
一种车轮用热轧双相钢板及其生产方法.pdf

文宣****66


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车轮用热轧双相钢板及其生产方法.pdf
本发明属于热轧双相钢板技术领域,特别涉及车轮用热轧双相钢板及其生产方法。本发明所要解决的技术问题是提供一种同时具有优良的成形性和延伸凸缘性的车轮用热轧双相钢板,其化学成分的重量百分比为:C:≤0.10%,Si:≤1.0%,Mn:≤1.70%,Cr:0.30~0.60%,Ti:≤0.01~0.06%,B:0.0005~0.01%,Ga:0.001~0.015%,P:≤0.025%,S:≤0.010%,N:≤0.060%,Ca:0.001~0.01%,余量为铁。本发明车轮用热轧双相钢板的屈服强度≤45
一种汽车车轮用热轧双相钢及其生产方法.pdf
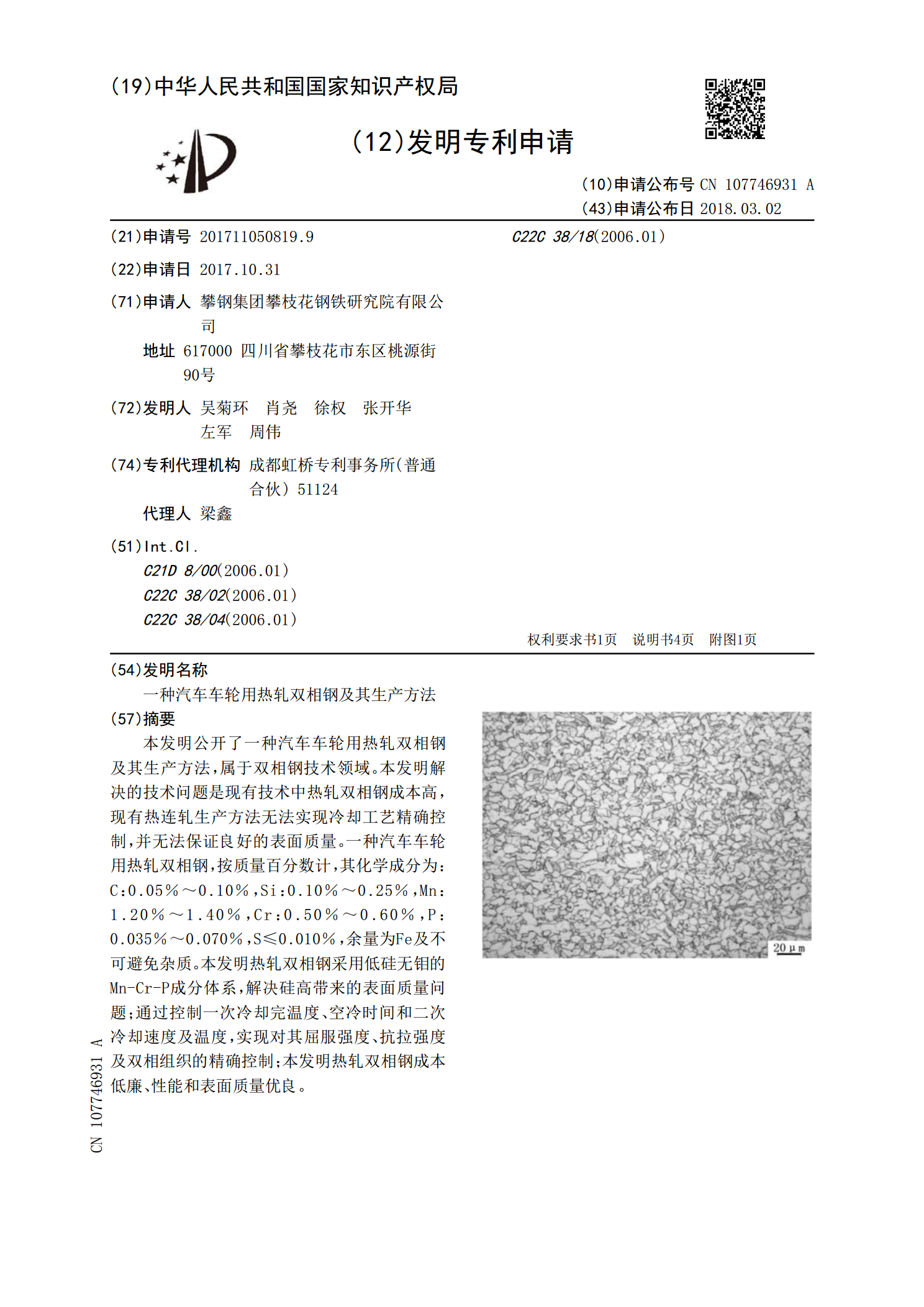
本发明公开了一种汽车车轮用热轧双相钢及其生产方法,属于双相钢技术领域。本发明解决的技术问题是现有技术中热轧双相钢成本高,现有热连轧生产方法无法实现冷却工艺精确控制,并无法保证良好的表面质量。一种汽车车轮用热轧双相钢,按质量百分数计,其化学成分为:C:0.05%~0.10%,Si:0.10%~0.25%,Mn:1.20%~1.40%,Cr:0.50%~0.60%,P:0.035%~0.070%,S≤0.010%,余量为Fe及不可避免杂质。本发明热轧双相钢采用低硅无钼的Mn‑Cr‑P成分体系,解决硅高带来的表
一种汽车用超细晶粒热轧双相钢板及其生产方法.pdf
本发明公开一种汽车用超细晶粒热轧双相钢板及其生产方法,钢板化学成分按质量百分数为:0.07%~0.09%C、0.2%~0.5%Si、1.3%~1.5%Mn、0.03%~0.05%Nb、<0.02%