
轧机机架的调整的得出.pdf

猫巷****觅蓉


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轧机机架的调整的得出.pdf
板坯(2)沿输送方向(y)穿过炉(1)并在那里被加热到轧制温度。在炉(1)中分别存在多个板坯(2)。在加热后,板坯(2)在至少一个轧机机架(4、6)中在至少一个轧制道次中被轧制。得出装置(8)接收信息(I1、I2、I3),该信息表明板坯(2)沿正交于输送方向(y)的至少一个方向(x、z)穿过炉(1)时相对彼此占据哪些区域。得出装置根据信息(I1、I2、I3)在没有事先得出相应的板坯(2)的相应的温度分布的情况下或在没有利用相应的板坯(2)的所得出的温度的情况下对于相应的板坯(2)的至少一个轧制道次得出执行

轧机机架以及垂直镦锻机架中的调整油缸.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN1882399A(43)申请公布日2006.12.20(21)申请号CN200480034258.8(22)申请日2004.10.19(71)申请人SMS迪马格股份公司地址德国杜塞尔多夫(72)发明人F·林德纳S·温德特(74)专利代理机构中国专利代理(香港)有限公司代理人苏娟(51)Int.CIB21B31/32权利要求说明书说明书幅图(54)发明名称轧机机架以及垂直镦锻机架中的调整油缸(57)摘要本发明涉及一种在轧机机架以

一种可偏心调整的轧机机架.pdf
一种可偏心调整的轧机机架,包括三组偏心套组,偏心套与锥齿偏心套通过铰制孔螺栓,螺母把接形成任一组偏心套组,轧辊轴通过轴承安装在偏心套中,轧辊安装在轧辊轴上,轧辊轴通过六角头螺栓与挡板将轧辊轴向定位;其中一组偏心套组的偏心套通过圆柱销与半锥齿连接,半锥齿由锥齿轮轴传递扭矩;通过锥齿轮轴传递动力,使得相互啮合的三组偏心套同步旋转,使得轧辊沿孔型方向上得到调整,这种机构由伺服电机带动,可通过在线仪器得到成品尺寸偏差后,调整偏心套的实际位置,使得孔型的开口度得到调整;这样生产产品的尺寸公差可以得到控制,提高成材率

轧机机架卸车中心线偏移的调整方法.pdf
本发明提供了一种轧机机架卸车中心线偏移的调整方法,该方法包括如下步骤:测试步骤,测试轧机机架中心线与预先设置的卸车中心线的偏移情况;标记步骤,根据偏移情况,在轧机机架底部的卸车支墩上标记轧机机架需要调整的位置;调整步骤,将轧机机架顶起,再根据标记的轧机机架需要调整的位置对轧机机架进行下放并调整;复测步骤,测试轧机机架中心线与卸车中心线之间的偏差是否符合卸车要求,若复合,调整完成。本发明能够有效地保证轧机机架中心线与卸车中心线之间的偏差符合卸车要求,确保轧机机架卸车的位置准确,操作简单,提高了调整效率,无需
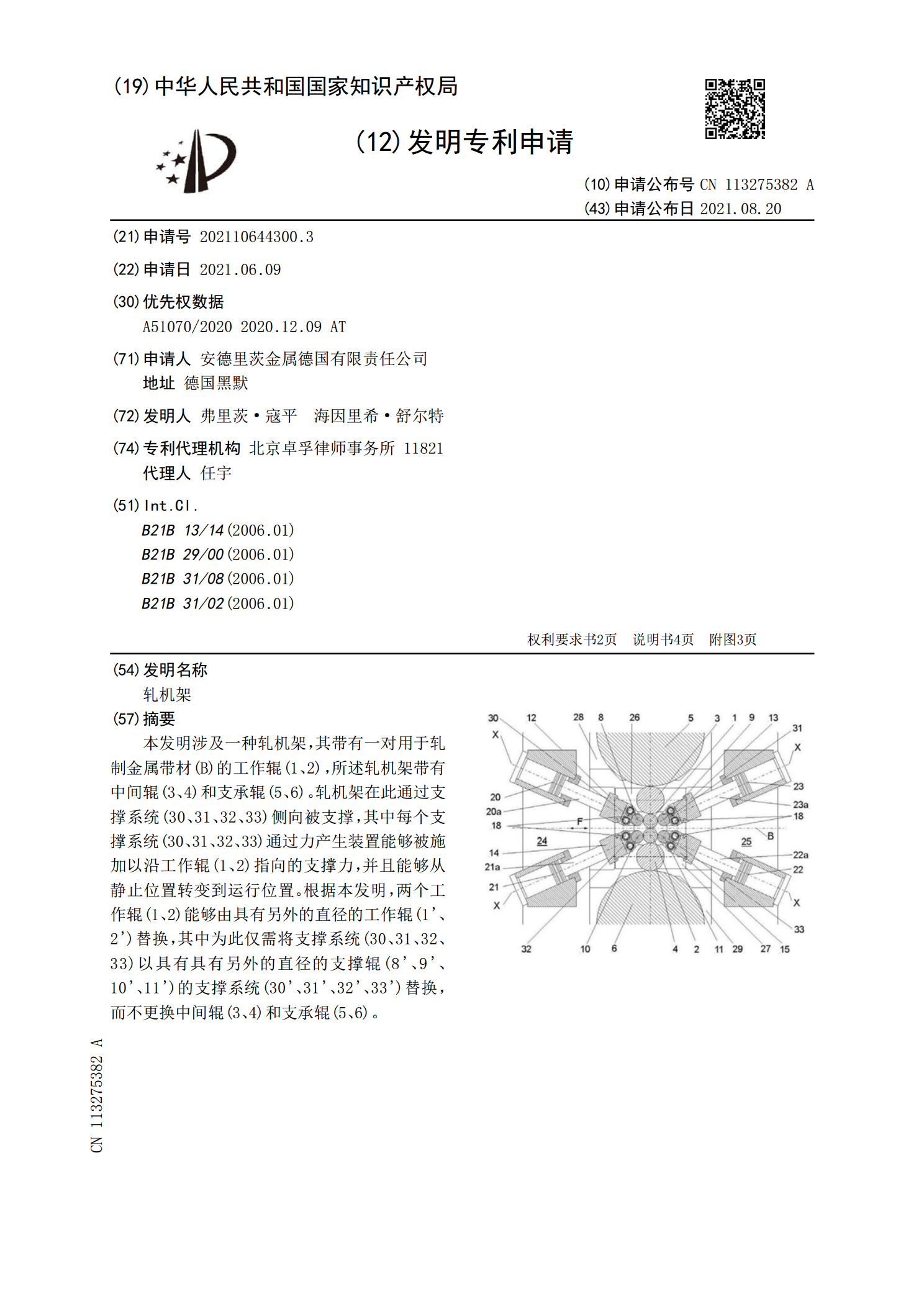
轧机架.pdf
本发明涉及一种轧机架,其带有一对用于轧制金属带材(B)的工作辊(1、2),所述轧机架带有中间辊(3、4)和支承辊(5、6)。轧机架在此通过支撑系统(30、31、32、33)侧向被支撑,其中每个支撑系统(30、31、32、33)通过力产生装置能够被施加以沿工作辊(1、2)指向的支撑力,并且能够从静止位置转变到运行位置。根据本发明,两个工作辊(1、2)能够由具有另外的直径的工作辊(1'、2')替换,其中为此仅需将支撑系统(30、31、32、33)以具有具有另外的直径的支撑辊(8'、9'、10'、11')的支撑