
一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法.pdf

努力****爱敏


1/7

2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法.pdf
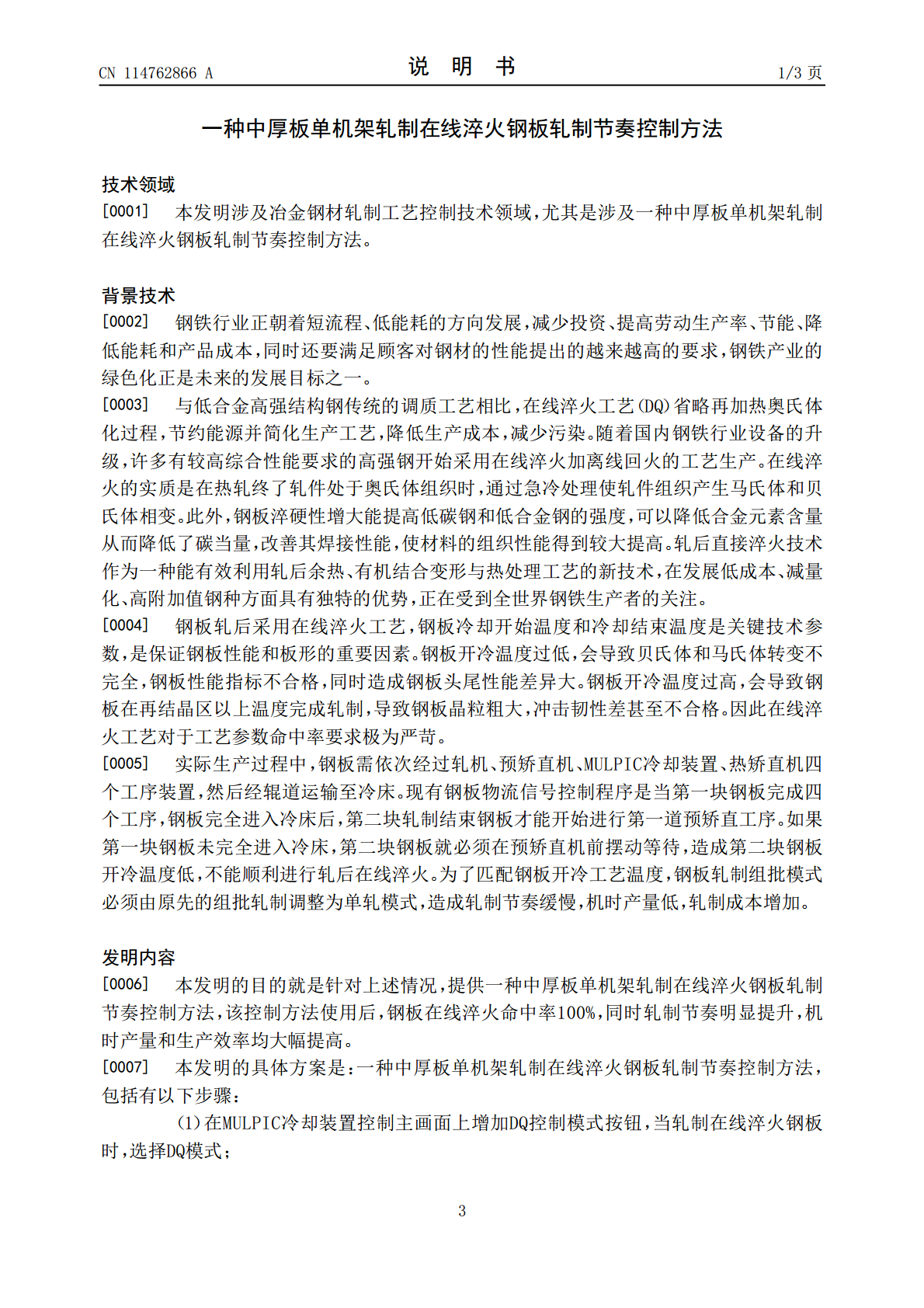
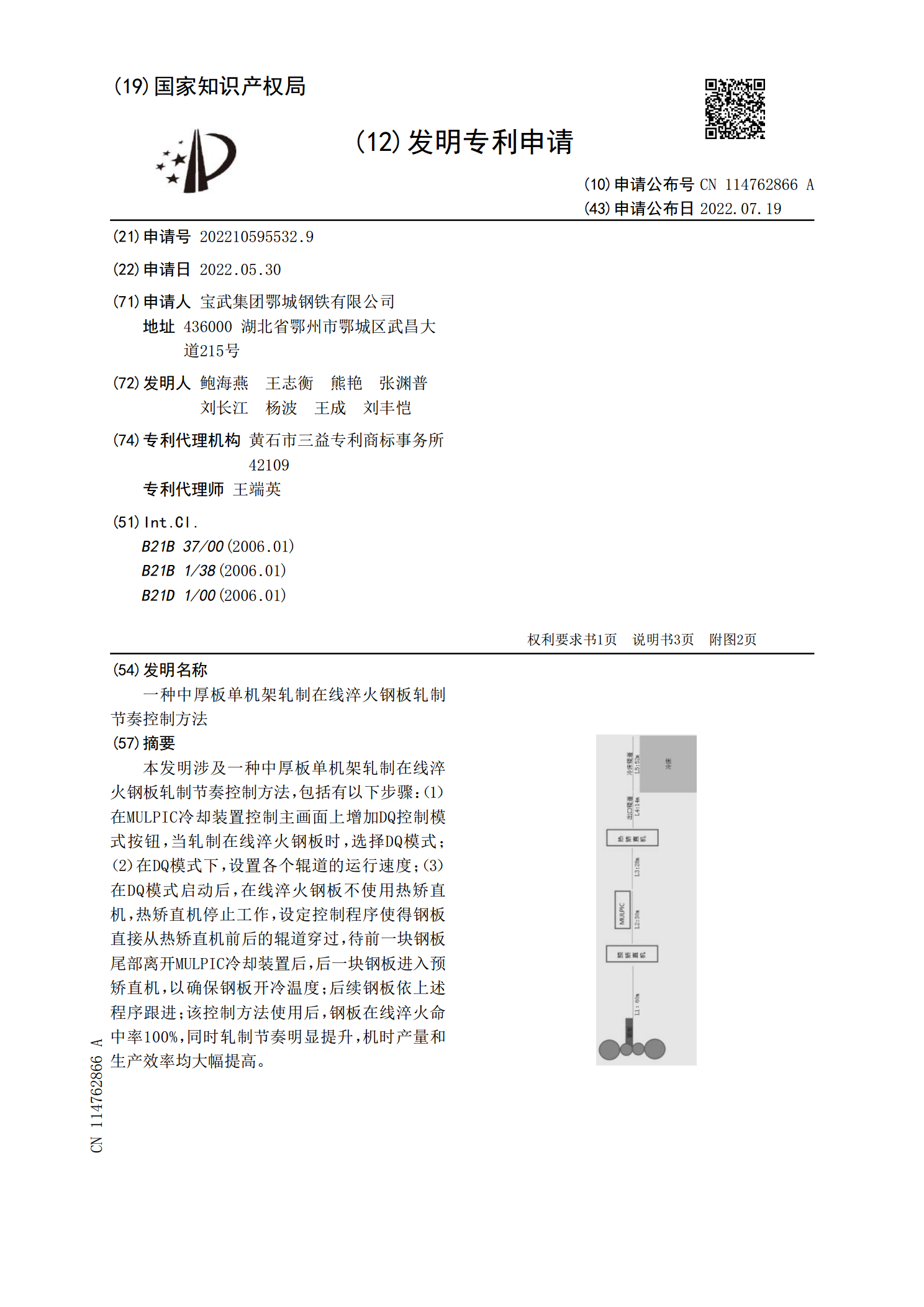
本发明涉及一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法,包括有以下步骤:(1)在MULPIC冷却装置控制主画面上增加DQ控制模式按钮,当轧制在线淬火钢板时,选择DQ模式;(2)在DQ模式下,设置各个辊道的运行速度;(3)在DQ模式启动后,在线淬火钢板不使用热矫直机,热矫直机停止工作,设定控制程序使得钢板直接从热矫直机前后的辊道穿过,待前一块钢板尾部离开MULPIC冷却装置后,后一块钢板进入预矫直机,以确保钢板开冷温度;后续钢板依上述程序跟进;该控制方法使用后,钢板在线淬火命中率100%,同时轧制节奏明