P、<0.01%S,余量为Fe和不可避免的杂质,其中铁素体体积分数为60%~80%,贝氏体体积分数为20%~40%,平均晶粒直径为2~3μm。生产方法将连铸坯经加热炉加热至1150~1300℃并保温2~3小时;粗轧开轧温度1100~1200℃,终轧温度>950℃;精轧机入口温度890~950℃,出口温度>800℃
一种高强汽车车轮用热轧酸洗双相钢及其生产方法.pdf
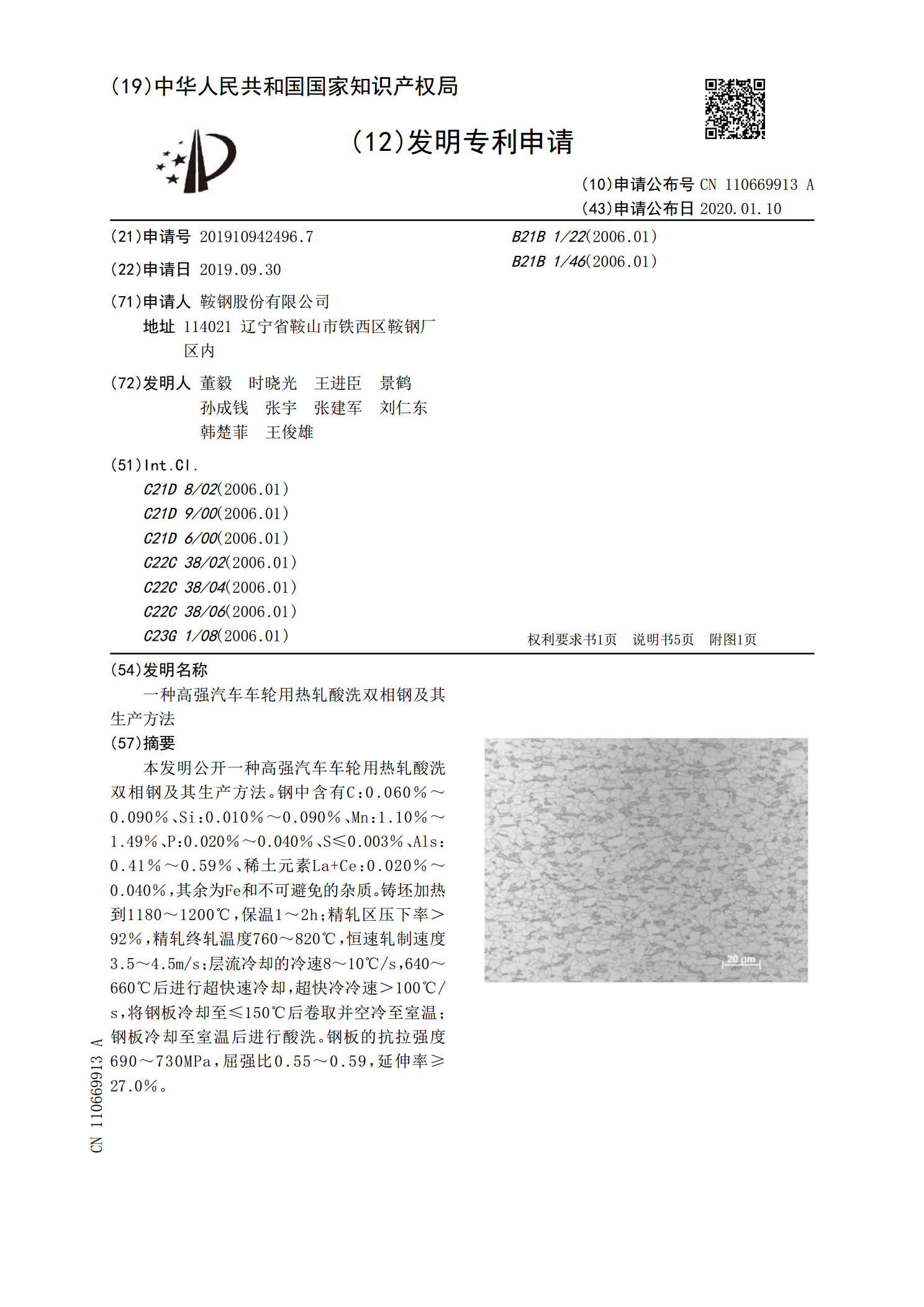
本发明公开一种高强汽车车轮用热轧酸洗双相钢及其生产方法。钢中含有C:0.060%~0.090%、Si:0.010%~0.090%、Mn:1.10%~1.49%、P:0.020%~0.040%、S≤0.003%、Als:0.41%~0.59%、稀土元素La+Ce:0.020%~0.040%,其余为Fe和不可避免的杂质。