)中分别存在多个板坯(2)。在加热后,板坯(2)在至少一个轧机机架(4、6)中在至少一个轧制道次中被轧制。得出装置(8)接收信息(I1、I2、I3),该信息表明板坯(2)沿正交于输送方向(y)的至少一个方向(x、z)穿过炉(1)时相对彼此占据哪些区域。得出装置根据信息(I1、I2、I3)在没有事先得出相应的板坯(2)的相应的温度分布的情况下或在没有利用相应的板坯(2)的所得出的温度的情况下对于相应的板坯(2)的至少一个轧制道次得出执行

用于制造轧制带材的轧机机架.pdf
本发明涉及一种具有工作辊的用于制造轧制带材的轧机机架,所述工作辊支撑在支撑辊上或中间辊和支撑辊上,其中工作辊和/或中间辊和/或支撑辊在轧机机架中布置成沿轴向可相对移动的,并且至少一个由一个支撑辊和一个工作辊或者由一个支撑辊和一个中间辊形成的辊对中的每个辊子都具有在整个有效的辊身长度上延伸的弯曲的轮廓,其中通过轮廓函数(10)规定支撑辊(2)的轮廓(5),该轮廓函数由在不移动的状态下与相邻的工作辊(1)互补地延伸的第一轮廓函数(7)与关于支撑辊轴线(9)凹陷或者凸出的叠加函数(8、8’)相叠加形成。