一种中厚板轧制节奏的在线监控方法.pdf
本发明公开了一种中厚板轧制节奏的在线监控方法,涉及轧钢自动控制技术领域,该一种中厚板轧制节奏的在线监控方法,实时采集数据;根据触发事件自动启动宽厚板轧制节奏监控分析模块计算;对加热炉节奏时间按钢板的块数进行指标计算;对加热炉节奏时间按照平均进行指标计算;对轧机节奏时间进行指标计算;对待温节奏按钢板的块数进行指标计算;对待温节奏按平均进行指标计算;对中间坯冷却时间进行指标计算;对ACC冷却节奏时间进行指标计算;对温矫节奏时间进行指标计算;对热矫节奏时间进行指标计算;对总节奏时间进行指标计算;对轧机占机率进行

双机架中厚板轧机轧制节奏平衡的调整策略.pdf
冶金自动化!2010年S1双机架中厚板轧机轧制节奏平衡的调整策略李振兴1,2,曾庆亮1,3,胡贤磊1,刘相华1(1�东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004;2�首钢自动化信息技术有限公司;3�安阳钢铁股份有限公司)摘要:基于双机架轧制的工艺特点,分析粗轧机和精轧机的轧制能力、粗精轧之间的距离、加热节奏、轧制计划与出钢模式等因素对轧制节奏平衡的影响。通过轧制节奏与中间坯厚度关系图,可以得到如下结论:(1)粗精轧机能力发生变化后,需要根据轧机能力的变化重新计算平均轧制节奏曲线,调整中
一种中厚板轧机轧制钢板的方法.pdf
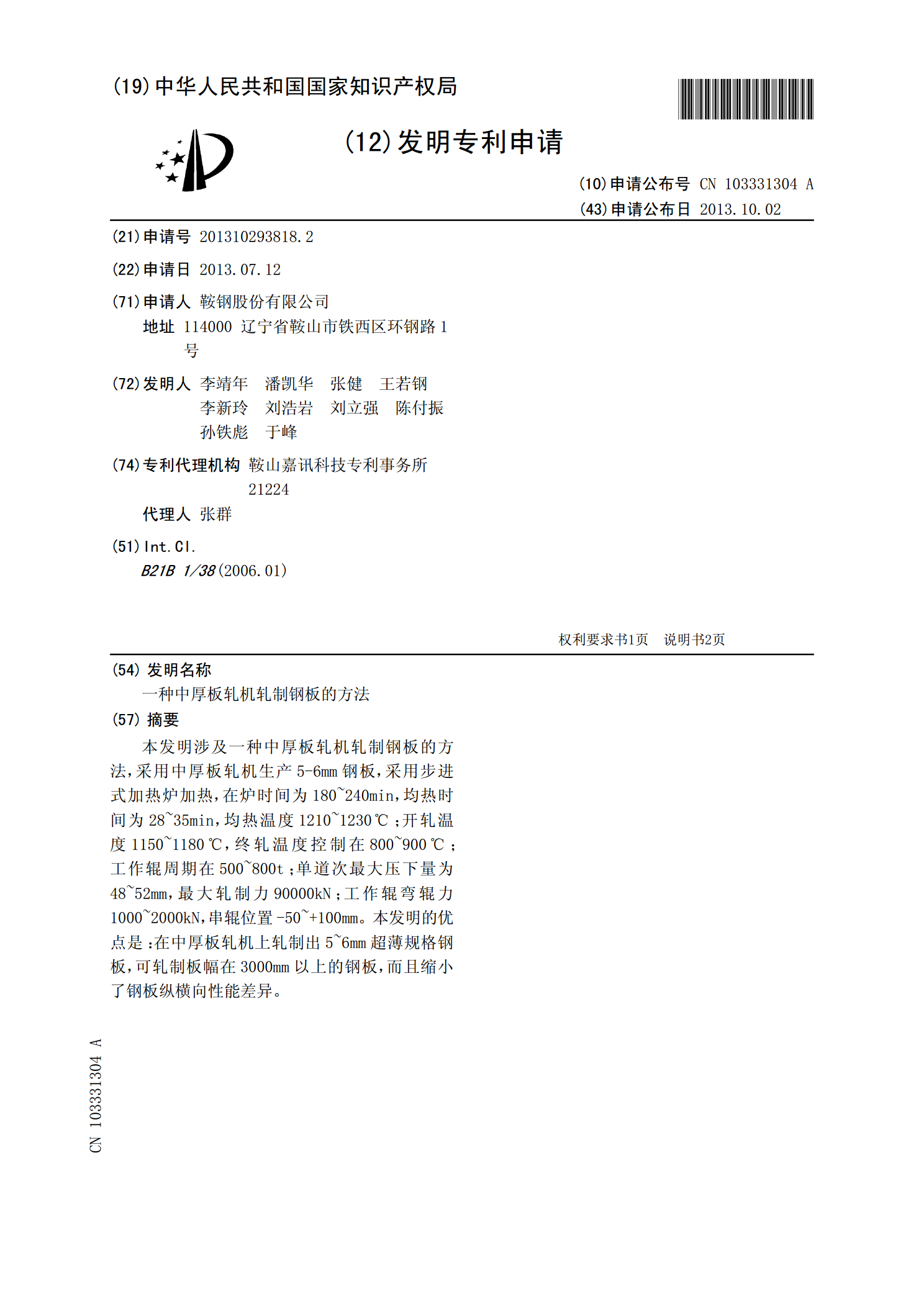
本发明涉及一种中厚板轧机轧制钢板的方法,采用中厚板轧机生产5-6mm钢板,采用步进式加热炉加热,在炉时间为180~240min,均热时间为28~35min,均热温度1210~1230℃;开轧温度1150~1180℃,终轧温度控制在800~900℃;工作辊周期在500~800t;单道次最大压下量为48~52mm,最大轧制力90000kN;工作辊弯辊力1000~2000kN,串辊位置-50~+100mm。本发明的优点是:在中厚板轧机上轧制出5~6mm超薄规格钢板,可轧制板幅在3000mm以上的钢板,而且缩小了

中厚板轧制节奏控制技术的研究与应用.docx
中厚板轧制节奏控制技术的研究与应用随着钢铁产业的不断发展,中厚板的需求量也越来越大。如何增加生产效率,提高产品质量已经成为中厚板生产中亟待解决的问题。中厚板轧制节奏控制技术是一种提高生产效率和产品质量的有效手段。本文将从中厚板轧制节奏控制技术的概念、技术原理、研究现状、应用前景四个方面进行论述。一、中厚板轧制节奏控制技术的概念中厚板轧制节奏控制技术是一种优化轧制工艺,减小轧制液压冲击,控制轧制过程中主动力的变化方向和大小,以达到提高生产效率和产品质量的目的。它可以通过改变轧制过程中的实时轧制压力、压下力、