铸坯加热到1180~1200℃,保温1~2h;精轧区压下率>92%,精轧终轧温度760~820℃,恒速轧制速度3.5~4.5m/s;层流冷却的冷速8~10℃/s,640~660℃后进行超快速冷
一种轻量化耐疲劳热轧双相车轮钢及其生产方法.pdf
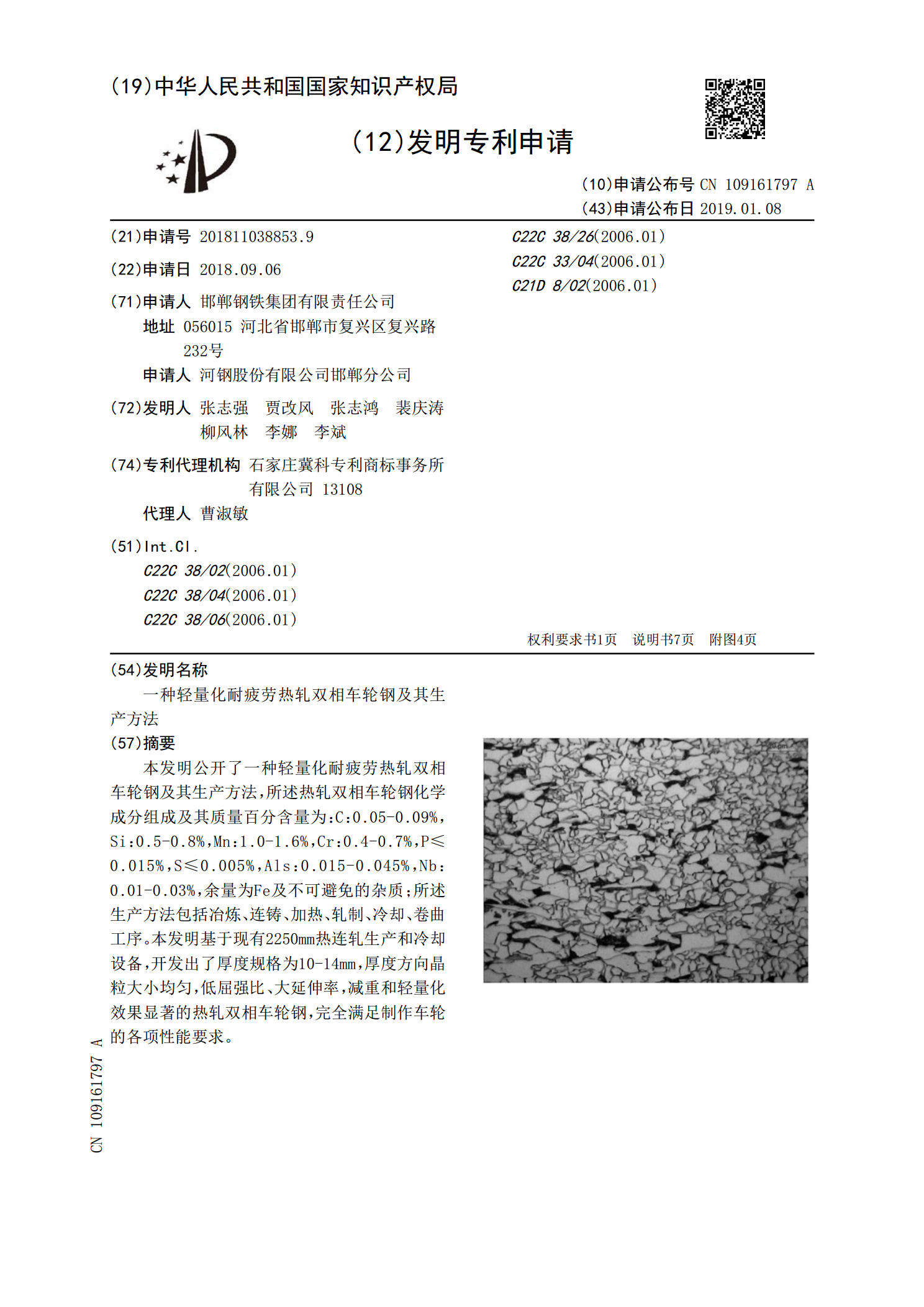
本发明公开了一种轻量化耐疲劳热轧双相车轮钢及其生产方法,所述热轧双相车轮钢化学成分组成及其质量百分含量为:C:0.05‑0.09%,Si:0.5‑0.8%,Mn:1.0‑1.6%,Cr:0.4‑0.7%,P≤0.015%,S≤0.005%,Als:0.015‑0.045%,Nb:0.01‑0.03%,余量为Fe及不可避免的杂质;所述生产方法包括冶炼、连铸、加热、轧制、冷却、卷曲工序。本发明基于现有2250mm热连轧生产和冷却设备,开发出了厚度规格为10‑14mm,厚度方向晶粒大小均匀,低屈强比、大延伸率,