
2800mm双机架中厚板轧机极限规格钢板轧制工艺.pdf

邻家****曼玉


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
2800mm双机架中厚板轧机极限规格钢板轧制工艺.pdf
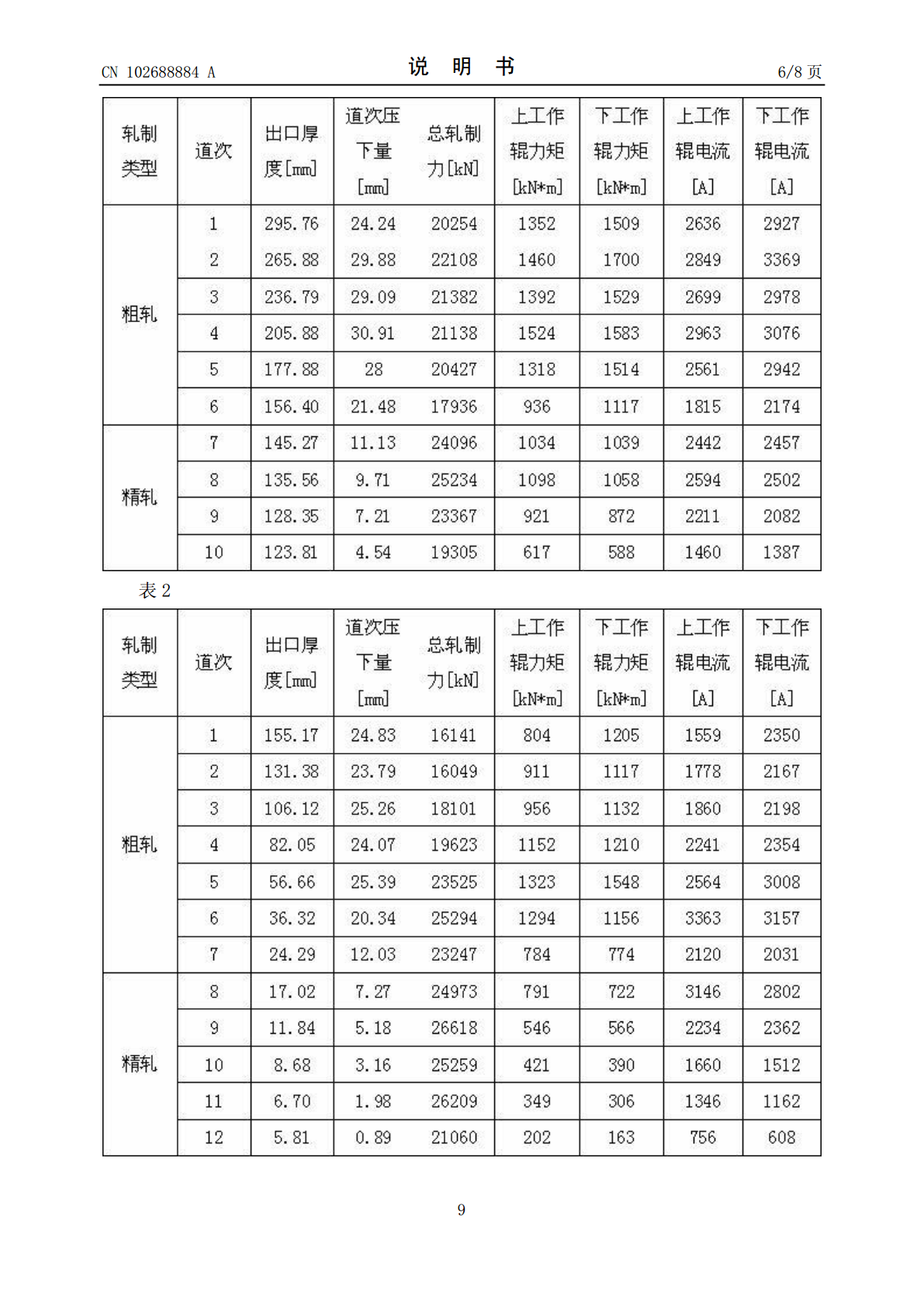
本发明公开了一种2800mm双机架四辊轧机极限规格钢板的轧制工艺,实现了120mm极限厚板、6mm极限薄板、2585mm极限宽板和1585mm极限窄板的生产,该工艺通过控制加热炉各段温度、均热时间、在炉时间、出钢温度、高压水除鳞系统、粗轧各道次压下量、粗轧终轧温度、轧制节奏、精轧阶段各道次压下量、精轧终轧温度、返红温度,得到板形良好、性能合格的极限规格钢板。本发明拓宽了2800mm双机架中厚板轧机轧制钢板的规格范围,可以保证轧机的正常运转,而且能够满足极限规格钢板的性能及板形要求,提高了极限规格钢板的一次

单机架炉卷轧机薄规格高强度钢板轧制工艺.pdf
本发明公开了一种单机架炉卷轧机薄规格高强度钢板轧制工艺,该轧制工艺用厚度为150mm、长度大于10m的坯料生产成品厚度小于10mm的高强度钢板,通过控制出钢温度、卷取炉温度、末道次压下量、弯辊力、终轧速度、高压水除鳞系统,得到性能与板形符合要求的薄规格高强度钢板;该轧制工艺在生产薄规格钢板时,利用机前与机后卷取炉的保温作用,通过控制坯料的出炉温度、轧制末道次的压下量、弯辊力、终轧速度轧制薄规格高强度钢板,得到的板形和性能均符合要求,提高了轧机产能,成材率、性能合格率高。

宽厚板轧机轧制薄规格钢板的工艺研究.docx
宽厚板轧机轧制薄规格钢板的工艺研究钢板的生产一直是钢铁工业中一个重要的环节,如今被广泛应用于建筑、船舶、汽车、机械等领域。在钢板的制造过程中,轧机的作用至关重要。本论文将探讨宽厚板轧机轧制薄规格钢板的工艺研究。一、宽厚板轧机的工艺特点宽厚板轧机通常用于对大型钢板、板带等生产加工过程中的轧制,其特点是具有高硬度、高压力力矩,同时拥有很强的拉力。宽厚板轧机生产的钢板常具有高密度、高强度、高硬度、高韧性等特性,具备广泛的应用工业价值。二、宽厚板轧机加工薄规格钢板的难点在生产加工薄规格钢板的过程中,宽厚板轧机面临

一种单机架炉卷轧机轧制薄规格低温罐箱钢板的工艺.pdf
本发明是一种单机架炉卷轧机轧制薄规格低温罐箱钢板的工艺,在用厚度为150mm的板坯轧制厚度≤11mm的低温罐箱钢板,工艺流程为:板坯库冷装或热装→加热炉加热→粗除鳞→精除鳞→炉卷轧机轧制→飞剪切头或分段→层流冷却→热矫直机矫直→冷床空冷→钢板下表面检验→双边剪切边→定尺剪分段或取样→喷字钢印→堆垛→成品入库;加热炉出钢温度为1150℃--1230℃;机前卷取炉和机后卷取炉温度设定为850℃—950℃,轧制道次为11道次,分为两个轧制阶段:一阶段平轧7个道次,二阶段卷轧4个道次。本发明生产出的钢板可以满足细
一种中厚板轧机轧制钢板的方法.pdf
本发明涉及一种中厚板轧机轧制钢板的方法,采用中厚板轧机生产5-6mm钢板,采用步进式加热炉加热,在炉时间为180~240min,均热时间为28~35min,均热温度1210~1230℃;开轧温度1150~1180℃,终轧温度控制在800~900℃;工作辊周期在500~800t;单道次最大压下量为48~52mm,最大轧制力90000kN;工作辊弯辊力1000~2000kN,串辊位置-50~+100mm。本发明的优点是:在中厚板轧机上轧制出5~6mm超薄规格钢板,可轧制板幅在3000mm以上的钢板,而且缩小了